一种解决IF钢连退板海运后表面油斑缺陷的方法与流程
本申请涉及if钢表面质量控制,尤其涉及一种解决if钢连退板海运后表面油斑缺陷的方法。
背景技术:
1、金属表面与空气接触会生成一层非常薄的氧化物层,这层氧化层薄膜通常孔隙率较高和机械强度较大,不能有效地保护金属材料不受腐蚀。防锈油作为钢板在储存和运输过程中的短期防护措施,目前已广泛地应用于钢铁材料的防腐。防锈油附着在金属表面形成牢固的薄膜,使金属与腐蚀介质(水分、空气、二氧化碳、酸、碱、盐等)隔绝,进而防止金属的锈蚀。但生产过程中发现在涂有润滑油和防锈油的金属表面、常常发现有从茶褐色到深茶色的变色现象。这种变色与现场锈蚀和腐蚀不同,一般称之为油斑或油污(统称为表面油斑缺陷)。它不仅作为锈前物质存在造成产品质量问题,而且用一般的除油工序也不能完全清除干净,使得产品质量下降,造成生产成本增加。
技术实现思路
1、本申请实施例提供了一种解决if钢连退板海运后表面油斑缺陷的方法,以解决现有if钢连退板海运后表面存在油斑缺陷的技术问题。
2、第一方面,本申请实施例提供了一种解决if钢连退板海运后表面油斑缺陷的方法,所述方法包括:
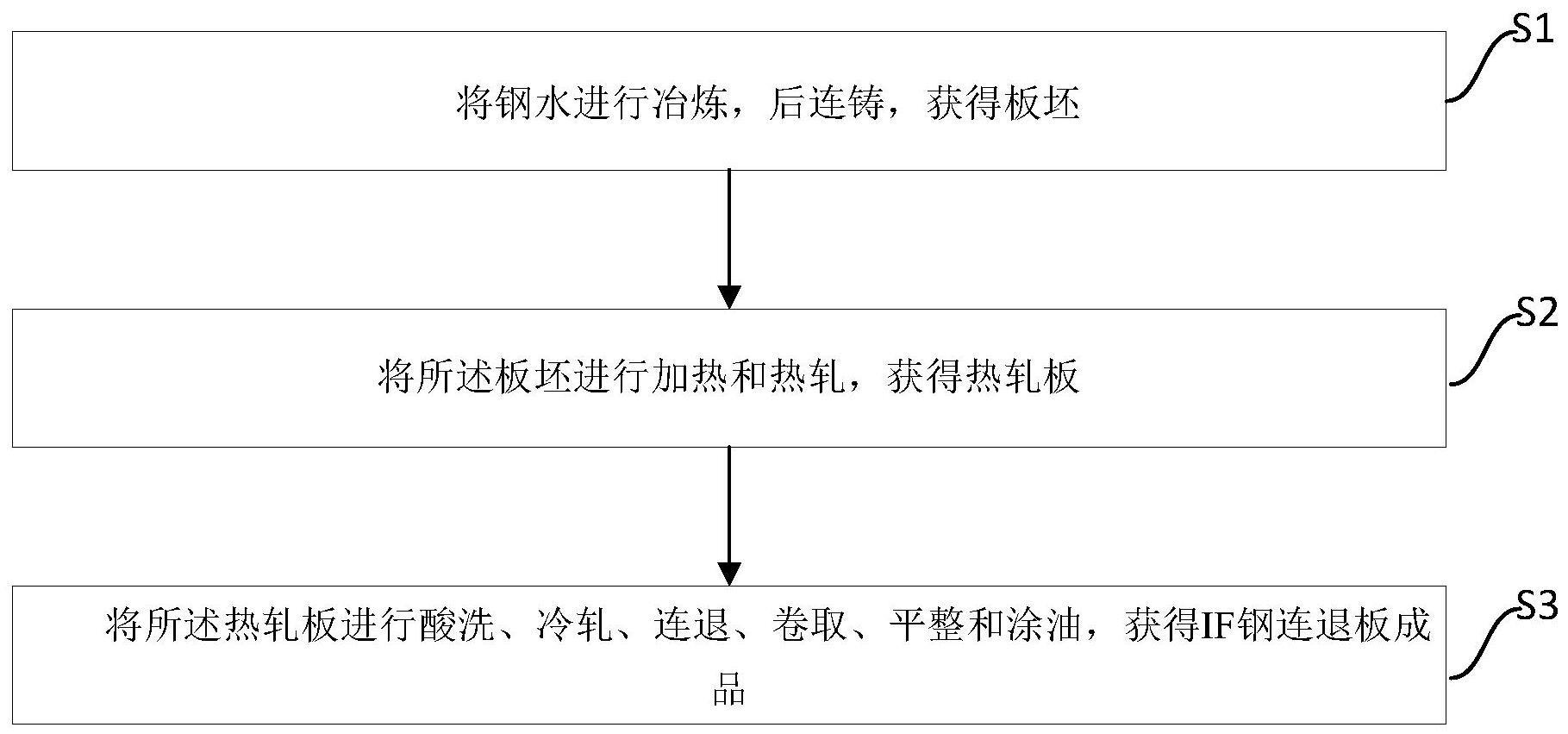
3、将钢水进行冶炼,后连铸,获得板坯;
4、将所述板坯进行加热和热轧,获得热轧板;
5、将所述热轧板进行酸洗、冷轧、连退、卷取、平整和涂油,获得if钢连退板成品;
6、以质量分数计,所述钢水包括以下化学组分:c:0.015-0.02%,al:0.02-0.05%,mn:0.1-0.2%,si:0.05-0.07%,ti:0.06-0.08%,sb:0.005-0.01%。
7、进一步地,以质量分数计,所述钢水包括以下化学组分:c:0.018%,al:0.035%,mn:0.15%,si:0.06%,ti:0.07%,sb:0.008%。
8、进一步地,所述平整的工艺参数包括:if钢连退板头部和尾部100米范围内轧制力为800-1000kn,if钢连退板中部轧制力为2000-2500kn。
9、进一步地,所述平整的工艺参数包括:if钢连退板头部和尾部100米范围内轧制力为900kn,if钢连退板中部轧制力为2250kn。
10、进一步地,所述涂油的工艺参数包括:if钢连退板头部和尾部100米范围内的涂油量为:if钢连退板的厚度≤1.0mm,涂油量550~650g/m2;if钢连退板的厚度>1.0mm,涂油量750~850g/m2;if钢连退板中部涂油量为1150~1250g/m2。
11、进一步地,所述涂油的工艺参数包括:if钢连退板头部和尾部100米范围内的涂油量为:if钢连退板的厚度≤1.0mm,涂油量600g/m2;if钢连退板的厚度>1.0mm,涂油量800g/m2;if钢连退板中部涂油量为1200g/m2。
12、进一步地,所述酸洗的的工艺参数包括:酸洗完后带钢表面氯离子残余小于2mg/m2,漂洗段冷凝水/脱盐水中氯离子含量小于0.1mg/l。
13、进一步地,所述if钢连退板成品的表面粗糙度在0.8~1.0um。
14、进一步地,所述if钢连退板成品的表面粗糙度在0.9um。
15、进一步地,所述卷取的工艺参数包括:if钢连退板尾部100米范围内的卷取张力为30-35mpa;if钢连退板头部和中部的卷取张力为27-32mpa。
16、本申请实施例提供的上述技术方案与现有技术相比具有如下优点:
17、本申请实施例提供了一种解决if钢连退板海运后表面油斑缺陷的方法,该方法通过控制冶炼钢水的成分(以质量分数计,所述钢水包括以下化学组分:c:0.015-0.02%,al:0.02-0.05%,mn:0.1-0.2%,si:0.05-0.07%,ti:0.06-0.08%,sb:0.005-0.01%。),可提高现有if钢连退板的抗腐蚀能力,比如sb元素有一定抑制腐蚀的效果,表层偏聚保护基体,但加入量不能过高,容易发生脆性开裂,能够防止现有if钢连退板基体表面形成大量微小腐蚀坑,从而解决了现有if钢连退板海运后表面存在油斑缺陷的问题。
技术特征:
1.一种解决if钢连退板海运后表面油斑缺陷的方法,其特征在于,所述方法包括:
2.根据权利要求1所述的解决if钢连退板海运后表面油斑缺陷的方法,其特征在于,以质量分数计,所述钢水包括以下化学组分:c:0.018%,al:0.035%,mn:0.15%,si:0.06%,ti:0.07%,sb:0.008%。
3.根据权利要求1所述的解决if钢连退板海运后表面油斑缺陷的方法,其特征在于,所述平整的工艺参数包括:if钢连退板头部和尾部100米范围内轧制力为800-1000kn,if钢连退板中部轧制力为2000-2500kn。
4.根据权利要求1或3所述的解决if钢连退板海运后表面油斑缺陷的方法,其特征在于,所述平整的工艺参数包括:if钢连退板头部和尾部100米范围内轧制力为900kn,if钢连退板中部轧制力为2250kn。
5.根据权利要求1所述的解决if钢连退板海运后表面油斑缺陷的方法,其特征在于,所述涂油的工艺参数包括:if钢连退板头部和尾部100米范围内的涂油量为:if钢连退板的厚度≤1.0mm,涂油量550~650g/m2;if钢连退板的厚度>1.0mm,涂油量750~850g/m2;if钢连退板中部涂油量为1150~1250g/m2。
6.根据权利要求1或5所述的解决if钢连退板海运后表面油斑缺陷的方法,其特征在于,所述涂油的工艺参数包括:if钢连退板头部和尾部100米范围内的涂油量为:if钢连退板的厚度≤1.0mm,涂油量600g/m2;if钢连退板的厚度>1.0mm,涂油量800g/m2;if钢连退板中部涂油量为1200g/m2。
7.根据权利要求1所述的解决if钢连退板海运后表面油斑缺陷的方法,其特征在于,所述酸洗的的工艺参数包括:酸洗完后带钢表面氯离子残余小于2mg/m2,漂洗段冷凝水/脱盐水中氯离子含量小于0.1mg/l。
8.根据权利要求1所述的解决if钢连退板海运后表面油斑缺陷的方法,其特征在于,所述if钢连退板成品的表面粗糙度在0.8~1.0um。
9.根据权利要求1或8所述的解决if钢连退板海运后表面油斑缺陷的方法,其特征在于,所述if钢连退板成品的表面粗糙度在0.9um。
10.根据权利要求1所述的解决if钢连退板海运后表面油斑缺陷的方法,其特征在于,所述卷取的工艺参数包括:if钢连退板尾部100米范围内的卷取张力为30-35mpa;if钢连退板头部和中部的卷取张力为27-32mpa。
技术总结
本发明提供了一种解决IF钢连退板海运后表面油斑缺陷的方法,属于IF钢表面质量控制技术领域,所述方法包括:将钢水进行冶炼,后连铸,获得板坯;将所述板坯进行加热和热轧,获得热轧板;将所述热轧板进行酸洗、冷轧、连退、卷取、平整和涂油,获得IF钢连退板成品;以质量分数计,所述钢水包括以下化学组分:C:0.015‑0.02%,Al:0.02‑0.05%,Mn:0.1‑0.2%,Si:0.05‑0.07%,Ti:0.06‑0.08%,Sb:0.005‑0.01%。该方法通过控制冶炼钢水的成分,可提高现有IF钢连退板的抗腐蚀能力,从而解决了现有IF钢连退板海运后表面存在油斑缺陷的问题。
技术研发人员:王畅,于洋,王林,王川,刘李斌,刘金生,闫磊,张亮亮,高小丽,王泽鹏,李高峰
受保护的技术使用者:首钢集团有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!