一种大口径厚壁无缝钢管铸造方法与流程
本发明涉及无缝钢管铸造,具体涉及一种大口径厚壁无缝钢管铸造方法。
背景技术:
1、现有技术中大口径无缝厚壁钢管的生产存在的以下缺点:采用传统整体铸造方式生产大口径无缝厚壁钢管需多出冒口配合阶梯补贴,这种生产方式生产的大口径无缝厚壁钢管不仅生产率低“出品率”低,同时其内部质量达不到高等级质量要求;采用特种离心铸造方式生产大口径无缝厚壁钢管虽然生产效率和质量都能满足要求,但是不同规格的无缝厚壁钢管需要不同规格的离心铸造设备,而且离心铸造设备对铸管长度及壁厚有特殊要求,适应性比较差;采用锻坯加工或水压机冲孔生产大口径无缝厚壁钢管不仅原材料消耗大,对钻孔车床或水压机生产配套要求高,而且其造价也比铸件高很多;采用连铸坯穿孔生产大口径无缝厚壁钢管也需要新建专门生产线,无法满足灵活尺寸的市场需求。
技术实现思路
1、为了解决上述问题,本发明提供一种大口径厚壁无缝钢管铸造方法,该铸造方法生产的大口径无缝厚壁钢管制作成本低,生产质量高,适用范围比较广,极大地降低了常规铸造厂铸造钢管的原材料消耗,增加了重力铸造厂产品范围,减少了产品制造成本与废弃物排放指标。
2、本发明的技术方案如下:
3、一种大口径厚壁无缝钢管铸造方法,将铸管型腔在竖直方向分成若干层,在每层设置有若干个与直浇道连通的浇口,钢水从钢水包进入直浇道后由下向上逐层通过每层的浇口进入铸管型腔中;在铸管型腔的内芯中预埋冷却管,冷却介质从冷却管下部入口进入从上部出口流出;包括以下步骤:
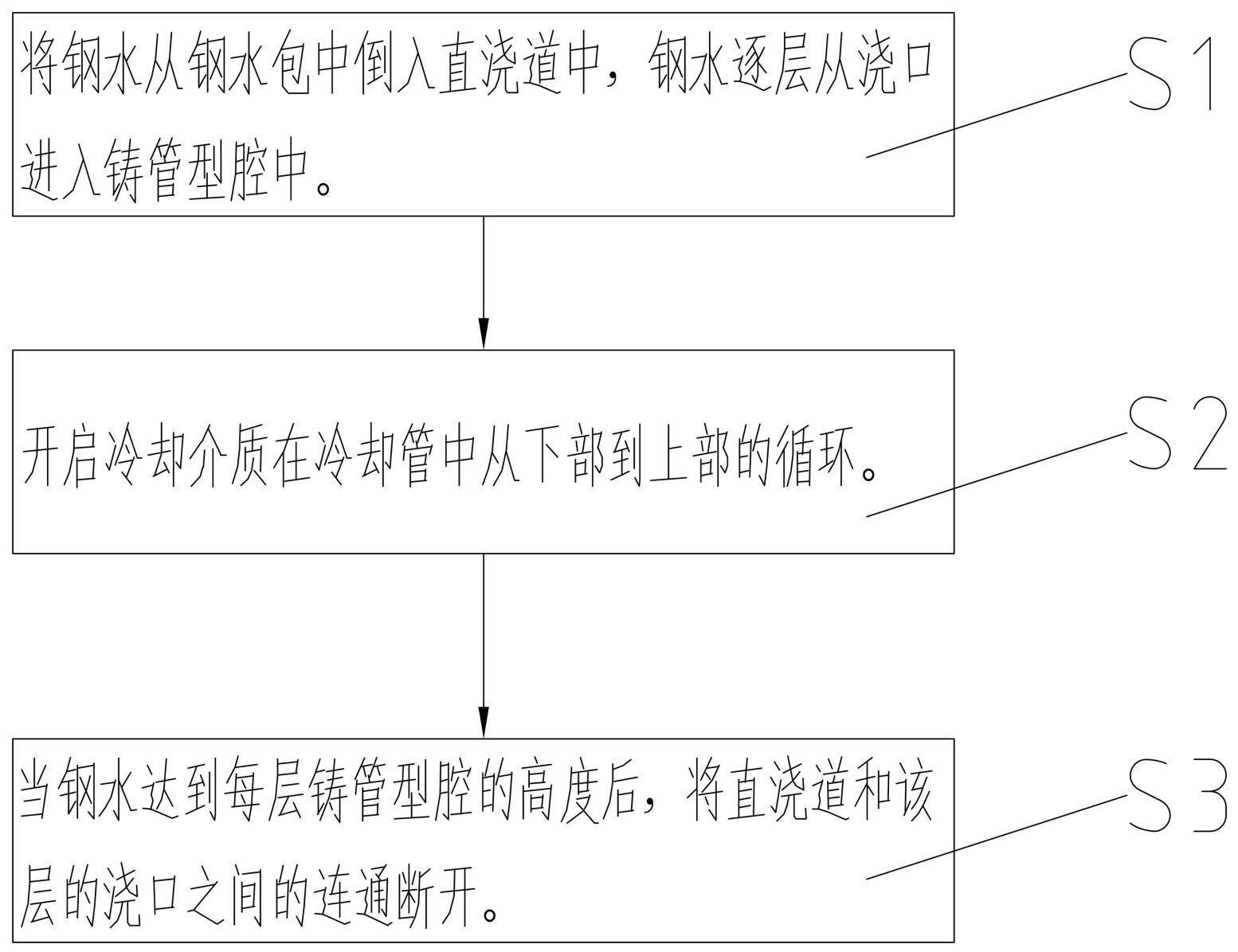
4、s1:将钢水从钢水包中倒入直浇道中,钢水逐层从浇口进入铸管型腔中;
5、s2:开启冷却介质在冷却管中从下部到上部的循环;
6、s3:当钢水达到每层铸管型腔的高度后,将直浇道和该层的浇口之间的连通断开。
7、进一步地,将内芯中的冷却管从下到上设置有多层,每层冷却管的冷却介质单独从冷却管下部入口进入从上部出口流出;
8、在s2中,根据铸管冷却梯度调整各层冷却管中冷介质的流速来调整冷却速率。
9、进一步地,冷却介质选用氩气或者压缩空气或者二氧化碳或者淬火液中的一种。
10、进一步地,将冷却管螺旋状预埋在内芯中。
11、进一步地,冷却管选用柔性管。
12、进一步地,在s1中,钢水进入铸管型腔中时从均布在每层的浇口中同时浇注。
13、进一步地,在s3中,将直浇道设置成直径从上到下追层变小的阶梯孔,当钢水达到每层铸管型腔的高度后,在直浇道中放入相应大小的堵塞球。
14、进一步地,所述大口径厚壁无缝钢管铸造方法使用的设备包括钢水包、直浇道、分层浇道和冷却管;钢水包设置在直浇道的上方倒入钢水,分层浇道将直浇道与铸管型腔各层的外部连接,冷却管预埋在铸管型腔内部的内芯中,冷却介质从冷却管的下部进入上部流出。
15、进一步地,在分层浇道上均布有多个浇口,浇口设置在铸管型腔的外部。
16、进一步地,冷却管从下到上设置多层。
17、本发明的有益效果在于:
18、1、本发明公开的一种大口径厚壁无缝钢管铸造方法,该铸造方法生产的大口径无缝厚壁钢管制作成本低,生产质量高,适用范围比较广。
19、2、本发明公开的一种大口径厚壁无缝钢管铸造方法,该铸造方法极大地降低了常规铸造厂铸造钢管的原材料消耗,增加了重力铸造厂产品范围,减少了产品制造成本与废弃物排放指标。
技术特征:
1.一种大口径厚壁无缝钢管铸造方法,其特征在于,将铸管型腔在竖直方向分成若干层,在每层设置有若干个与直浇道连通的浇口,钢水从钢水包进入直浇道后由下向上逐层通过每层的浇口进入铸管型腔中;在铸管型腔的内芯中预埋冷却管,冷却介质从冷却管下部入口进入从上部出口流出;包括以下步骤:
2.根据权利要求1所述的一种大口径厚壁无缝钢管铸造方法,其特征在于,将内芯中的冷却管从下到上设置有多层,每层冷却管的冷却介质单独从冷却管下部入口进入从上部出口流出;
3.根据权利要求2所述的一种大口径厚壁无缝钢管铸造方法,其特征在于,冷却介质选用氩气或者压缩空气或者二氧化碳或者淬火液中的一种。
4.根据权利要求2所述的一种大口径厚壁无缝钢管铸造方法,其特征在于,将冷却管螺旋状预埋在内芯中。
5.根据权利要求4所述的一种大口径厚壁无缝钢管铸造方法,其特征在于,冷却管选用柔性管。
6.根据权利要求1所述的一种大口径厚壁无缝钢管铸造方法,其特征在于,在s1中,钢水进入铸管型腔中时从均布在每层的浇口中同时浇注。
7.根据权利要求1所述的一种大口径厚壁无缝钢管铸造方法,其特征在于,在s3中,将直浇道设置成直径从上到下追层变小的阶梯孔,当钢水达到每层铸管型腔的高度后,在直浇道中放入相应大小的堵塞球。
8.根据权利要求1-7任一项所述的一种大口径厚壁无缝钢管铸造方法,其特征在于,所述大口径厚壁无缝钢管铸造方法使用的设备包括钢水包、直浇道、分层浇道和冷却管;钢水包设置在直浇道的上方倒入钢水,分层浇道将直浇道与铸管型腔各层的外部连接,冷却管预埋在铸管型腔内部的内芯中,冷却介质从冷却管的下部进入上部流出。
9.根据权利要求8任一项所述的一种大口径厚壁无缝钢管铸造方法,其特征在于,在分层浇道上均布有多个浇口,浇口设置在铸管型腔的外部。
10.根据权利要求8任一项所述的一种大口径厚壁无缝钢管铸造方法,其特征在于,冷却管从下到上设置多层。
技术总结
一种大口径厚壁无缝钢管铸造方法,将铸管型腔分成若干层,在每层设置有若干个与直浇道连通的浇口,钢水从钢水包进入直浇道后由下向上逐层通过每层的浇口进入铸管型腔中;在铸管型腔的内芯中预埋冷却管,冷却介质从冷却管下部入口进入从上部出口流出,包括以下步骤:将钢水从钢水包中倒入直浇道中,钢水逐层从浇口进入铸管型腔中;开启冷却介质在冷却管中从下部到上部的循环;当钢水达到每层铸管型腔的高度后,将直浇道和该层的浇口之间的连通断开。该铸造方法生产的大口径无缝厚壁钢管制作成本低,生产质量高,适用范围比较广,极大地降低了常规铸造厂铸造钢管的原材料消耗,增加了重力铸造厂产品范围,减少了产品制造成本与废弃物排放指标。
技术研发人员:马庆保,鲍冠曈
受保护的技术使用者:山东瑞浩重型机械有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!