叶片端面修整机及其使用方法与流程
本发明属于叶片修整机,具体涉及叶片端面修整机及其使用方法。
背景技术:
1、风能可再生能源,各国均非常重视。目前主要通过叶片将风能转换成机械能后再次转换为电能,整个风力发电机结构巨大,所以安装后需要长时间使用,这就要求风叶片的自身材料和使用寿命要求非常高。
2、制作以后的风叶片尺寸巨大,对风叶片修整是一个比较复杂的过程,修整过程中最为重要的部分就是对风叶片的端面进行打磨,保证风叶片的端面与法兰能够合适的连接,所以需要对风叶端面进行精密的加工打磨,使得其平整度达到0.5mm以内的工艺标准。
3、面对较大尺寸的风叶端面,无法放置到常规的加工机床上处理修整加工,常规人工方式打磨,导致工作效率低下,打磨端面的平整度无法达到0.5mm以内精度,面对批量的大型风叶片,必然需要对应的大型设备来完成上述工作。
技术实现思路
1、本发明的目的在于设计出一种叶片端面修整机,能够实现对风叶片端面打磨修整,实现定位安装,测量测距,达到符合要求的精度和平整度。
2、为了实现上述目的,本发明采用的技术方案如下:
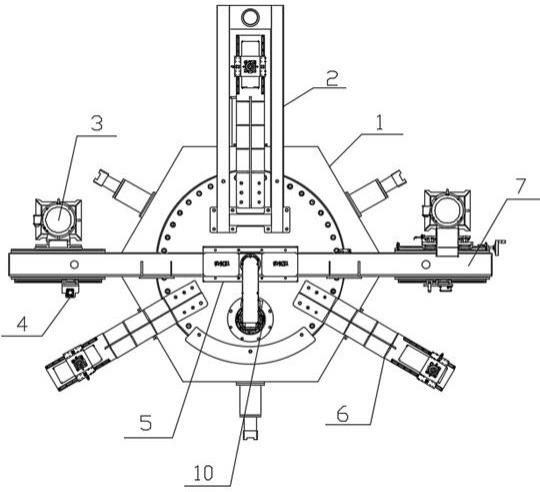
3、叶片端面修整机,其特征在于:包括:回转框架,
4、回转支撑,安装在修整机中间的回转框架上,回转支撑的外圈安装在回转框架上,内盘置于外圈内实现旋转;
5、支撑机构,所述支撑机构分为辅助支撑和主支撑,所述支撑机构将修整机固定在风叶片端面内壁;
6、旋转臂,所述旋转臂的两端安装打磨部件和测距装置,用于对端面的打磨和测量;
7、定位臂,对修整机安装定位,配合支撑机构固定,调整修整机位置;
8、控制部分,用于控制、指令、收集上述回转支撑、支撑机构、旋转臂以及定位臂运行动作或数据信息。
9、进一步的,主支撑安装回转框架上,所述主支撑包括电机和减速机,通过联轴器连接3个螺杆支撑体,同步联动支撑或回缩。
10、进一步的,所述辅助支撑具体采用3个电缸支撑,电缸支撑和推杆均匀设置在回转框架上。
11、进一步的,旋转臂安装在回转支撑内盘的中心,打磨部件包括打磨头和电机,电机驱动打磨头能够在旋转臂上实现横向或纵横移动。
12、进一步的,回转支撑采用伺服电机驱动实现旋转,回转支撑上安装滑环,通过前后滑环连接实现电和信号传输。
13、进一步的,所述修整机还设有移动车。
14、与现有技术相比,上述技术方案可以得到以下有益效果:
15、本发明通过回转支撑、支撑机构、旋转臂、定位臂以及控制部分形成修整机,能够对风叶片端面进行打磨修整。
16、回转支撑的中心采用滑环方式实现电、气等信号的传输,防止设备旋转运行中传输线、电气、气管缠绕。回转支撑采用零间隙的回转体,精度高,承载大,刚性好,使用寿命上,也避免了回转体间隙导致后期加工误差。
17、定位臂采用电磁吸附原理,使得端面螺栓套与电磁铁合二为一,解决设备定位存在间隙的问题。
18、支撑机构分为辅助支撑和主支撑,辅助支撑通过3个独立的电缸或气缸支撑,用于辅助使用,主支撑采用联体使用的螺杆支撑,机械方式的支撑与现有电缸或气缸支撑相比,更加牢靠稳定。
19、旋转臂上的打磨部分和测距装置能够实现打磨与测量在线检测反馈,缩短叶片检测的时间。
20、本发明结构操作简单,维护成本低,设备安装方便,连接可靠,使用寿命上,同时配备转运车,解决移动的问题。
技术特征:
1.叶片端面修整机,其特征在于:包括:回转框架,
2.根据权利要求1所述的叶片端面修整机,其特征在于:主支撑安装回转框架上,所述主支撑包括电机和减速机,通过联轴器连接3个螺杆支撑体,同步联动支撑或回缩。
3.根据权利要求1或2所述的叶片端面修整机,其特征在于:所述辅助支撑具体采用3个电缸支撑,电缸支撑和推杆均匀设置在回转框架上。
4.根据权利要求1所述的叶片端面修整机,其特征在于:旋转臂安装在回转支撑内盘的中心,打磨部件包括打磨头和电机,电机驱动打磨头能够在旋转臂上实现横向或纵横移动。
5.根据权利要求1所述的叶片端面修整机,其特征在于:回转支撑采用伺服电机驱动实现旋转,回转支撑上安装滑环,通过前后滑环连接实现电和信号传输。
6.根据权利要求1所述的叶片端面修整机,其特征在于:所述修整机还设有移动车。
7.一种叶片端面修整机的使用方法,其特征在于:所述方法如下:
技术总结
本发明公开了叶片端面修整机及其使用方法,叶片端面修整机,包括:回转框架,回转支撑,安装在修整机中间的回转框架上,回转支撑的外圈安装在回转框架上,内盘置于外圈内实现旋转;支撑机构,所述支撑机构分为辅助支撑和主支撑,所述支撑机构将修整机安装在风叶片端面内壁;旋转臂,所述旋转臂的两端安装打磨部件和测距装置,用于对端面的打磨和测量;定位臂,对修整机安装定位,调整修整机位置;控制部分,用于控制、指令、收集上述回转支撑、支撑机构、旋转臂以及定位臂运行动作或数据信息;本发明结构操作简单,维护成本低,设备安装方便,连接可靠,使用寿命上,同时配备转运车,解决移动的问题。
技术研发人员:孙家树,赵超,倪江帅,陈德宝
受保护的技术使用者:连云港唯德复合材料设备有限公司
技术研发日:
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!