适合铁型覆砂生产的铁水转运系统及其工作方法与流程
本发明涉及一种转运系统的工作方法,尤其是涉及一种适合铁型覆砂生产的铁水转运系统及其工作方法,它属于铁型覆砂铸造。
背景技术:
1、在铁型覆砂铸造生产过程中,转运铁水对铁型(砂箱)进行浇注是必不可少的环节。传统铁水转运主要依靠空中转运,具体方式有采用叉车运输、吊车运输等方式,这种铁水转运方式相对比较落后,不仅需要较多的人力,而且运输过程中存在较大的安全隐患,故近些年,行业里开发了铁水转运系统来替代传统铁水运输,但转运效率较低,且需要倒包铁水。铁型覆砂作为特种铸造工艺,对铁水温度比较敏感,尤其对于球铁铸件,更不宜倒包铁水,否则很容易导致浇注时铁水温度达不到浇注标准。
2、公开日为2020年06月12日,公开号为cn111266563a的中国专利中,公开了一种名称为“一种智能铁水转运系统”的实用新型专利。虽然实现了铁水的自动转运,但是该转运系统中,铁水的转运需要运用三辆转运车,而且还需要设置换包辊道,完成铁水的转运工作,这就使得铁水的转运效率问题依然无法解决。
3、因此,如何提供一种铁水满足铁型覆砂的铁水转运系统,能够降低劳动强度、提高安全性和生产效率,是本领域技术人员所需要解决的技术问题。
技术实现思路
1、本发明的目的在于克服现有技术中存在的上述不足,而提供一种结构设计合理,安全可靠,转移动作少,操作方便,转运效率高的适合铁型覆砂生产的铁水转运系统及其工作方法。
2、本发明解决上述问题所采用的技术方案是:该适合铁型覆砂生产的铁水转运系统,包括熔炼炉、布置在熔炼炉前的炉前转运车、布置在熔炼炉同侧的球化站、换包辊道,布置在炉前转运车另一侧的扒渣平台、集渣筐,其特征在于:还包括与炉前转运车对接的进退包车,与进退包车对接的进退包车辊道,以及可与进退包车辊道对接的双侧浇注机和铁水承载载体的球化浇包;炉前转运车包括炉前转运车车身、炉前转运车轨道和炉前转运车提升倾转装置和炉前转运车辊道系统,炉前转运车车身设置在炉前转运车轨道上,炉前转运车提升倾转装置与炉前转运车车身相连,炉前转运车辊道系统与炉前转运车匹配;进退包车包括设置在进退包车轨道上的进退包车车身、布置在进退包车车身上的两套独立的升降系统和布置在升降系统上两套辊道系统。
3、作为优选,本发明所述球化站包括球化辊道和球化房,该球化房内设置有球化辊道;球化站具有对进入球化房内的铁水球化的功能。
4、作为优选,本发明所述进退包车轨道设置有进退包车辊道一、进退包车辊道二。
5、作为优选,本发明所述熔炼炉包括间隔布置的熔炼炉一熔炼炉二;熔炼炉具有熔炼铁水、出铁水功能。
6、本发明还提供一种适合铁型覆砂生产的铁水转运系统的工作方法,其特征在于:具体步骤如下:
7、(s1)初始状态:各转运设备内无浇包,已经备好的浇包放置在换包辊道上,熔炼炉内存有待出炉铁水;
8、(s2)换包辊道和炉前转运车轨道对接,空浇包由换包辊道进入炉前转运车内;
9、(s3)炉前转运车向熔炼炉行进,边行进边旋转浇包,使炉前转运车的提升、倾转系统面向熔炼炉,使浇包贴近熔炼炉出水口;
10、熔炼炉倾倒铁水至浇包,在倾倒过程中,浇包升降高度适时下降调节,称重系统记录出水重量,待浇包内铁水达到预期重量后,熔炼炉停止倾倒,浇包落入炉前转运车辊道系统上;
11、(s4)炉前转运车载着浇包向球化站运行,运行过程中,炉前转运车辊道系统平面旋转180°,使车上辊道和球化辊道对接,浇包由炉前转运车滚入球化站内;球化站对浇包内铁水进行球化处理;球化完成后,浇包由球化站进入炉前转运车,炉前转运车将浇包转运至扒渣平台,对铁水扒渣;
12、(s5)扒渣完成,炉前转运车载着浇包向进退包车处运行,在运行过程中,炉前转运车辊道系统再次平面旋转180°,使车上辊道和进退包车辊道二对接,浇包由炉前转运车转移到进退包车内,由于双侧浇注机辊道高度和炉前转运车辊道系统高度有高低差,故进退包车的进退包车辊道一、进退包车辊道二均设置升降功能;
13、(s6)进退机包机的进退包车辊道二调整辊道高度,使进退包车辊道二和双侧浇注机辊道对接,浇包进入双侧浇注机,待完全进入双侧浇注机后,浇注机的旋转系统控制浇包顺时针或逆时针旋转90°,对两侧的待浇注的铁型浇注;
14、(s7)双侧浇注机在浇注铁型时,另一个浇包拖入工作,重复s1-s5动作;动作经过设计,当第二包铁水由炉前转运车转移到进退包车辊道一时,双侧浇注机上已经完成浇注的空浇包由双侧浇注机转移到进退包车辊道二上;
15、(s8)进退包车整体在平移系统的驱动下,整体平移一个位置,进退包车辊道二与双侧浇注机辊道对接,第二包铁水则进入双侧浇注机内,双侧浇注机继续浇注工作;炉前转运车平移指定距离,炉前转运车辊道系统与进退包车辊道一对接,空浇包返回至炉前转运车内,重复s2-s5动作,实现铁水转运系统的连续作业。
16、本发明与现有技术相比,具有以下优点和效果:1)整体结构设计合理,安全可靠,转移动作少,转运效率高,降低劳动强度;2)直接用球化包作为浇注包使用,不必第二次倒包,有效防止铁水温降过快,对铁型覆砂工艺有利;3)避免了吊装作业,安全性显著提高;4)设备功能模块齐全,可以根据场地要求,选择性配置各功能,可进一步提高转运效率。如:将球化站、换包辊道和扒渣平台位置互换,则可省掉炉前转运车平面旋转功能。
技术特征:
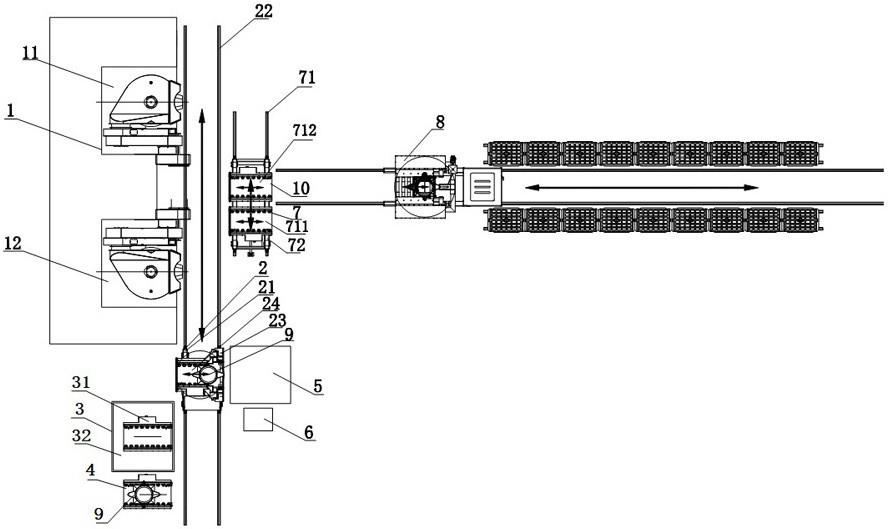
1.一种适合铁型覆砂生产的铁水转运系统,包括熔炼炉(1)、布置在熔炼炉(1)前的炉前转运车(2)、布置在熔炼炉(2)同侧的球化站(3)、换包辊道(4),布置在炉前转运车(2)另一侧的扒渣平台(5)、集渣筐(6),其特征在于:还包括与炉前转运车(2)对接的进退包车(7),与进退包车(7)对接的进退包车辊道(10),以及可与进退包车辊道(10)对接的双侧浇注机(8)和铁水承载载体的球化浇包(9);炉前转运车(2)包括炉前转运车车身(21)、炉前转运车轨道(22)和炉前转运车提升倾转装置(23)和炉前转运车辊道系统(24),炉前转运车车身(21)设置在炉前转运车轨道(22)上,炉前转运车提升倾转装置(23)与炉前转运车车身(21)相连,炉前转运车辊道系统(24)与炉前转运车(2)匹配;进退包车(7)包括设置在进退包车轨道(71)上的进退包车车身(72)、布置在进退包车车身(72)上的两套独立的升降系统和布置在升降系统上两套辊道系统。
2.根据权利要求1所述的适合铁型覆砂生产的铁水转运系统,其特征在于:所述球化站(3)包括球化辊道(31)和球化房(32),该球化房(32)内设置有球化辊道(31)。
3.根据权利要求1所述的适合铁型覆砂生产的铁水转运系统,其特征在于:所述进退包车轨道(71)设置有进退包车辊道一(711)、进退包车辊道二(712)。
4.根据权利要求1所述的适合铁型覆砂生产的铁水转运系统,其特征在于:所述熔炼炉(1)包括间隔布置的熔炼炉一(11)熔炼炉二(12)。
5.一种适合铁型覆砂生产的铁水转运系统的工作方法,采用权利要求1-4任意一项所述的适合铁型覆砂生产的铁水转运系统,其特征在于:具体步骤如下:
技术总结
本发明涉及一种适合铁型覆砂生产的铁水转运系统及其工作方法,它属于铁型覆砂铸造技术领域。本发明包括熔炼炉、布置在熔炼炉前的炉前转运车、布置在熔炼炉同侧的球化站、换包辊道,布置在炉前转运车另一侧的扒渣平台、集渣筐,进退包车与炉前转运车对接,进退包车辊道与进退包车对接,进退包车辊道与双侧浇注机对接,用于铁水承载载体的球化浇包。本发明结构设计合理,安全可靠,转移动作少,操作方便,转运效率高,满足使用需求。
技术研发人员:刘同帮,夏小江,胡鸿斌,卢智健,周昊奕
受保护的技术使用者:浙江省机电设计研究院有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!