一种玛钢管件自动化生产线及方法与流程
本发明涉及一种玛钢管件自动化生产线及方法。
背景技术:
1、玛钢管件退火工序是玛钢材质转换的关键工序,通过此工艺使玛钢管件性能达标。此工序的生产操作方式主要为装罐、卸罐等,通过此动作实现玛钢产品生坯进窑和出窑。
2、目前,玛钢管件的自动化程度低,在退火时,还需依靠工人将管件装入退火罐的罐体内;卸罐时需要,人工手动掰动退火罐进行翻转卸料,存在动作浪费、倒运浪费、体力劳动浪费,且存在一定的操作风险;此外,各个工序目前都是零散设置的,未能形成完整的自动化生产线。
技术实现思路
1、针对现有技术存在的不足,本发明的目的是提供一种玛钢管件自动化生产线及方法。
2、为了实现上述目的,本发明是通过如下的技术方案来实现:
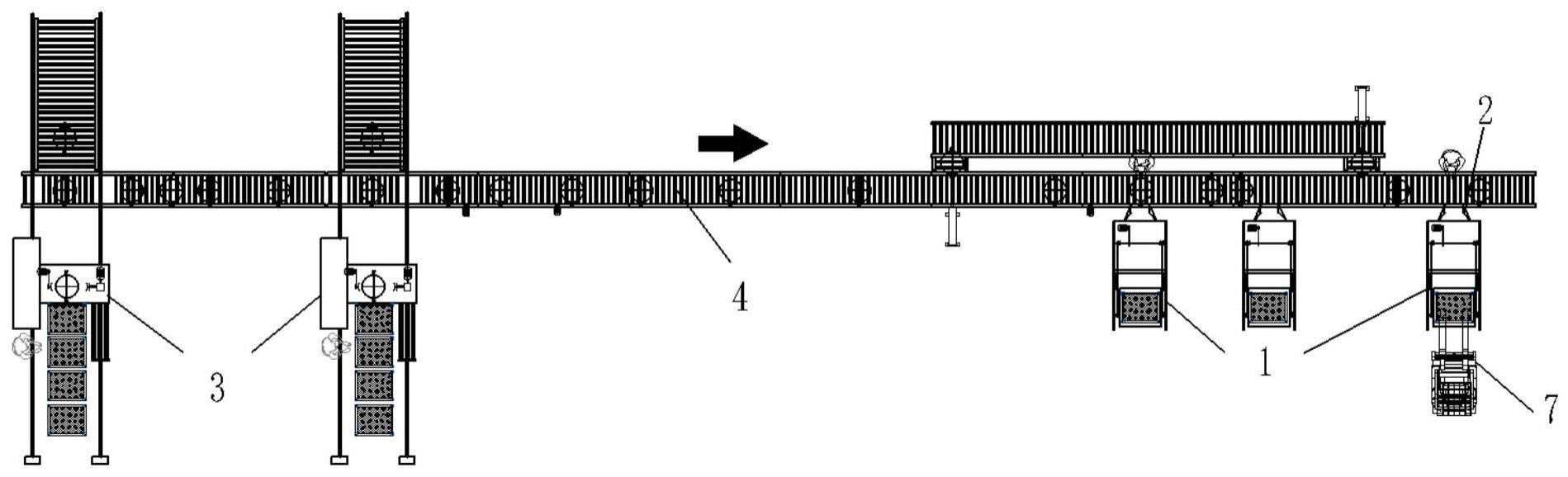
3、第一方面,本发明的实施例提供了一种玛钢管件自动化生产线,包括自动翻转装罐机构、自动翻转卸料机构、空罐运输线、空中运输装置、地面运输装置和周转装置;
4、所述的地面运输装置,用于将待装罐的生坯放置在自动翻转装罐的上料料斗内;
5、所述的自动翻转装罐机构,用于上料料斗的生坯倒入到罐体内,其包括上料料斗、钢丝绳、提升电机、滑轨、支架,所述的滑轨固定在支架上,滑轨包括竖直设置的直线滑轨段和设置在直线滑轨段末端的弧形滑轨段,所述弧形滑轨的圆心在弧形滑轨的下方,所述的上料料斗的底部设置行走轮,所述的行走轮沿着所述的滑轨滑动;在支架的顶部设置有提升电机,所述的提升电机通过钢丝绳拉动上料料斗沿着滑轨移动,在支架内设置有盛件料斗,盛件料斗的底部是一个闸板,所述的闸板的开闭由气缸控制;
6、所述的罐体被送至退火窑内;
7、所述的空中运输装置将退火完毕的罐体吊运至自动翻转卸料机构上;
8、所述的自动翻转卸料机构包括移动车、旋转装置和夹紧装置,在移动车上设置支撑架,在支撑架上安装有旋转装置和夹紧装置;所述的夹紧装置包括两个左右两个夹紧臂,两个夹紧臂可伸缩,以夹紧罐体;旋转装置驱动夹取装置的夹紧臂转动,将罐体内的物料倒入所述的周转装置;
9、空的罐体被放置空罐运输线上,空罐运输线将空的罐体运输至自动翻转装罐机构的下方。
10、作为进一步的技术方案,所述的底面运输装置为叉车,所述的叉车将需装罐的生坯挑运放置自动翻转装罐的上料料斗。
11、作为进一步的技术方案,所述的空中运输装置为行车,所述的行车将退火完毕的退火罐吊运至自动翻转卸料机构上。
12、作为进一步的技术方案,所述行车的轨道位于空罐运输线的上方,且与空罐运输线垂直。
13、作为进一步的技术方案,所述的自动翻转装罐机构可设置多个,位于空罐运输线的一侧或者两侧。
14、作为进一步的技术方案,所述的自动翻转卸料机构可设置多个,位于空罐运输线的一侧或者两侧。
15、作为进一步的技术方案,所述的移动小车设置在轨道上,所述的轨道与空罐运输线的运输方向垂直。
16、基于上述玛钢管件自动化生产线,本发明还提出了一种生产方法,如下:
17、步骤1、地面运输装置将需装罐的生坯挑运放置自动翻转装罐的上料料斗,支架上的提升电机旋转将上料料斗翻转到一定角度,使上料料斗中管件倾倒至盛件料斗中;
18、步骤2、通过气缸将盛件料斗的闸板开启,使管件自动滑入退火罐的罐体内,装满一罐后气缸动作关闭闸板,完成自动装罐动作;
19、步骤3、装罐完的罐体经退火窑退火后,出窑时用空中运输装置将退火完毕的罐体吊运至自动翻转卸料机构上,翻转机构移动、翻转,将罐体内的管件倾倒至周转笼中,完成卸罐动作,同时将空的罐体放至空罐输送机构上;
20、步骤4、空的罐体经空罐输送机构自动输送至自动翻转装罐机构处,实现罐体在线循环使用。
21、上述本发明的实施例的有益效果如下:
22、本发明提出了一种玛钢管件自动化生产线,集自动翻转装罐机构、自动翻转卸料机构、空罐运输线、空中运输装置、地面运输装置和周转笼等一体,实现了玛钢管件的自动化生产,同时通过自动翻转装罐机构,将周转笼中管件自动倾倒至倒料斗,替代了人工弯腰锄件装罐动作,降低劳动强度;通过装罐方式的变化,装罐效率提高50%以上;通过自动翻转卸罐装置实现退火罐中管件自动倾倒至空周转笼,替代了行车吊装、人工掰罐卸罐的动作,不仅降低了劳动强度还取消了安全隐患;空罐自动输送线,使空罐自动传输至装罐工位,替代了叉车倒运、人工摞放的动作,减少了无效的倒运,提高了生产效率。
技术特征:
1.一种玛钢管件自动化生产线,其特征在于,包括自动翻转装罐机构、自动翻转卸料机构、空罐运输线、空中运输装置、地面运输装置和周转装置;
2.如权利要求1所述的玛钢管件自动化生产线,其特征在于;所述的底面运输装置为叉车,所述的叉车将需装罐的生坯挑运放置自动翻转装罐的上料料斗。
3.如权利要求1所述的玛钢管件自动化生产线,其特征在于;所述的空中运输装置为行车,所述的行车将退火完毕的退火罐吊运至自动翻转卸料机构上。
4.如权利要求3所述的玛钢管件自动化生产线,其特征在于;所述行车的轨道位于空罐运输线的上方,且与空罐运输线垂直。
5.如权利要求1所述的玛钢管件自动化生产线,其特征在于;所述的自动翻转装罐机构可设置多个,位于空罐运输线的一侧或者两侧。
6.如权利要求1所述的玛钢管件自动化生产线,其特征在于;所述的自动翻转卸料机构可设置多个,位于空罐运输线的一侧或者两侧。
7.如权利要求1所述的玛钢管件自动化生产线,其特征在于;所述的移动小车设置在轨道上,所述的轨道与空罐运输线的运输方向垂直。
8.如权利要求1-7任一所述的玛钢管件自动化生产线的生产方法,如下:
技术总结
本发明公开了一种玛钢管件自动化生产线及方法,集自动翻转装罐机构、自动翻转卸料机构、空罐运输线、空中运输装置、地面运输装置和周转笼等一体,实现了玛钢管件的自动化生产,同时通过自动翻转装罐机构,将周转笼中管件自动倾倒至倒料斗,替代了人工弯腰锄件装罐动作,降低劳动强度;通过装罐方式的变化,装罐效率提高50%以上;通过自动翻转卸罐装置实现退火罐中管件自动倾倒至空周转笼,替代了行车吊装、人工掰罐卸罐的动作,不仅降低了劳动强度还取消了安全隐患;空罐自动输送线,使空罐自动传输至装罐工位,替代了叉车倒运、人工摞放的动作,减少了无效的倒运,提高了生产效率。
技术研发人员:李传军,王宁,傅茂亮,解洪军,刘状,赵宗胜,郭长周,亓丽丽,王国栋
受保护的技术使用者:玫德集团有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!