一种旋压钛材的热处理方法
本发明属于金属材料的热处理领域,具体涉及一种旋压钛材的热处理方法。
背景技术:
1、钛及钛合金具有密度小、硬度大、耐高温、耐腐蚀性能好等优点,被广泛用于航空航天、生物医疗、海洋化工等领域。随着航空航天的发展,由钛及钛合金制作的薄壁回转体零件作为航空发动机、兵器等工业中的重要部件得到越来越广泛地应用。
2、薄壁回转体零件越来越多的采用旋压成形技术制造,旋压成形是制造薄壁回转体零件的新工艺,是一种先进的少切削的加工方法,相比传统的加工工艺,具有节约成本、效率高等优点。但随着旋压件尺寸的增大,旋压变形后材料组织很不均匀,且材料内部会存在一定的残余应力,为改善这一现象需要对其进行退火处理。
3、申请公布号为cn112921259a的中国发明专利申请公开了一种强力旋压变形后的钛零件的残余应力消除方法,其是将旋压后的钛零件置于热处理炉内,以10~52℃/min的加热速度升温至530℃~560℃的目标温度,保温时间60min~100min;保温后,以随炉冷却的方式冷却至380~410℃,随后出炉空冷至室温。其工艺能够消除强力旋压变形后ta1零件的残余内应力,从而降低薄壁圆筒零件在后续加工过程中由于残余应力释放而导致变形的风险。
4、利用上述热处理工艺得到的退火态ta1零件的晶粒度达到10级,在一定程度上提高了旋压钛材的微观组织优异性和使用性能,但在晶粒度等级、组织均匀性和热稳定性等方面仍有待进一步提高。
技术实现思路
1、本发明的目的是提供一种旋压钛材的热处理方法,以进一步提高钛材旋压件的晶粒度、组织均匀性和热稳定性。
2、为了实现以上目的,本发明所采用的技术方案是:
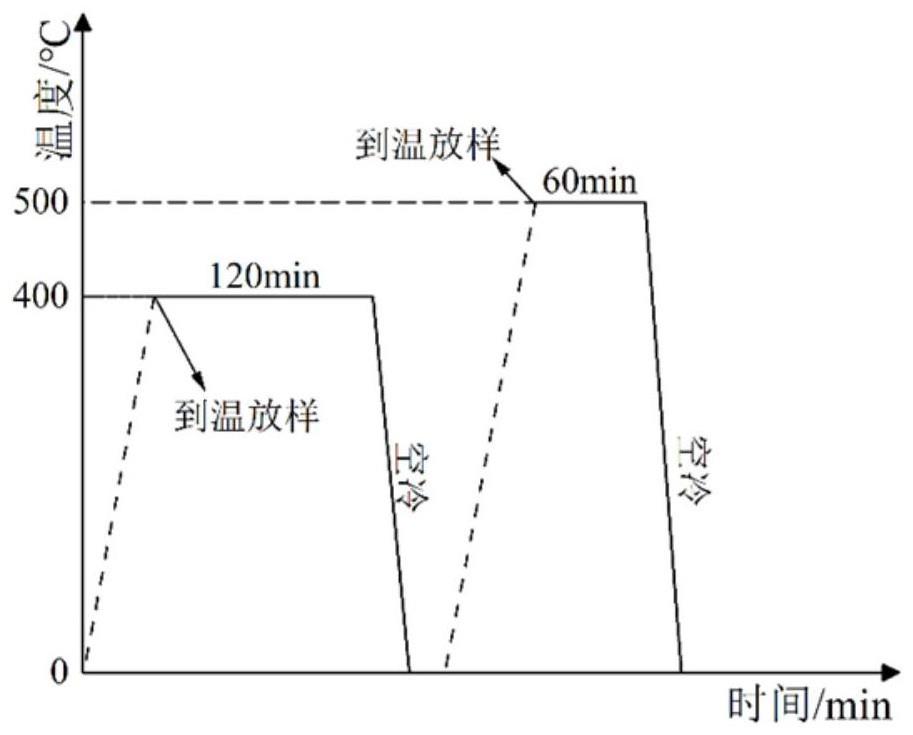
3、一种旋压钛材的热处理方法,包括以下步骤:钛材经旋压变形后得到旋压钛材,所述旋压变形的变形量为50%以上;将所述旋压钛材先在380~430℃进行第一级退火处理,冷却后再在500~560℃进行第二级退火处理。
4、本发明提供的旋压钛材的热处理方法,采用较大变形量的旋压变形,可使材料具有较高的变形能,进一步采用双级退火制度使储存能分级释放,有利于获得均匀细小且热稳定性良好的晶粒组织,从而改善钛材旋压工件的整体使用性能,延长其服役寿命,扩宽其服役工况。
5、钛材优选为工业纯钛。优选地,第一级退火处理的温度为400~430℃,时间为2~2.5h。第二级退火处理的时间为0.5~1h。双级退火控制在上述时间可有效保证热处理效果,实现旋压钛材晶粒度、组织均匀性和热稳定性的改善。
6、优选地,所述冷却为空冷至室温,所述第二退火处理后空冷至室温。双级退火处理时,待热处理炉达到目标温度后,将旋压钛材放入其中,即采用到温放样方式,配合空冷至室温的冷却方式,可以更好地保持双级退火工艺下获得的优良组织。
7、容易理解,双级退火在保护气氛下进行。优选地,双级退火均在氩气气氛保护下进行。
8、进一步优选地,所述旋压变形的变形量为50~60%。变形量指厚度变形量。旋压变形后的钛材厚度为20~25mm。采用以上方式,可充分利用钛材的动态再结晶过程,配合以上双级退火制度,实现对钛材的“旋压变形+双级退火”加工,使旋压钛材获得细小均匀、热稳定性高的晶粒组织。旋压变形控制在上述范围,即可保证获得良好地动态再结晶效果。
9、优选地,所述钛材为工业纯钛。以工业纯钛为钛材制成的阴极钛辊,晶粒细小均匀,有利于高性能极薄铜箔的制备。
10、另外,本发明的旋压钛材的热处理方法还具有操作简单、生产成本低、易于操作等优点。
技术特征:
1.一种旋压钛材的热处理方法,其特征在于,包括以下步骤:钛材经旋压变形后得到旋压钛材,所述旋压变形的变形量为50%以上;将所述旋压钛材先在380~430℃进行第一级退火处理,冷却后再在500~560℃进行第二级退火处理。
2.如权利要求1所述的旋压钛材的热处理方法,其特征在于,第一级退火处理的温度为400~430℃,时间为2~2.5h。
3.如权利要求2所述的旋压钛材的热处理方法,其特征在于,第二级退火处理的时间为0.5~1h。
4.如权利要求1所述的旋压钛材的热处理方法,其特征在于,所述冷却为空冷至室温,所述第二退火处理后空冷至室温。
5.如权利要求1~4中任一项所述的旋压钛材的热处理方法,其特征在于,所述旋压变形的变形量为50~60%。
6.如权利要求5所述的旋压钛材的热处理方法,其特征在于,所述钛材为工业纯钛。
技术总结
本发明属于金属材料的热处理领域,具体涉及一种旋压钛材的热处理方法。该旋压钛材的热处理方法包括以下步骤:钛材经旋压变形后得到旋压钛材,所述旋压变形的变形量为50%以上;将所述旋压钛材先在380~430℃进行第一级退火处理,冷却后再在500~560℃进行第二级退火处理。本发明提供的旋压钛材的热处理方法,采用较大变形量的旋压变形,可使材料具有较高的变形能,进一步采用双级退火制度使储存能分级释放,有利于获得均匀细小且热稳定性良好的晶粒组织,从而改善钛材旋压工件的整体使用性能,延长其服役寿命,扩宽其服役工况。
技术研发人员:朱倩倩,宋克兴,柳亚辉,曹晓,刘海涛,卢伟伟,胡浩,杨斌,贾淑果,冯庆,贾波,沈楚,鲁龙龙
受保护的技术使用者:河南科技大学
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!