一种制备热电材料的粉末冶金模具的制作方法
本发明涉及热电半导体领域,更具体地说,它涉及一种制备热电材料的粉末冶金模具。
背景技术:
1、热电材料可实现热能与电能之间的直接转换,主要用于固态制冷,余废热发电等领域,在精密电子器件、胰岛素存放、高级红酒柜等方面有特殊应用。目前商业上制备热电材料的方法主要为区熔法和粉末冶金法。区熔法制备的热电材料电性能不均匀,机械性能差,导致材料利用率低,器件寿命短,严重限制了材料的使用范围和应用场景。而粉末冶金法以热压法为主,使用的模具主要为石墨模具,虽其具有较好的润滑性,但耐磨性、韧性较差,无法耐受制备大尺寸热电材料所需的工艺参数,固制备的热电材料尺寸较小,制备效率低。此外,石墨模具制备的热电材料外形多为圆柱形,在后续切片过程,需平行圆柱轴向进行切割,操作不便,以及切割过程中产生的边角料较多,材料利用率低。
技术实现思路
1、为了克服上述不足,本发明提供了一种制备热电材料的粉末冶金模具,它能提高设备空间利用率以及模具材料利用率,制备大尺寸方形晶棒,有效提升晶棒的制备效率,且后续切片简单,产生边角料较少,也可有效提高切割效率和材料利用率。
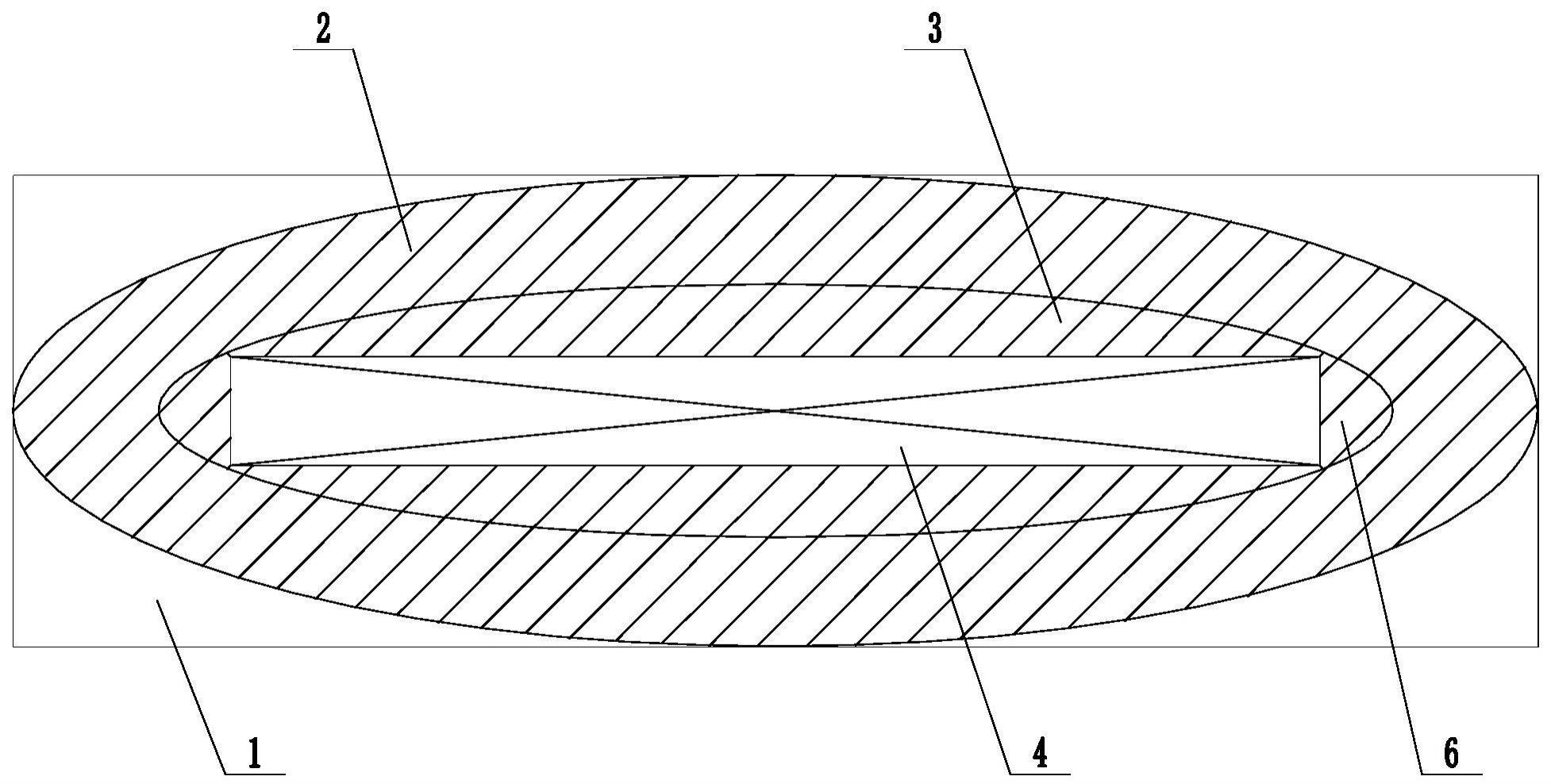
2、为了解决上述技术问题,本发明采用以下技术方案:一种制备热电材料的粉末冶金模具,包括:
3、底座;
4、外模套,呈椭圆环形结构且安装在底座上;
5、内模套,安装在外模套中,内模套内形成矩形的模腔;
6、压杆,下端插装在模腔中用于对装入模腔内的热电材料粉末进行压制。
7、热电材料制备时,将热电材料粉末装载到模腔中,整个模具放在加热炉中,然后将压杆向下压动,一边加热一边压制热电材料粉末,从而在模腔内压制成型热电材料。模具的形状外矩形,因此压制成的热电材料也呈矩形,矩形的热电材料后续切片简单,产生边角料较少,也可提高了切割效率和材料利用率。外膜套呈椭圆环形结构,壁厚均匀,相比于圆形的外膜套,在制得同大小的热电材料来说,能够减少模具材料的使用,而且能够提高设备的空间利用率。
8、内模套主要起成形作用,和热电材料直接接触,内模套可拆卸,与热电材料易分离,外模套主要起限位作用,承受内模套分散的应力,烧结时,椭圆环形的外模套承受内模套分散的应力,各个方向受到的应力平衡,外模套不易断裂。
9、本发明的这种制备热电材料的粉末冶金模具能提高设备空间利用率以及模具材料利用率,制备大尺寸方形晶棒,有效提升晶棒的制备效率,且后续切片简单,产生边角料较少,也可有效提高切割效率和材料利用率。
10、作为优选,内模套外壁呈椭圆形结构,内模套内壁呈矩形结构,内模套的四个角部位置切断形成四块内模块。
11、这种结构设置的内模套便于安装到外模套中,而且四块内模块依次靠合在一起,定位可靠。
12、作为优选,压杆上端连接压盖。
13、压盖的设置便于压动压杆。
14、作为优选,模腔底部安装定位板,定位板与内模套下部套装定位。
15、定位板的设置能够提高内模套的定位可靠性和精准性。
16、作为优选,压杆下端连接上垫片,模腔底部安装下垫片;压杆角部位置设有圆角,定位板角部位置设有圆角,下垫片连接在定位板上;上垫片、下垫片均与模腔适配。
17、定位板角部位置设有圆角,便于安装到模腔内。压杆角部位置设有圆角,便于插入模腔中。下垫片、上垫片使热电材料压制过程中下端和上端精准可靠。
18、作为优选,外模套、内模套均采用硬质金属合金材质。
19、硬质金属合金材质具有较高的抗压、抗弯、抗拉强度。
20、作为优选,外模套厚度为20mm-50mm。
21、外模套的厚度设置合理,保证了外模套的抗压、抗弯、抗拉强度。
22、作为优选,内模套底部安装定位销和回位弹簧,回位弹簧抵接在定位销上,定位板边缘设有容置槽,定位销一端置于容置槽中,定位销另一端倾斜设置形成推动面,下垫片边缘支撑在定位销上;压杆上安装若干上下间隔布设的弹销,弹销端部设有倾斜的导向面,内模套上端安装定位凸起,弹销随压杆向下移动过程中导向面滑过定位凸起,弹销随压杆向上移动过程中弹销抵接在定位凸起上。
23、内模套装入外模套时,推动面抵接到外模套内壁上从而将定位销向内推动使定位销一端置于容置槽中,然后将下垫片安装到模腔中,下垫片边缘支撑在定位销上。模腔内装入热电材料粉末后,压杆向下移动对热电材料粉末进行压制,在该过程中弹销端部的导向面滑过定位凸起,不会卡滞。脱模操作时,压杆向上移动,弹销抵接到定位凸起上进行定位,此时内模套被压杆一起向上拉动,而下垫片边缘支撑在定位销上,因此模腔内成型的热电材料和内模套一起被向上拉起脱模。内模套完全脱离外模套后,定位销在回位弹簧作用下向外移动使定位销与下垫片脱离,方便成型的热电材料与内模套的分离。
24、作为优选,内模套上和定位销对应设有安装孔,安装孔一端连接端盖,定位销上设有限位凸起,回位弹簧抵接在限位凸起上,定位销设置推动面的一端能伸出端盖,定位销延伸到容置槽内的长度<限位凸起和端盖之间的间距<定位销推动面上边缘到下边缘之间的轴向间距。
25、这种结构设置方便了定位销的安装。
26、作为优选,压杆上和弹销对应设有连接孔,连接孔端部连接定位环,弹销呈t形结构,弹销与连接孔适配连接,弹销的小径端伸出定位环,导向面设置在弹销的小径端,连接孔内安装定位弹簧,定位弹簧抵接在弹销上。
27、弹销安装平稳可靠。
28、与现有技术相比,本发明的有益效果是:(1)本发明的这种制备热电材料的粉末冶金模具能提高设备空间利用率以及模具材料利用率,制备大尺寸方形晶棒,有效提升晶棒的制备效率,且后续切片简单,产生边角料较少,也可有效提高切割效率和材料利用率;(2)热电材料成型后脱模操作方便。
技术特征:
1.一种制备热电材料的粉末冶金模具,其特征是,包括:
2.根据权利要求1所述的一种制备热电材料的粉末冶金模具,其特征是,内模套外壁呈椭圆形结构,内模套内壁呈矩形结构,内模套的四个角部位置切断形成四块内模块。
3.根据权利要求1所述的一种制备热电材料的粉末冶金模具,其特征是,压杆上端连接压盖。
4.根据权利要求1所述的一种制备热电材料的粉末冶金模具,其特征是,模腔底部安装定位板,定位板与内模套下部套装定位。
5.根据权利要求4所述的一种制备热电材料的粉末冶金模具,其特征是,压杆下端连接上垫片,模腔底部安装下垫片;压杆角部位置设有圆角,定位板角部位置设有圆角,下垫片连接在定位板上;上垫片、下垫片均与模腔适配。
6.根据权利要求1至5任意一项所述的一种制备热电材料的粉末冶金模具,其特征是,外模套、内模套均采用硬质金属合金材质。
7.根据权利要求1至5任意一项所述的一种制备热电材料的粉末冶金模具,其特征是,外模套厚度为20mm-50mm。
8.根据权利要求5所述的一种制备热电材料的粉末冶金模具,其特征是,内模套底部安装定位销和回位弹簧,回位弹簧抵接在定位销上,定位板边缘设有容置槽,定位销一端置于容置槽中,定位销另一端倾斜设置形成推动面,下垫片边缘支撑在定位销上;压杆上安装若干上下间隔布设的弹销,弹销端部设有倾斜的导向面,内模套上端安装定位凸起,弹销随压杆向下移动过程中导向面滑过定位凸起,弹销随压杆向上移动过程中弹销抵接在定位凸起上。
9.根据权利要求8所述的一种制备热电材料的粉末冶金模具,其特征是,内模套上和定位销对应设有安装孔,安装孔一端连接端盖,定位销上设有限位凸起,回位弹簧抵接在限位凸起上,定位销设置推动面的一端能伸出端盖,定位销延伸到容置槽内的长度<限位凸起和端盖之间的间距<定位销推动面上边缘到下边缘之间的轴向间距。
10.根据权利要求8所述的一种制备热电材料的粉末冶金模具,其特征是,压杆上和弹销对应设有连接孔,连接孔端部连接定位环,弹销呈t形结构,弹销与连接孔适配连接,弹销的小径端伸出定位环,导向面设置在弹销的小径端,连接孔内安装定位弹簧,定位弹簧抵接在弹销上。
技术总结
本发明公开了一种制备热电材料的粉末冶金模具,旨在解决制备热电材料的模具材料利用多,成型的热电材料切割产生的边角料多,材料利用率低的不足。该发明包括:底座;外模套,呈椭圆环形结构且安装在底座上,椭圆环形外模套的各个位置厚度均匀;内模套,安装在外模套中,内模套内形成矩形的模腔;压杆,下端插装在模腔中用于对装入模腔内的热电材料粉末进行压制。本发明的这种制备热电材料的粉末冶金模具能提高设备空间利用率以及模具材料利用率,制备大尺寸方形晶棒,有效提升晶棒的制备效率,且后续切片简单,产生边角料较少,也可有效提高切割效率和材料利用率。
技术研发人员:唐泽丰,吴永庆,崔博然,李明
受保护的技术使用者:杭州大和热磁电子有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!