一种长杆螺栓热处理工艺的制作方法
本发明涉及金属热处理,具体为一种长杆螺栓热处理工艺。
背景技术:
1、螺栓属机械零件,是配用螺母的圆柱形带螺纹的紧固件。由头部和螺杆(带有外螺纹的圆柱体)两部分组成,需与螺母配合,用于紧固连接两个带有通孔的零件。长杆螺栓是螺栓的一种,由于采矿、冶金、公路、铁路、水利和化工工业等技术领域中,经常会用到破碎机或碾碎机,这些机器设备中通常会使用长杆螺栓,这种长杆螺栓的螺杆部分长度相对较长、直径相对较细,头部的轴向长度相对较短,螺栓的头部为六角头或方头,装配时需要六角扳手或者方头扳手,将螺栓与螺母拧紧。
2、但它在使用时存在以下的缺点:由于采矿、冶金、公路、铁路、水利和化工工业等环境常常为高温高湿、高腐蚀的环境,长杆螺栓极易再次环境中被腐蚀,使得长杆螺栓的使用寿命大大地缩短,从而增加了长杆螺栓的成本,而且由于常用的螺栓的头部为六角头或方头,使螺栓的头部和螺杆部的连接处形成轴肩,而这种轴肩应力最集中,在强烈冲击下在螺栓的螺杆部分与头部的连接处会产生断裂现象,进一步缩短了螺栓的使用寿命。
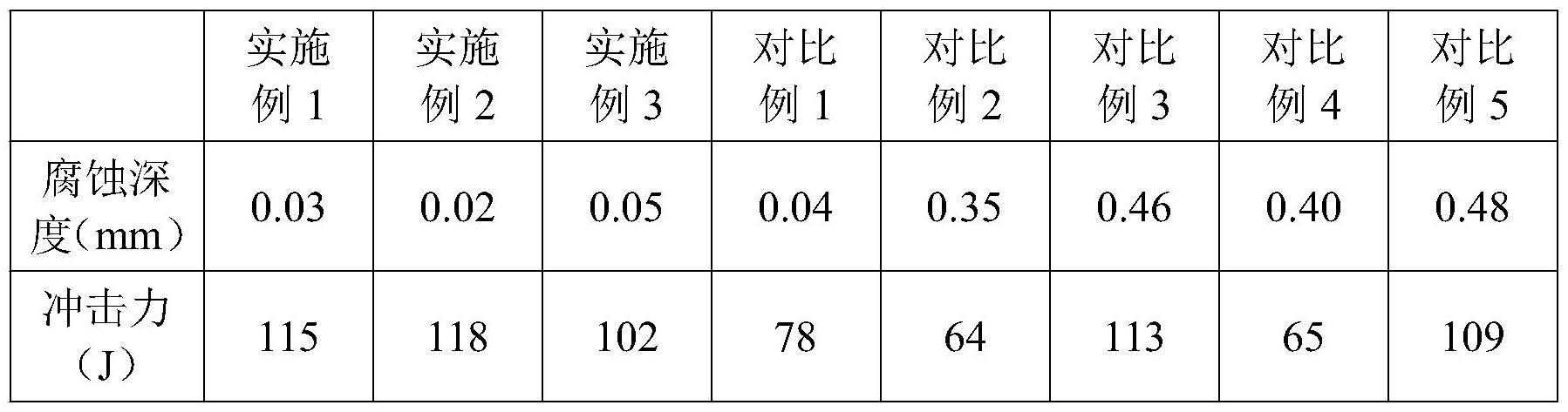
3、因此,亟需对长杆螺栓热处理工艺的热处理工艺进行改进,来使处理的长杆螺栓的韧性较强、耐腐蚀性能较好。
技术实现思路
1、为解决现有技术中存在的问题,本发明提供了一种长杆螺栓热处理工艺,包括以下工艺步骤:超声清洗、一次盐淬、二次盐淬、回火。
2、进一步的,所述超声清洗的步骤如下:常温条件下,使用30~40khz的超声波清洗机对长杆螺栓超声清洗20~40min。
3、进一步的,所述一次盐淬的步骤如下:在一氧化碳的保护气氛下,在全自动盐淬设备的加热炉中,将超声清洗的长杆螺栓加热至860℃~880℃后保温70~90min,进行奥氏体化处理,随后投入到全自动盐淬设备盐浴炉的盐槽中,在盐槽中迅速降温至360~380℃后保温1~2小时进行等温淬火热处理。
4、进一步的,所述一次盐淬的熔融盐液为硼酸镁。
5、进一步的,所述二次盐淬的步骤如下:在一氧化碳的保护气氛下,在全自动盐淬设备的加热炉中,将一次盐淬的长杆螺栓加热至860℃~880℃后保温70~90min,进行奥氏体化处理,随后投入到全自动盐淬设备盐浴炉的盐槽中,在盐槽中迅速降温至750℃~760℃后保温4~8小时进行等温淬火热处理。
6、进一步的,所述二次盐淬的熔融盐液为硅酸铝。
7、进一步的,所述回火的步骤如下:在一氧化碳的保护气氛下,将二次盐淬的长杆螺栓送入回火炉中进行加热,温度为800℃~820℃并保温1~2h后进行水冷。
8、与现有技术相比,本发明所达到的有益效果是:
9、本发明提供的长杆螺栓热处理工艺,包括超声清洗、一次盐淬、二次盐淬、回火;其中,一次盐淬的熔融盐液为硼酸镁,二次盐淬的熔融盐液为硅酸铝。
10、先对长杆螺栓采用超声清洗,不仅可以将长杆螺栓表面的残余物清洗干净,还可以将高强度螺栓端部盲孔或螺纹间隙中的杂质清洁出来,操作简单、清洁效果佳且清洁效率高;一次盐淬时硼酸镁快速进入到长杆螺栓的缺陷间隙中,形成氧化镁晶粒弥散在长杆螺栓中,从而钉扎奥氏体的晶界,遏制奥氏体晶粒长大,进而促进了针状铁素体的形成,增强了长杆螺栓的韧性;二次盐淬时,引入硅酸铝,硅酸铝和一次盐淬的长杆螺栓表面的硼酸结合,形成致密的陶瓷层,增强了长杆螺栓的防腐性能。
技术特征:
1.一种长杆螺栓热处理工艺,其特征在于,包括以下工艺步骤:超声清洗、一次盐淬、二次盐淬、回火。
2.根据权利要求1所述的一种长杆螺栓热处理工艺,其特征在于,所述超声清洗的步骤如下:常温条件下,使用30~40khz的超声波清洗机对长杆螺栓超声清洗20~40min。
3.根据权利要求1所述的一种长杆螺栓热处理工艺,其特征在于,所述一次盐淬的步骤如下:在一氧化碳的保护气氛下,在全自动盐淬设备的加热炉中,将超声清洗的长杆螺栓加热至860℃~880℃后保温70~90min,进行奥氏体化处理,随后投入到全自动盐淬设备盐浴炉的盐槽中,在盐槽中迅速降温至360~380℃后保温1~2小时进行等温淬火热处理。
4.根据权利要求3所述的一种长杆螺栓热处理工艺,其特征在于,所述一次盐淬的熔融盐液为硼酸镁。
5.根据权利要求1所述的一种长杆螺栓热处理工艺,其特征在于,所述二次盐淬的步骤如下:在一氧化碳的保护气氛下,在全自动盐淬设备的加热炉中,将一次盐淬的长杆螺栓加热至860℃~880℃后保温70~90min,进行奥氏体化处理,随后投入到全自动盐淬设备盐浴炉的盐槽中,在盐槽中迅速降温至750℃~760℃后保温4~8小时进行等温淬火热处理。
6.根据权利要求5所述的一种长杆螺栓热处理工艺,其特征在于,所述二次盐淬的熔融盐液为硅酸铝。
7.根据权利要求1所述的一种长杆螺栓热处理工艺,其特征在于,所述回火的步骤如下:在一氧化碳的保护气氛下,将二次盐淬的长杆螺栓送入回火炉中进行加热,温度为800℃~820℃并保温1~2h后进行水冷。
技术总结
本发明公开的一种长杆螺栓热处理工艺,涉及金属热处理技术领域。本发明的长杆螺栓热处理工艺步骤,依次包括:超声清洗、一次盐淬、二次盐淬、回火;所述一次盐淬的熔融盐液为硼酸镁,一次盐淬后在长杆螺栓中形成氧化镁晶粒弥散在长杆螺栓中,从而钉扎奥氏体的晶界,遏制奥氏体晶粒长大,进而促进了针状铁素体的形成;所述二次盐淬的熔融盐液为硅酸铝,二次盐淬时,硅酸铝和一次盐淬的长杆螺栓表面的硼酸结合,形成致密的陶瓷层;本发明制备的长杆螺栓的韧性较强、耐腐蚀性能较好。
技术研发人员:蒋永峰,顾锦华,王金虎
受保护的技术使用者:常熟市标准件厂有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!