一种分段供给式焊丝自动涂硼装置的制作方法
本发明涉及焊丝加工,更具体地涉及一种分段供给式焊丝自动涂硼装置。
背景技术:
1、在对物件进行焊接的过程中,一般通过焊丝进行焊接,为了保证焊接的质量,需要对焊丝进行涂硼等加工等处理,在对焊丝进行涂硼处理的过程中,需要使用到焊丝涂硼装置,焊丝涂硼装置是一种在焊丝的表面涂抹一层硼砂的设备,焊丝涂硼装置主要有外壳组件、连接组件、供给组件、涂硼组件等组成,焊丝涂硼装置具有涂硼速度快,涂硼效果好,焊丝加工合格率高等优点。
2、常见的焊丝涂硼装置在进行使用时,一般具有以下缺陷:
3、其一:常见的焊丝涂硼装置在进行使用时,需要对焊丝进行供给,常见的对焊丝进行供给的方式都为采用输送辊直接进行输送,焊丝会被一直输送,当一部分焊接涂硼完毕后,硼砂溶液内部的硼砂浓度较低,后续焊丝会直接进行涂硼操作,导致后续的焊丝涂硼的效率较低,不利于实现对焊丝进行涂硼;
4、其二:常见的焊丝涂硼装置在进行使用时,当加工槽内部的硼砂溶液含量较低时,需要向硼砂溶液内部添加原料,以此来保证硼砂溶液的浓度符合焊丝进行涂硼的标准,在进行原料的添加的过程中,需要通过人工进行添加,由于人工不能及时对硼砂溶液内部的硼砂浓度进行测定,导致对原料的添加会产生偏差,不利于实现保证硼砂溶液的浓度符合标准浓度;
5、其三:常见的焊丝涂硼装置在进行使用时,当向硼砂溶液内部注入原料后,为了便于焊丝进行涂硼,需要通过搅拌组件对硼砂溶液进行搅拌,常见的搅拌组件需要设置有专门的动力源进行运转,整个需要耗费大量的动力,消耗的成本较高;
6、综上所述,常见的焊丝涂硼装置在进行使用时一般具有当一部分焊接涂硼完毕后,硼砂溶液内部的硼砂浓度较低,后续焊丝会直接进行涂硼操作,导致后续的焊丝涂硼的效率较低、需要通过人工进行添加,由于人工不能及时对硼砂溶液内部的硼砂浓度进行测定,导致对原料的添加会产生偏差和搅拌组件需要设置有专门的动力源进行运转等缺陷。
技术实现思路
1、为了克服现有技术的上述缺陷,本发明的实施条例提供一种分段供给式焊丝自动涂硼装置,以解决背景技术中所提出的技术问题。
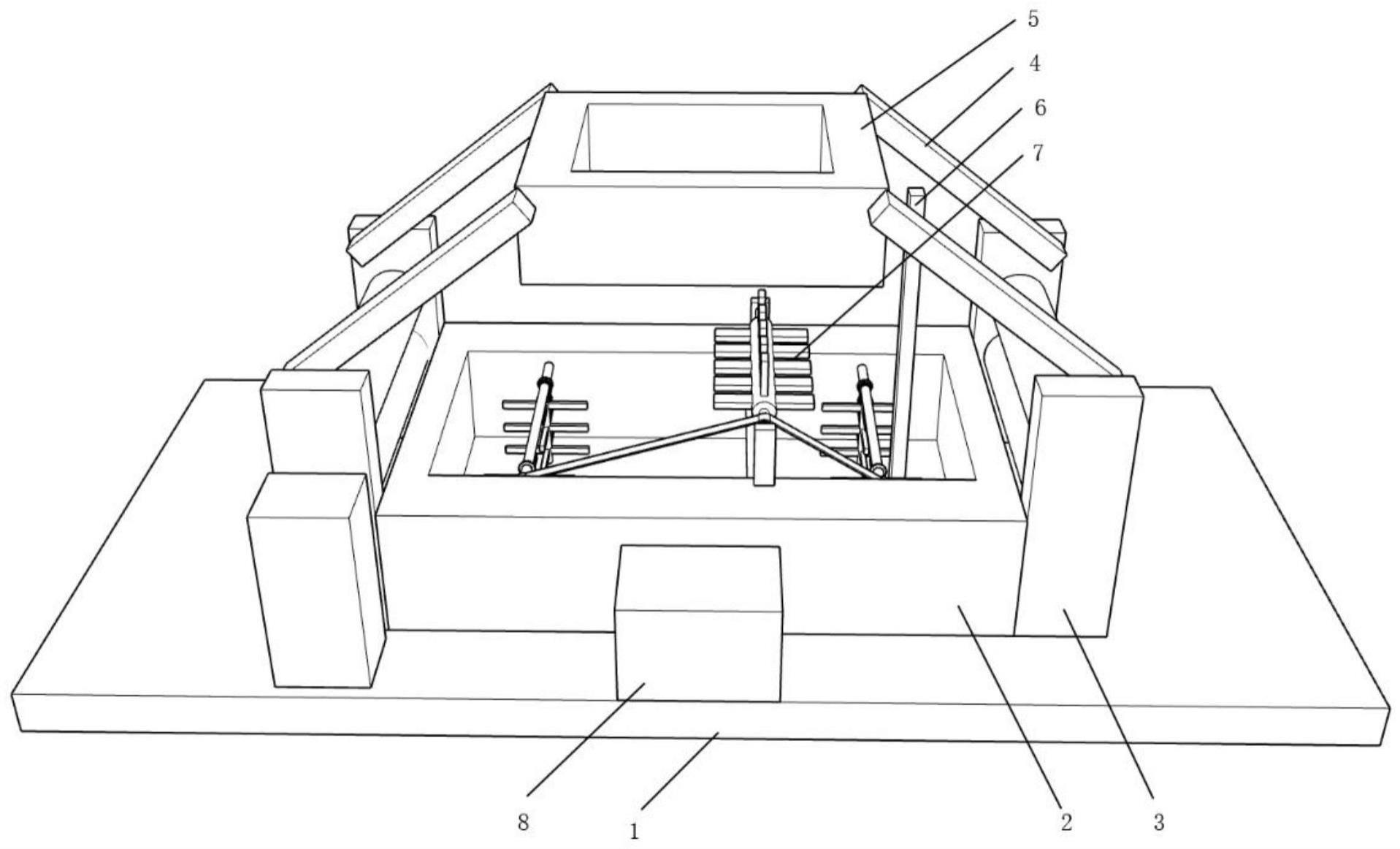
2、为实现上述目的,本发明提供如下技术方案:一种分段供给式焊丝自动涂硼装置,包括底板,所述底板的上表面上固定连接有加工壳,所述底板的上表面上固定连接有四个固定板,每个所述固定板的侧面上固定连接有支撑板,所述支撑板的一端固定连接有储料壳,所述储料壳的内部设置有用于调节进料的调节机构,所述加工壳的内部设置有对硼砂进行搅拌的搅拌机构,所述固定板的侧面上设置有对焊丝进行分段供给的输送机构;
3、所述调节机构包括开设在储料壳下表面上的出料口,所述出料口的侧面上开设有储存槽,所述储存槽的侧壁上固定连接有弹簧,所述储存槽的内部滑动连接有挡板,所述弹簧的另一端与挡板固定连接,所述出料口的另一侧面上贯穿开设有滑动槽,所述滑动槽的内部滑动连接有滑动板,所述滑动板的上表面上贯穿开设有多个漏孔,所述加工壳的上表面上开设有加工槽,所述加工槽的底部固定连接有两个固定块,所述固定块的侧面上转动连接有旋转杆,所述旋转杆的外壁上套设有调节板,所述调节板的上端与滑动板的一端相接触,所述调节板的表面上设置有用于控制调节板进行转动的测定系统。
4、在一个优选的实施方式中,所述加工壳采用铁材质制成,所述储料壳位于加工槽的正上方,所述储料壳的内部填充有硼砂原料。
5、在一个优选的实施方式中,所述滑动板的宽度小于挡板的宽度,所述调节板的上端高度大于滑动板的高度,所述调节板的底部设置有ph测定计。
6、在一个优选的实施方式中,所述测定系统包括测定模块、计时模块、判断模块、动力模块和控制模块,所述测定模块的输出端与判断模块的输入端电信连接,所述测定模块的输出端和输入端与计时模块的输入端和输出端电信连接,所述计时模块的输出端与判断模块的输入端电信连接,所述判断模块的输出端和输入端与动力模块的输入端和输出端电信连接,所述判断模块的输出端与控制模块的输入端电信连接,所述动力模块的输出端与测定模块的输入端电信连接,所述动力模块的输出端与计时模块的输入端电信连接,所述动力模块的输出端与控制模块的输入端电信连接。
7、在一个优选的实施方式中,所述搅拌机构包括固定连接在加工壳上表面上的两个连接板,所述连接板的侧面上转动连接有转动杆,所述转动杆的外壁上设置有多个螺旋桨,所述加工槽的底部转动连接有四个搅拌杆,每个所述搅拌杆的外壁上均安装有多个搅拌叶,所述加工槽的侧壁上转动连接有两个传动杆,每个所述传动杆与两个搅拌杆之间均通过锥齿轮组相互啮合,所述转动杆与两个传动杆之间通过传送带传动连接。
8、在一个优选的实施方式中,所述转动杆位于出料口的正下方,四个所述搅拌杆分别位于加工槽的四角处。
9、在一个优选的实施方式中,所述输送机构包括转动连接在每个所述固定板侧面上的两个输送辊,所述加工槽的侧壁上转动连接有限制杆,所述底板的上表面上安装有电机,所述电机的输出轴末端贯穿固定板并与一个输送辊固定连接,所述底板的上表面上固定连接有测定壳,所述测定壳的下表面上开设有测定槽,所述加工槽的侧面上开设有与测定槽连通的连接槽。
10、在一个优选的实施方式中,所述电机的电极两端分别与测定槽的两个侧壁通过导线进行连接,所述连接槽呈倾斜结构设置。
11、本发明的技术效果和优点:
12、1、本发明通过设有调节机构,当需要向加工壳内部的硼砂溶液添加原料时,随着焊丝进行喷涂的过程中,加工槽内部硼砂溶液的浓度会下降,硼砂溶液的ph会下降,在ph计的作用下实现调节板进行转动,调节板会对滑动板进行挤压,滑动板会挤压挡板,使得挡板进入储存槽内部,弹簧处于压缩状态,原料会通过出料口和漏孔进入加工槽内部,全自动进行原料的补充,无需人工对浓度进行测定会进行原料的补充,简单方便,快捷准确。
13、2、本发明通过设有搅拌机构,当原料从出料口和漏孔落下时,原料会带动螺旋桨和转动杆进行旋转,转动杆通过传送带带动两个传动杆旋转,由于传动杆与搅拌杆通过锥齿轮组相互啮合,传动杆会带动搅拌杆进行旋转,搅拌杆会带动搅拌叶旋转实现对硼砂溶液进行搅拌,无需设置有专门的动力源进行搅拌,节约了资源的使用。
14、3、本发明通过设有输送机构,当需要对焊丝进行输送时,加工壳内部的硼砂溶液会通过连接槽进入测定槽内部,当硼砂溶液的浓度较大时,硼砂溶液的电阻越多,由于电机的电极两端分别与测定槽的两个侧壁通过导线进行连接,电路中的电流越小,当电路中的电机的实际功率小于额定功率时,电机会停止运转,输送辊会停止转动,焊丝会停止运输,便于焊丝进行涂硼,当焊丝涂硼完毕后,焊丝会被输送走,便于焊丝进行涂硼。
技术特征:
1.一种分段供给式焊丝自动涂硼装置,包括底板(1),其特征在于:所述底板(1)的上表面上固定连接有加工壳(2),所述底板(1)的上表面上固定连接有四个固定板(3),每个所述固定板(3)的侧面上固定连接有支撑板(4),所述支撑板(4)的一端固定连接有储料壳(5),所述储料壳(5)的内部设置有用于调节进料的调节机构(6),所述加工壳(2)的内部设置有对硼砂进行搅拌的搅拌机构(7),所述固定板(3)的侧面上设置有对焊丝进行分段供给的输送机构(8);
2.根据权利要求1所述的一种分段供给式焊丝自动涂硼装置,其特征在于:所述加工壳(2)采用铁材质制成,所述储料壳(5)位于加工槽的正上方,所述储料壳(5)的内部填充有硼砂原料。
3.根据权利要求1所述的一种分段供给式焊丝自动涂硼装置,其特征在于:所述滑动板(604)的宽度小于挡板(603)的宽度,所述调节板(607)的上端高度大于滑动板(604)的高度,所述调节板(607)的底部设置有ph测定计。
4.根据权利要求1所述的一种分段供给式焊丝自动涂硼装置,其特征在于:所述测定系统包括测定模块、计时模块、判断模块、动力模块和控制模块,所述测定模块的输出端与判断模块的输入端电信连接,所述测定模块的输出端和输入端与计时模块的输入端和输出端电信连接,所述计时模块的输出端与判断模块的输入端电信连接,所述判断模块的输出端和输入端与动力模块的输入端和输出端电信连接,所述判断模块的输出端与控制模块的输入端电信连接,所述动力模块的输出端与测定模块的输入端电信连接,所述动力模块的输出端与计时模块的输入端电信连接,所述动力模块的输出端与控制模块的输入端电信连接。
5.根据权利要求1所述的一种分段供给式焊丝自动涂硼装置,其特征在于:所述搅拌机构(7)包括固定连接在加工壳(2)上表面上的两个连接板(701),所述连接板(701)的侧面上转动连接有转动杆(702),所述转动杆(702)的外壁上设置有多个螺旋桨(703),所述加工槽的底部转动连接有四个搅拌杆(705),每个所述搅拌杆(705)的外壁上均安装有多个搅拌叶(706),所述加工槽的侧壁上转动连接有两个传动杆(704),每个所述传动杆(704)与两个搅拌杆(705)之间均通过锥齿轮组相互啮合,所述转动杆(702)与两个传动杆(704)之间通过传送带传动连接。
6.根据权利要求5所述的一种分段供给式焊丝自动涂硼装置,其特征在于:所述转动杆(702)位于出料口的正下方,四个所述搅拌杆(705)分别位于加工槽的四角处。
7.根据权利要求1所述的一种分段供给式焊丝自动涂硼装置,其特征在于:所述输送机构(8)包括转动连接在每个所述固定板(3)侧面上的两个输送辊(801),所述加工槽的侧壁上转动连接有限制杆(802),所述底板(1)的上表面上安装有电机(803),所述电机(803)的输出轴末端贯穿固定板(3)并与一个输送辊(801)固定连接,所述底板(1)的上表面上固定连接有测定壳(804),所述测定壳(804)的下表面上开设有测定槽(806),所述加工槽的侧面上开设有与测定槽(806)连通的连接槽(805)。
8.根据权利要求7所述的一种分段供给式焊丝自动涂硼装置,其特征在于:所述电机(803)的电极两端分别与测定槽(806)的两个侧壁通过导线进行连接,所述连接槽(805)呈倾斜结构设置。
技术总结
本发明涉及焊丝加工技术领域,且公开了一种分段供给式焊丝自动涂硼装置,包括底板,所述底板的上表面上固定连接有加工壳,所述底板的上表面上固定连接有四个固定板,每个所述固定板的侧面上固定连接有支撑板,所述支撑板的一端固定连接有储料壳,所述储料壳的内部设置有用于调节进料的调节机构,设有调节机构,当需要向加工壳内部的硼砂溶液添加原料时,随着焊丝进行喷涂的过程中,加工槽内部硼砂溶液的浓度会下降,硼砂溶液的PH会下降,在PH计的作用下实现调节板进行转动,调节板会对滑动板进行挤压,滑动板会挤压挡板,使得挡板进入储存槽内部,弹簧处于压缩状态,原料会通过出料口和漏孔进入加工槽,进行原料的补充。
技术研发人员:严三元
受保护的技术使用者:常州福伦特无铅焊料有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!