半轴自动调质生产线温区变换机构的制作方法
本发明涉及机械加工,尤其是涉及半轴自动调质生产线温区变换机构。
背景技术:
1、半轴是机动车辆上驱动车轮的杆件,不仅承受弯扭复合力矩,还会承受一定冲击载荷。所以,半轴应具有足够的强度、韧性和良好的抗疲劳性能。
2、半轴在热处理时一般通过调质的方法改善性能,调质钢经过热加工后,必须经过预热处理来降低硬度,不仅便于后续加工时的切削,还消除热加工时造成的组织缺陷,细化晶粒,改善组织结构,为最终热处理做好准备。
3、目前,半轴在热处理过程中通常设有三个温区,实现半轴调质过程中的加热。不同材质的半轴在加热过程中对于高温区、中温区、低温区有对应的要求,然而,在调控温度过程中,高温区的降温严重影响生产效率,现有技术中,高温区由910℃降到800℃通过自然冷却的方式,大约需要2小时的时间,不仅浪费能量,还影响生产效率。
技术实现思路
1、本发明的目的是提供半轴自动调质生产线温区变换机构,不仅减少了低温区的加热时间,提高了工作效率,而且使能量得到有效利用,节约能耗。
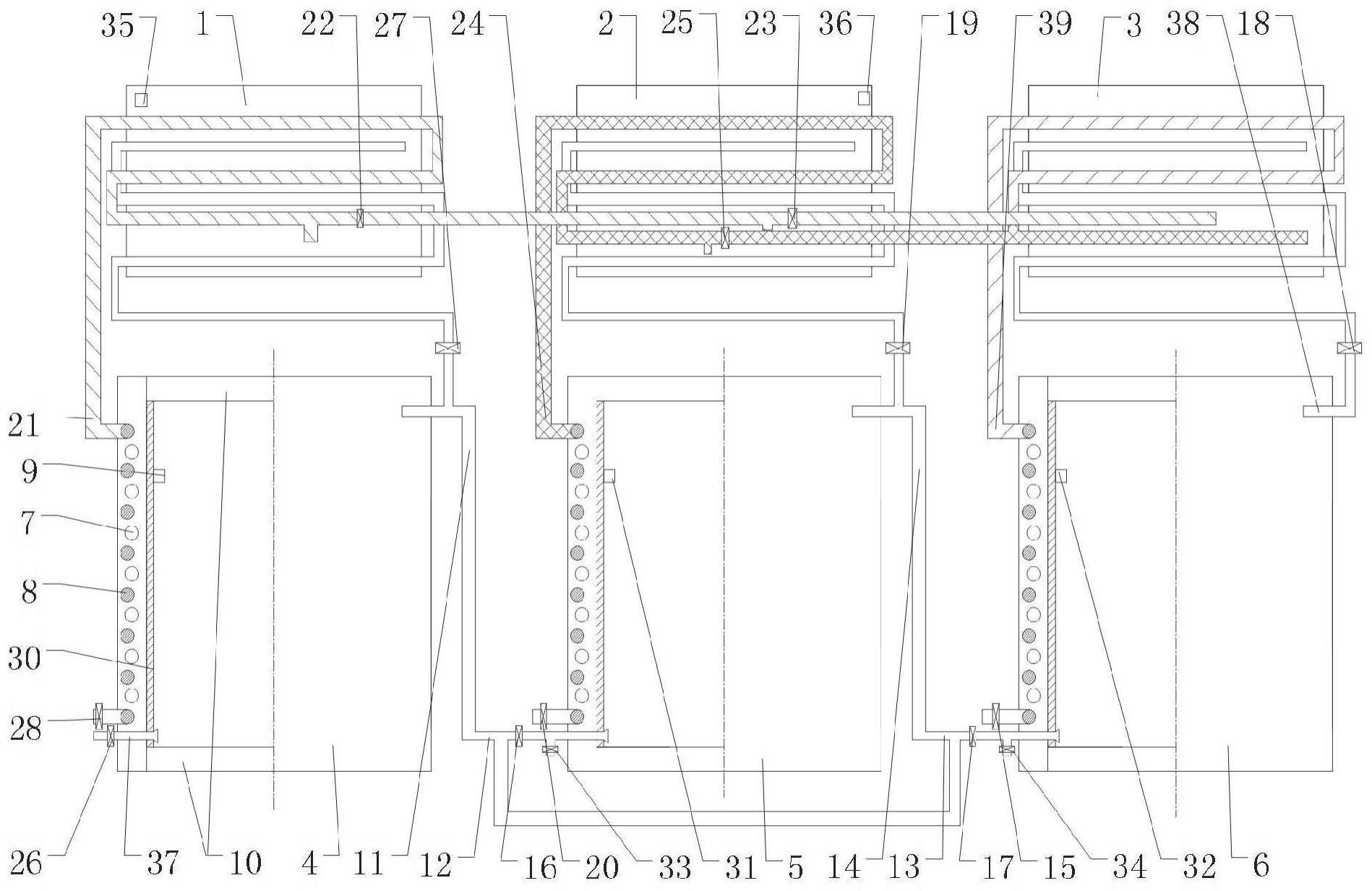
2、为实现上述目的,本发明提供了半轴自动调质生产线温区变换机构,包括加热箱和设在所述加热箱出口端的冷却池,所述加热箱壁内设有加热管和冷却管,所述冷却池包括第一冷却池、第二冷却池和第三冷却池,所述加热箱包括第一加热箱、第二加热箱和第三加热箱,所述第一加热箱、所述第二加热箱、所述第三加热箱的一侧下部分别设有第一进气口管、第二进气口管、第三进气口管,所述第一加热箱另一侧上部设有与所述第二进气口管、所述第三进气口管连接的第一出气口管,所述第二加热箱另一侧上部设有与所述第三进气口管连接的第二出气口管,所述第三加热箱另一侧上部设有第三出气口管并延伸至所述第三冷却池。
3、所述第一加热箱、所述第二加热箱和所述第三加热箱的一端分别设有第一冷却管进口、第二冷却管进口、第三冷却管进口,所述第一加热箱、所述第二加热箱和所述第三加热箱的另一端分别设有第一冷却管出口、第二冷却管出口、第三冷却管出口,所述第一冷却管出口、所述第二冷却管出口、所述第三冷却管出口均延伸至所述第三冷却池。
4、优选的,所述第一进气口管、所述第二进气口管、所述第三进气口管的输出端均为喇叭状,所述第一出气口管、所述第二出气口管的支管分别延伸至所述第一冷却池、所述第二冷却池。
5、优选的,延伸至所述第三冷却池的所述第一冷却管出口经过所述第一冷却池、所述第二冷却池,延伸至所述第三冷却池的所述第二冷却管出口经过所述第二冷却池。
6、优选的,所述加热管、所述冷却管均为弹簧状,所述加热管和所述冷却管交错设置,且所述冷却管的外径大于所述加热管的外径。
7、优选的,位于所述第一冷却池的所述第一冷却管上设有第一冷却电磁阀,位于所述第二冷却池的所述第一冷却管上设有第二冷却电磁阀,位于所述第二冷却池的所述第二冷却管上设有第三冷却电磁阀。
8、优选的,所述第一冷却管进口、所述第二冷却管进口、所述第三冷却管进口分别设有第一冷却管进口电磁阀、第二冷却管进口电磁阀、第三冷却管进口电磁阀;所述第一进气口管、所述第二进气口管、所述第三进气口管分别设有第一进气口电磁阀、第二进气口电磁阀、第三进气口电磁阀,所述第一出气口管的支管、所述第二出气口管的支管、所述第三出气口管分别设有第一出气口电磁阀、第二出气口电磁阀、第三出气口电磁阀;所述第二进气口管与所述第一出气口管连接处设有第二电磁阀,所述第三进气口管与所述第一出气管连接处设有第三电磁阀。
9、优选的,所述第一冷却池、所述第二冷却池分别设有第一冷却传感器、第二冷却传感器;位于所述第一冷却池的所述第一冷却管和所述第一出气口管、位于所述第二冷却池的所述第二冷却管和所述第二出气口管、位于所述第三冷却池的所述第三冷却管和所述第三出气口管均为蛇形布置。
10、优选的,所述第一加热箱、所述第二加热箱和所述第三加热箱的加热温度依次降低,所述第一加热箱、所述第二加热箱、所述第三加热箱的内壁一侧分别设有第一温度传感器、第二温度传感器、第三温度传感器。
11、优选的,所述加热箱内壁设有保温层,所述加热箱进口端、所述加热箱出口端均设有隔热板,所述隔热板嵌于所述加热箱内壁,所述加热箱顶端设有温度计。
12、因此,本发明采用上述结构的半轴自动调质生产线温区变换机构,设置有三个不同温区的加热箱,适应了不同加热区间的半轴;高温区的加热箱在降温时,进气口管、冷却管和冷却池的巧妙设计,不但缩减了降温时间,提高了工作效率,而且节约了能源,使能源得到充分利用,进一步降低了企业的生产成本。
13、下面通过附图和实施例,对本发明的技术方案做进一步的详细描述。
技术特征:
1.半轴自动调质生产线温区变换机构,其特征在于:包括加热箱和设在所述加热箱出口端的冷却池,所述加热箱壁内设有加热管和冷却管,所述冷却池包括第一冷却池、第二冷却池和第三冷却池,所述加热箱包括第一加热箱、第二加热箱和第三加热箱,所述第一加热箱、所述第二加热箱、所述第三加热箱的一侧下部分别设有第一进气口管、第二进气口管、第三进气口管,所述第一加热箱另一侧上部设有与所述第二进气口管、所述第三进气口管连接的第一出气口管,所述第二加热箱另一侧上部设有与所述第三进气口管连接的第二出气口管,所述第三加热箱另一侧上部设有第三出气口管并延伸至所述第三冷却池;
2.根据权利要求1所述的半轴自动调质生产线温区变换机构,其特征在于:所述第一进气口管、所述第二进气口管、所述第三进气口管的输出端均为喇叭状,所述第一出气口管、所述第二出气口管的支管分别延伸至所述第一冷却池、所述第二冷却池。
3.根据权利要求1所述的半轴自动调质生产线温区变换机构,其特征在于:延伸至所述第三冷却池的所述第一冷却管出口经过所述第一冷却池、所述第二冷却池,延伸至所述第三冷却池的所述第二冷却管出口经过所述第二冷却池。
4.根据权利要求1所述的半轴自动调质生产线温区变换机构,其特征在于:所述加热管、所述冷却管均为弹簧状,所述加热管和所述冷却管交错设置,且所述冷却管的外径大于所述加热管的外径。
5.根据权利要求1所述的半轴自动调质生产线温区变换机构,其特征在于:位于所述第一冷却池的所述第一冷却管上设有第一冷却电磁阀,位于所述第二冷却池的所述第一冷却管上设有第二冷却电磁阀,位于所述第二冷却池的所述第二冷却管上设有第三冷却电磁阀。
6.根据权利要求1所述的半轴自动调质生产线温区变换机构,其特征在于:所述第一冷却管进口、所述第二冷却管进口、所述第三冷却管进口分别设有第一冷却管进口电磁阀、第二冷却管进口电磁阀、第三冷却管进口电磁阀;所述第一进气口管、所述第二进气口管、所述第三进气口管分别设有第一进气口电磁阀、第二进气口电磁阀、第三进气口电磁阀,所述第一出气口管的支管、所述第二出气口管的支管、所述第三出气口管分别设有第一出气口电磁阀、第二出气口电磁阀、第三出气口电磁阀;所述第二进气口管与所述第一出气口管连接处设有第二电磁阀,所述第三进气口管与所述第一出气管连接处设有第三电磁阀。
7.根据权利要求1所述的半轴自动调质生产线温区变换机构,其特征在于:所述第一冷却池、所述第二冷却池分别设有第一冷却传感器、第二冷却传感器;位于所述第一冷却池的所述第一冷却管和所述第一出气口管、位于所述第二冷却池的所述第二冷却管和所述第二出气口管、位于所述第三冷却池的所述第三冷却管和所述第三出气口管均为蛇形布置。
8.根据权利要求1所述的半轴自动调质生产线温区变换机构,其特征在于:所述第一加热箱、所述第二加热箱和所述第三加热箱的加热温度依次降低,所述第一加热箱、所述第二加热箱、所述第三加热箱的内壁一侧分别设有第一温度传感器、第二温度传感器、第三温度传感器。
9.根据权利要求1所述的半轴自动调质生产线温区变换机构,其特征在于:所述加热箱内壁设有保温层,所述加热箱进口端、所述加热箱出口端均设有隔热板,所述隔热板嵌于所述加热箱内壁,所述加热箱顶端设有温度计。
技术总结
本发明公开了半轴自动调质生产线温区变换机构,包括加热箱和设在所述加热箱出口端的冷却池,所述加热箱壁内设有加热管和冷却管,所述冷却池包括第一冷却池、第二冷却池和第三冷却池,所述加热箱包括第一加热箱、第二加热箱和第三加热箱,所述第一加热箱、所述第二加热箱、所述第三加热箱的一侧下部分别设有第一进气口管、第二进气口管、第三进气口管。本发明采用上述结构的半轴自动调质生产线温区变换机构,不但能减少低温区加热时间,而且能量得到有效利用,且本机构的运行为自动化控制,还提高了工作效率。
技术研发人员:周世平,张泽民
受保护的技术使用者:荆江半轴(湖北)有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!