钕铁硼速凝浇铸系统、方法及应用与流程
本发明涉及一种钕铁硼速凝浇铸系统、方法及应用。
背景技术:
1、目前,国内大多数钕铁硼生产厂家都采用了速凝工艺生产薄片铸锭,单辊速凝甩带工艺原理是将通过在真空炉熔融的液体倒入或喷射在旋转的水冷金属辊表面,然后甩出。制备高性能钕铁硼的过程的实质就是金属的快速凝固过程,铸片厚度随冷却速度升高而变薄,采用合适的冷却速度可得到最佳的钕铁硼合金铸片。获得均匀厚度钕铁硼合金铸片可以有效抑制α-fe钕铁硼的生成和富钕铁硼nd相的聚集使钕铁硼主相以片状晶的形式存在且富钕相分布均匀才可满足制备高性能钕铁硼磁体的要求,否则磁体各性能参数都会下降。
2、cn206028675u公开了一种烧结钕铁硼磁体铸片炉,包括真空机组和中频电源,所述真空机组包括机架,位于所述真空机组上部的可倾倒坩埚,位于所述可倾倒坩埚下方的转流槽,固定于所述机架上方与所述转流槽对应的可移动中间包,位于所述可移动中间包一侧的冷却辊轮,位于所述冷却辊轮一侧的冷却槽,所述可移动中间包与所述冷却辊轮接触的一侧宽度一样。该铸片炉中间包与冷却辊轮接触面积大,可使浇铸均匀,获得浇铸均匀、磁体性能良好的钕铁硼磁体。
3、cn215786621u公开了一种真空速凝炉,包括炉体,以及炉体内部的中间包,所述中间包内底面于注入口与出料口之间设有溢流结构,溢流结构的两端与中间包的相对两侧面连接。通过采用上述技术方案,中间包内的熔液成股流到溢流结构时,会受到溢流结构阻碍,并沿着溢流结构铺展开来,之后,熔液会没过溢流结构并均匀的从出料口流到冷却辊,使得冷却辊甩出的合金薄片能够保持质地均匀的状态,从而提高了产品的合格率。
4、以上均是通过改进速凝炉的结构进而提高钕铁硼铸片的均匀性,其浇铸速度是恒定的,金属冷却辊的旋转速度是固定的。但是钕铁硼熔体在真空熔炼速凝炉里的流动是一个复杂的过程,由浇口流出的熔体并不能直接流入中间包下方的腔体,而是要在腔体壁面上进行反弹,这期间的质量流量会产生变化,因此,以上专利文献均未考虑到在浇铸过程中的熔炼液质量流量的变化,仍不能很好地解决铸片均匀结晶的问题。
技术实现思路
1、有鉴于此,本发明的一个目的在于提供一种钕铁硼速凝浇铸系统,该系统可以解决因钕铁硼浇筑过程中流量变化导致的钕铁硼凝固结晶不均匀的问题。本发明的另一个目的在于提供一种上述系统形成钕铁硼铸片的方法,该方法可以实时调整浇铸的过程,提高钕铁硼凝固结晶的均匀性。本发明再一个目的在于提供一种实时识别设备在钕铁硼速凝浇铸过程中以提高钕铁硼凝固结晶均匀性中的应用。
2、本发明通过如下技术方案实现上述技术目的。
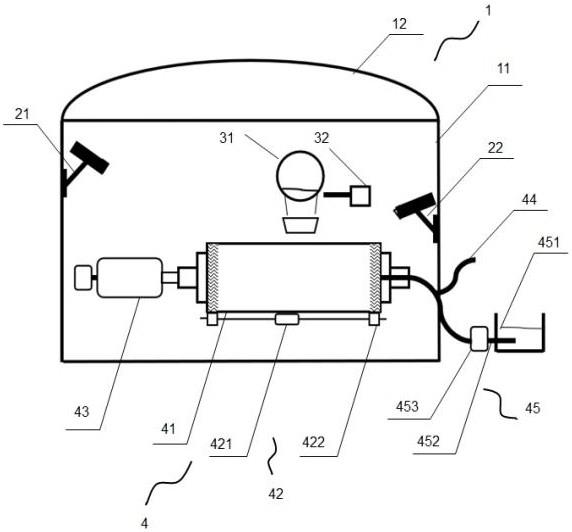
3、一方面,本发明提供一种钕铁硼速凝浇铸系统,包括:速凝炉、实时识别设备、倾倒单元和铸片单元;
4、所述速凝炉包括炉体,炉体内形成容纳腔室;
5、所述实时识别设备包括浇铸流量识别单元和凝固状态识别单元,二者分别设置于所述炉体的内壁上部,分别用于识别浇铸过程中的浇铸流量和钕铁硼金属的结晶状态;
6、所述倾倒单元包括熔炼坩埚,其设置于所述容纳腔室的中上部,并与炉体的内壁相连;所述倾倒单元用于将钕铁硼熔炼液倾倒于所述铸片单元上,并根据所述实时识别设备的识别状态调节浇铸流量;
7、所述铸片单元设置于所述容纳腔室的下部,并位于所述倾倒单元的斜下方;所述铸片单元包括冷却辊和转速调节机构;所述冷却辊用于将钕铁硼熔炼液凝固结晶形成铸片;所述转速调节机构设置于所述冷却辊的底部,用于调节冷却辊的转速。
8、根据本发明的系统,优选地,所述实时识别设备还包括温度识别单元,其设置于炉体的内壁上部,用于识别钕铁硼熔炼液的温度和钕铁硼金属的凝固温度。
9、根据本发明的系统,优选地,所述倾倒单元还包括倾倒电机、支撑部和液压机构;所述液压机构的一端与所述熔炼坩埚的底部相连,另一端与所述容纳腔室的底部相连,其设置为能通过伸缩调节所述熔炼坩埚的倾角;所述倾倒电机的一端与所述熔炼坩埚的其中一个侧部相连,另一端通过所述支撑部与所述容纳腔室的底部相连;所述倾倒电机设置为驱动所述熔炼坩埚将钕铁硼熔炼液倾倒于所述铸片单元上。
10、根据本发明的系统,优选地,铸片单元还包括旋转电机和冷却水循环管道;所述旋转电机与所述冷却辊的一端相连,用于驱动冷却辊转动;所述冷却水循环管道与所述冷却辊的另一端相连,用于通入冷却水。
11、根据本发明的系统,优选地,所述铸片单元还包括支架和中间包;所述支架位于所述容纳腔室的底部,其与所述冷却辊的两端相连,用于支撑铸片单元;所述中间包设置于所述支架的上端,钕铁硼熔炼液通过所述中间包浇铸于所述冷却辊上。
12、根据本发明的系统,优选地,所述转速调节机构包括调速电机和调速部件,所述调速电机具有转轴,所述调速电机设置为能够驱动调速部件运转而对冷却辊的转速进行调节;所述调速部件位于所述调速电机的转轴的两端,并与冷却辊接触,但不相连。
13、根据本发明的系统,优选地,所述铸片单元还包括水量调节机构,其位于所述炉体的外侧,用于调节所述冷却水循环管道内的冷却水的流量;所述水量调节机构包括冷却水补充槽、流量计和调节水泵;所述冷却水补充槽通过管道与所述冷却水循环管道相连;所述流量计和调节水泵依次连接于所述管道上;所述流量计位于所述冷却水补充槽和所述调节水泵之间。
14、另一方面,本发明还提供了一种根据上述系统形成钕铁硼铸片的方法,包括如下步骤:
15、(1)将钕铁硼熔炼液通过倾倒单元浇铸在旋转的冷却辊上,同时通过实时识别设备识别浇铸过程中的浇铸流量和钕铁硼金属的结晶状态;
16、(2)对实时识别设备识别的数据进行判断,若不在预设值的范围,则对熔炼坩埚的倾角和冷却辊的转速进行调节。
17、根据本发明的方法,优选地,步骤(1)中,所述实时识别设备还包括对浇铸过程中钕铁硼熔炼液的温度和钕铁硼金属凝固温度进行识别;根据温度识别结果判断是否需要对冷却水的流量进行调节;若需要调节,则通过所述水量调节机构对冷却水的流量进行调节,从而控制钕铁硼熔炼液的温度和钕铁硼金属凝固温度。
18、再一方面,本发明还提供了一种实时识别设备在钕铁硼速凝浇铸过程中以提高钕铁硼凝固结晶均匀性中的应用;所述实时识别设备包括浇铸流量识别单元和凝固状态识别单元,其设置于所述炉体的内壁上部,用于识别浇铸过程中的浇铸流量和钕铁硼金属的结晶状态。采用所述实时识别设备识别浇铸过程中的浇铸参数和状态,然后对识别的数据进行判断并调整浇铸过程。
19、本发明的系统可以解决钕铁硼浇筑过程中流量变化导致的钕铁硼凝固结晶不均匀的问题。本发明的控制方法可以实时调整浇铸的过程,提高钕铁硼凝固结晶的均匀性。
技术特征:
1.一种钕铁硼速凝浇铸系统,其特征在于,包括:速凝炉、实时识别设备、倾倒单元和铸片单元;
2.根据权利要求1所述的系统,其特征在于,所述实时识别设备还包括温度识别单元,其设置于炉体的内壁上部,用于识别冷却辊上钕铁硼熔炼液的温度和钕铁硼金属的凝固温度。
3.根据权利要求1所述的系统,其特征在于,所述倾倒单元还包括倾倒电机、支撑部和液压机构;所述液压机构的一端与所述熔炼坩埚的底部相连,另一端与所述容纳腔室的底部相连,其设置为能通过伸缩调节所述熔炼坩埚的倾角;所述倾倒电机的一端与所述熔炼坩埚的其中一个侧部相连,另一端通过所述支撑部与所述容纳腔室的底部相连;所述倾倒电机设置为驱动所述熔炼坩埚将钕铁硼熔炼液倾倒于所述铸片单元上。
4.根据权利要求1所述的系统,其特征在于,铸片单元还包括旋转电机和冷却水循环管道;所述旋转电机与所述冷却辊的一端相连,用于驱动冷却辊转动;所述冷却水循环管道与所述冷却辊的另一端相连,用于通入冷却水。
5.根据权利要求1所述的系统,其特征在于,所述铸片单元还包括支架和中间包;所述支架位于所述容纳腔室的底部,其与所述冷却辊的两端相连,用于支撑铸片单元;所述中间包设置于所述支架的上端,钕铁硼熔炼液通过所述中间包浇铸于所述冷却辊上。
6.根据权利要求4所述的系统,其特征在于,所述转速调节机构包括调速电机和调速部件,所述调速电机具有转轴,所述调速电机设置为能够驱动调速部件运转而对冷却辊的转速进行调节;所述调速部件位于所述调速电机的转轴的两端,并与冷却辊接触,但不相连。
7.根据权利要求2所述的系统,其特征在于,所述铸片单元还包括水量调节机构,其位于所述炉体的外侧,用于调节所述冷却水循环管道内的冷却水的流量;所述水量调节机构包括冷却水补充槽、流量计和调节水泵;所述冷却水补充槽通过管道与所述冷却水循环管道相连;所述流量计和调节水泵依次连接于所述管道上;所述流量计位于所述冷却水补充槽和所述调节水泵之间。
8.一种采用如权利要求7所述的系统形成钕铁硼铸片的方法,其特征在于,包括如下步骤:
9.根据权利要求8所述的方法,其特征在于,步骤(1)中,所述实时识别设备还包括对浇铸过程中钕铁硼熔炼液的温度和钕铁硼金属凝固温度进行识别;根据温度识别结果判断是否需要对冷却水的流量进行调节;若需要调节,则通过所述水量调节机构对冷却水的流量进行调节,从而控制钕铁硼熔炼液的温度和钕铁硼金属凝固温度。
10.一种实时识别设备在钕铁硼速凝浇铸过程中以提高钕铁硼凝固结晶均匀性中的应用,其特征在于,所述实时识别设备包括浇铸流量识别单元和凝固状态识别单元,其设置于所述炉体的内壁上部,用于识别浇铸过程中的浇铸流量和钕铁硼金属的结晶状态。
技术总结
本发明公开了一种钕铁硼速凝浇铸系统、方法及应用。本发明的钕铁硼速凝浇铸系统包括速凝炉、实时识别设备、倾倒单元和铸片单元;速凝炉包括炉体,炉体内形成容纳腔室;实时识别设备包括浇铸流量识别单元和凝固状态识别单元,二者分别设置于炉体的内壁上部,分别用于识别浇铸过程中的浇铸流量和钕铁硼金属的结晶状态;倾倒单元与炉体的内壁相连,用于将钕铁硼熔炼液倾倒于铸片单元上,并根据实时识别设备的识别状态调节浇铸流量;铸片单元设置于容纳腔室的下部,并位于倾倒单元的斜下方,用于将钕铁硼熔炼液凝固结晶形成铸片。本发明的系统可以解决钕铁硼浇铸过程中流量变化导致的钕铁硼凝固结晶不均匀的问题。
技术研发人员:张耀,雷忠,赵文强
受保护的技术使用者:包头天石稀土新材料有限责任公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!