一种回转体复杂曲面的超精密研磨方法与流程
本发明是属于精密研磨工艺,并具体涉及一种回转体复杂曲面的超精密研磨方法。
背景技术:
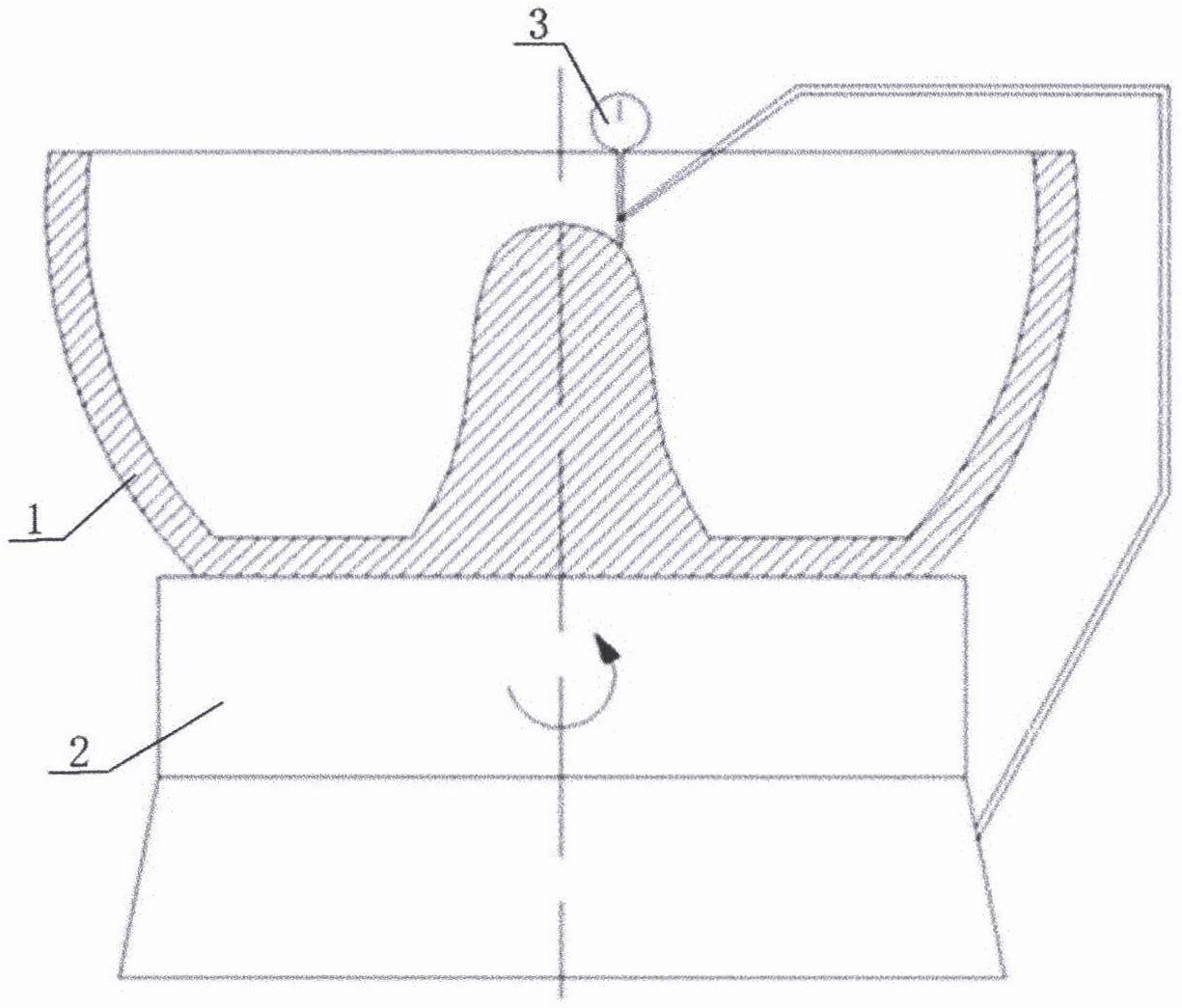
1、精密研磨是在精加工基础上用研具和磨料从工件表面磨去一层极薄母材的一种磨料精密加工方法。一般超精密研磨对象为平面或者组合平面,以手工研磨工艺,可使表面粗糙度ra达到10nm以内的量级,平面度则根据面积大小达到约0.01μm~1μm的量级。但是针对φ500mm级回转体复杂曲面工件的超精密研磨加工,以期使其表面形状精度达到3μm以内且表面粗糙度ra达到0.01μm以内则极具难度,回转体复杂曲面工件的示例参见如图1所示。
2、为此,为了实现回转体复杂曲面的超精密研磨,目前已知的,可以应用弹性发射加工技术实现超精密研磨,如图2所示。研磨时,研具与被研工件不接触,使微粒子冲击工件表面,产生弹性破坏物质的原子结合,以原子级的加工单位去除工件材料,从而获得无损伤研磨表面。该技术的优点在于工件表层无塑性变形,可获得原子级精度和无缺陷表面质量,但缺点是材料去除率极低,对φ500mm级回转体复杂曲面工件超精密研磨实现难度极大。
3、此外,目前已知的,还可以应用磁流变抛光技术实现超精密研磨,如图3所示。其原理是利用磁流变液在磁场的流变特性对工件进行研磨抛光加工。其优点在于研磨后具有很好的面型精度和表面粗糙度,与工件设计三维模型吻合度较高且研磨加工效率高,但缺点也很明显,即加工设备较为复杂,加工介质难以制备,使用成本非常高,同样难以实现φ500mm级回转体复杂曲面工件超精密研磨。
4、除以上典型超精密研磨技术外,当前超精密研磨技术还包含电解抛光、激光抛光、无磨料抛光、液体射流抛光、离子束抛光等非传统方法。但此类方法的共同点在于均需要应用或研制专用的、大型的设备才能实现φ500mm级回转体复杂曲面工件超精密研磨,成本极其高昂,同时形状精度和表面粗糙度均难以满足定量评估要求。
技术实现思路
1、为解决现有技术中存在的上述问题,本发明提出一种复杂曲面“随动研磨构架”研磨工艺方法,用以通过基本构架设备与现有仪表的配合即可实现φ500mm级回转体复杂曲面工件的超精密研磨加工。该方法可使工件面型表面形状精度达到3μm以内,表面粗糙度ra达到0.01μm。该方法基于现有常见仪表、为操作者提供稳定研磨构架结构并利用光影照射远端基准等相较于现有技术的大型专用设备来讲更为常见、更易投入应用且适应性更强的渐进手段的组合来提供一种实用性高的回转体复杂曲面的超精密研磨方法。
2、具体的,本发明提供一种回转体复杂曲面的超精密研磨方法,该方法包括如下步骤:
3、(1)无油混合悬浮研磨液调制;
4、(2)在旋转精密转台上安装回转体并进行其回转中心的找正;
5、(3)随动研磨构架研磨;
6、(4)光影照射远端基准面型测量;
7、(5)曲面表面形状精度和曲面表面粗糙度验证。
8、所述方法采用的无油悬浮研磨液包括以下原料:无水乙醇、蒸馏水和钻石微粉;其中,无水乙醇和蒸馏水的体积百分比为:75%~90%∶25%~10%;每100ml液体中加入钻石微粉25-30ct(克拉)。根据钻石微粉颗粒度和研磨时长,可在上述范围内调整无水乙醇与蒸馏水的配比。
9、更具体的,本发明的一种回转体复杂曲面的超精密研磨方法,其具体步骤为:
10、(1)无油悬浮研磨液调制:将无水乙醇、蒸馏水等非油基质与钻石微粉不同比例调和,配制成此工件专用无油悬浮研磨液,可满足其材料特性和超精密研磨使用要求。
11、(2)在旋转精密转台上安装回转体工件、以及“打表法”回转面型精密找正:将待研磨回转体曲面工件(如,φ500mm级)置于精密转台台面上,旋转精密转台并调整找正待研磨面型,采用数显测微仪(也可用千分表或万分表)测量同轴度以“打表法”找正、以使其回转中心与精密转台轴线重合,同轴度误差调至5μm以内为佳。“打表法”非常常用于机械加工、检验检测等行业,是一种常见常用的测量同轴度的方法,在此,用于回转体工件的回转中心与精密转台轴线重合的找正。
12、(3)“随动研磨构架”研磨工艺应用:将步骤(1)中调制好的无油悬浮研磨液摇匀后均匀喷洒在研磨耗材上,操作者手持该研磨耗材将其紧贴于待研磨面型,启动精密转台匀速旋转。在面型随精密转台旋转过程中,操作者可始终保持同一姿势(如,站立或坐立等)无需移动,操作者手掌(保持在一位点处)精细感知转动的面型曲率微小变化,以此为准随转动调整研磨方向与力度,不断去除旋转过程相对高点,使曲面工件被研磨面型曲率趋于一致。
13、(4)“光影照射远端基准”面型测量:设计一组基准具有线型图案(如,“十”字形)的平行光源并安装在较远距离位置,使其出射平行光能照射在所述回转体研磨面型上,并呈现出清晰光影形状,随着精密转台旋转光影形状将出现起伏变化。在不同研磨阶段表面粗糙度不同,则光影线条将呈现出不同程度锯齿状。多次研磨后,研磨面型表面粗糙度由差变好至由好变优过程中,每次研磨完擦拭干净后缓慢旋转精密转台观察,其研磨面型对应表面粗糙度变化其光影的线条将从锯齿状线型逐步过渡到平滑状线型。当研磨面型光影呈现平滑状线型且无肉眼可见起伏变化时,则初步判定研磨面型达到技术指标要求,可以采用计量型三坐标测量机和粗糙度仪进行检测确认。
14、(5)曲面表面形状精度和曲面表面粗糙度验证:将回转体复杂曲面工件三维模型导入计量型三坐标测量机(最大允许误差优于±1μm),编写程序扫描采集研磨曲面面型数据,评价其任意位置线轮廓度误差δ,如果δ≤3μm,则认为曲面表面形状精度满足要求,否则再进行修研(重复步骤(3));采用粗糙度仪(最大允许误差优于±7%)测量曲面表面粗糙度ra,如果ra≤0.01μm,则认为曲面表面粗糙度满足要求,否则再进行研修(重复步骤(4))。直至曲面表面形状精度和表面粗糙度均满足要求为止。
15、上述操作中,精密转台的转速一般可以为每分钟30转。
16、本发明提供的一种回转体复杂曲面的超精密研磨方法其优点在于:
17、1、“随动研磨构架”研磨工艺解决了例如φ500mm级的回转体复杂曲面面型超精密研磨难题,为复杂曲面面型超精密研磨加工提供了有效、便捷且通用的技术途径;
18、2、“光影照射远端基准”面型测量方法具有独创性,以如“十”字形等光影线型变化控制被研磨曲面面型精度,具有很好的质量控制效果;
19、3、此发明可实现诸如φ500mm级的回转体表面形状精度优于3μm且表面粗糙度ra优于0.01μm的复杂曲面面型超精密研磨加工,无需设备大规模改进、成本投入少,具有更广阔的应用前景。
技术特征:
1.一种回转体复杂曲面的超精密研磨方法,其特征在于,该方法包括如下步骤:
2.根据权利要求1所述的回转体复杂曲面的超精密研磨方法,其特征在于,所述方法采用的无油悬浮研磨液包括以下原料:无水乙醇、蒸馏水和钻石微粉;其中,无水乙醇和蒸馏水的体积百分比为:75%~90%∶25%~10%;每100ml液体中加入钻石微粉25-30ct。
3.根据权利要求1或2所述的回转体复杂曲面的超精密研磨方法,其特征在于,所述方法具体包括如下步骤:
技术总结
本发明提供了一种回转体复杂曲面的超精密研磨方法,该方法包括如下步骤:无油悬浮研磨液调制;在旋转精密转台上进行回转体的回转中心的找正;随动研磨构架研磨;光影照射远端基准面型测量;以及,曲面表面形状精度和曲面表面粗糙度验证。本发明提供的方法基于现有常见仪表、为操作者提供稳定研磨构架结构并利用光影照射远端基准等相较于现有技术的大型专用设备来讲更为常见、更易投入应用且适应性更强的渐进手段的组合来提供一种实用性高的回转体复杂曲面的超精密研磨方法。
技术研发人员:王志华,叶辉,郭宇,黄龙,李楠,姚建国,吴丽丽
受保护的技术使用者:北京航天新立科技有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!