用于提高大规格车轴钢坯探伤质量的处理方法与流程
本发明涉及钢铁冶金,尤其涉及一种用于提高大规格车轴钢坯探伤质量的处理方法。
背景技术:
1、大规格车轴钢坯指的是截面尺寸在280×280mm以上的车轴方钢产品。其中,280×280mm规格的车轴钢坯主要用于铁路机车车辆车轴制造,还可以用于美标aar m-101车轴、日本jis e 4502标准中的sfa60/65系列车轴、韩国ks r 9220标准中的rsa1、rsa2车轴以及俄罗斯gost 4728标准中的oc级车轴等的制造;300×300mm规格的车轴钢坯则主要用于时速400公里可变轨距的高速动车组项目的车轴制造,以及英标bs 5892中的a1材质车轴的制造。
2、大规格车轴钢坯主要是为了满足更大直径规格的车轴制造,以满足更高的载货能力或者更严格的安全运行条件。由于车轴钢坯的尺寸规格较大,其制备难度相对较大,核心的技术难点主要在于如何保证钢坯内部的超声波探伤质量。
3、目前,大规格车轴钢坯通常采用“电炉炼钢-lf精炼-vd真空处理-模铸钢锭-锻造”的制备工艺、“电炉炼钢-lf精炼-vd真空处理-连铸-锻造”的制备工艺、或者“电炉炼钢-lf精炼-vd真空处理-连铸-轧制”的制备工艺进行制备。然而,采用“模铸钢锭-锻造”和“连铸-锻造”的处理方式虽然能够改善车轴钢坯的探伤质量,但相应的生产效率较低,生产成本较高;而常规的“连铸-轧制”的处理方式虽然具有更高的生产效率和更低的生产成本,但经处理得到的车轴钢坯的探伤合格率较低。
技术实现思路
1、为解决上述现有技术中存在的部分或全部技术问题,本发明提供一种用于提高大规格车轴钢坯探伤质量的处理方法。
2、本发明的技术方案如下:
3、提供了一种用于提高大规格车轴钢坯探伤质量的处理方法,所述方法用于采用“电炉炼钢-lf精炼-vd真空处理-连铸-轧制”的制备工艺制备车轴钢坯的过程,包括:
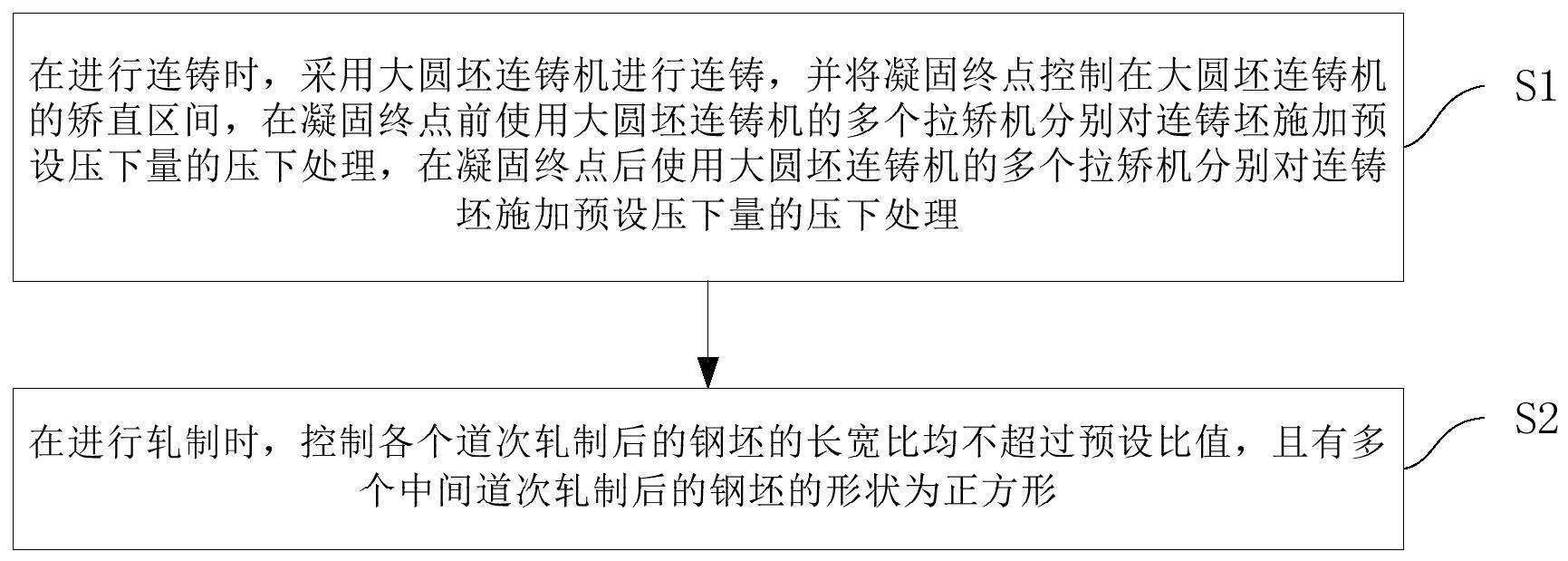
4、在进行连铸时,采用大圆坯连铸机进行连铸,并将凝固终点控制在大圆坯连铸机的矫直区间,在凝固终点前使用大圆坯连铸机的多个拉矫机分别对连铸坯施加预设压下量的压下处理,在凝固终点后使用大圆坯连铸机的多个拉矫机分别对连铸坯施加预设压下量的压下处理;
5、在进行轧制时,控制各个道次轧制后的钢坯的长宽比均不超过预设比值,且有多个中间道次轧制后的钢坯的形状为正方形。
6、在一些可能的实现方式中,凝固终点前的压下处理次数和凝固终点后的压下处理次数相同。
7、在一些可能的实现方式中,在凝固终点前使用大圆坯连铸机的3个拉矫机分别对连铸坯施加5~15mm的压下处理,在凝固终点后使用大圆坯连铸机的3个拉矫机分别对连铸坯施加5~15mm的压下处理。
8、在一些可能的实现方式中,还包括:
9、在进行连铸时,将连铸坯的矫直温度控制在800℃以上。
10、在一些可能的实现方式中,控制各个道次轧制后的钢坯的长宽比均不超过1.33,且有至少3个中间道次轧制后的钢坯的形状为正方形。
11、在一些可能的实现方式中,还包括:
12、在进行轧制时,控制至少两个道次轧制的压下量为90~110mm,且将压下量为90~110mm的道次平均分配到钢坯的两个垂直的压下方向。
13、在一些可能的实现方式中,车轴钢坯的尺寸为280×280mm以上。
14、在一些可能的实现方式中,车轴钢坯的尺寸为300×300mm以上。
15、本发明技术方案的主要优点如下:
16、本发明的用于提高大规格车轴钢坯探伤质量的处理方法通过对大圆坯连铸过程施加末端压下减轻连铸坯中心缩孔,通过在轧制过程限定中间道次坯料的长宽比和采用大压下量轧制提升缩孔的焊合效果,能够在保证生产效率和生产成本的前提下,显著提升轧制后钢坯的内部探伤质量,满足大规格车轴钢坯的内部探伤要求。
技术特征:
1.一种用于提高大规格车轴钢坯探伤质量的处理方法,所述方法用于采用“电炉炼钢-lf精炼-vd真空处理-连铸-轧制”的制备工艺制备车轴钢坯的过程,其特征在于,包括:
2.根据权利要求1所述的用于提高大规格车轴钢坯探伤质量的处理方法,其特征在于,凝固终点前的压下处理次数和凝固终点后的压下处理次数相同。
3.根据权利要求1所述的用于提高大规格车轴钢坯探伤质量的处理方法,其特征在于,在凝固终点前使用大圆坯连铸机的3个拉矫机分别对连铸坯施加5~15mm的压下处理,在凝固终点后使用大圆坯连铸机的3个拉矫机分别对连铸坯施加5~15mm的压下处理。
4.根据权利要求1-3中任一项所述的用于提高大规格车轴钢坯探伤质量的处理方法,其特征在于,还包括:
5.根据权利要求1所述的用于提高大规格车轴钢坯探伤质量的处理方法,其特征在于,控制各个道次轧制后的钢坯的长宽比均不超过1.33,且有至少3个中间道次轧制后的钢坯的形状为正方形。
6.根据权利要求1或5所述的用于提高大规格车轴钢坯探伤质量的处理方法,其特征在于,还包括:
7.根据权利要求1所述的用于提高大规格车轴钢坯探伤质量的处理方法,其特征在于,车轴钢坯的尺寸为280×280mm以上。
8.根据权利要求1所述的用于提高大规格车轴钢坯探伤质量的处理方法,其特征在于,车轴钢坯的尺寸为300×300mm以上。
技术总结
本发明公开了一种用于提高大规格车轴钢坯探伤质量的处理方法,该方法用于采用“电炉炼钢‑LF精炼‑VD真空处理‑连铸‑轧制”的制备工艺制备车轴钢坯的过程,包括:在进行连铸时,采用大圆坯连铸机进行连铸,并将凝固终点控制在大圆坯连铸机的矫直区间,在凝固终点前使用大圆坯连铸机的多个拉矫机分别对连铸坯施加预设压下量的压下处理,在凝固终点后使用大圆坯连铸机的多个拉矫机分别对连铸坯施加预设压下量的压下处理;在进行轧制时,控制各个道次轧制后的钢坯的长宽比均不超过预设比值,且有多个中间道次轧制后的钢坯的形状为正方形。本发明的方法能够在保证生产效率和生产成本的前提下,显著提升轧制后钢坯的内部探伤质量。
技术研发人员:王松伟,张锦文,王之香,邬中华,岳锦绵,王育田
受保护的技术使用者:山西太钢不锈钢股份有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!