镀锡设备的调控方法与流程
本发明属于钢铁材料制备,具体涉及一种镀锡设备的调控方法。
背景技术:
1、镀锡板是在薄的钢板上镀覆锡层制备而成,具有良好的耐蚀性能、冲压性能和焊接性能,且外显光亮、美观,是食品包装的常用材料之一。
2、然而,在实际生产中,镀锡板表面的实际镀锡量通常会与预设镀锡量之间产生一定的差异,使钢板表面的镀锡均匀性较差,进而导致锡层与钢板之间的结合力差、镀锡板表面的耐蚀性能差、焊接性能差以及光亮度差的问题,无法满足下游客户对产品性能的要求。
技术实现思路
1、本发明的目的在于提供一种镀锡设备的调控方法,以解决镀锡板镀锡均匀性差的问题。
2、为实现上述发明目的,本发明一实施方式提供了一种镀锡设备的调控方法,包括依次进行的取样、对每个试样进行镀锡量测定、以及镀锡设备调控步骤;
3、所述取样步骤中,将镀锡板沿平行于其长度方向的对称轴划分为第一区域和第二区域,分别对第一区域和第二区域按照取样方法进行试样剪取,沿所述镀锡板的宽度方向,自所述镀锡板的侧边朝向其沿宽度方向的中点各试样的长度逐渐增加,所有试样的面积均相同;
4、所述镀锡量测定步骤中,将装有60ml体积分数为30%的盐酸溶液的烧杯加热至90℃,将试样加入烧杯中,保持加热温度为90℃,至镀锡板表面完全无光泽或者烧杯中的溶液开始变黄并产生大量气泡时停止加热,将冷却后的溶液倒入100ml的容量瓶中,滴入5滴浓盐酸,再加入去离子水定容至100ml;采用电感耦合等离子体测试方法测定容量瓶中的锡离子浓度ci,并换算为各个试样的镀锡量ρi;
5、所述镀锡设备调控步骤中,将各个试样的镀锡量ρi与所述镀锡板的预设镀锡量ρ0进行比较,并根据比较结果调整镀锡工序所采用的镀锡设备。
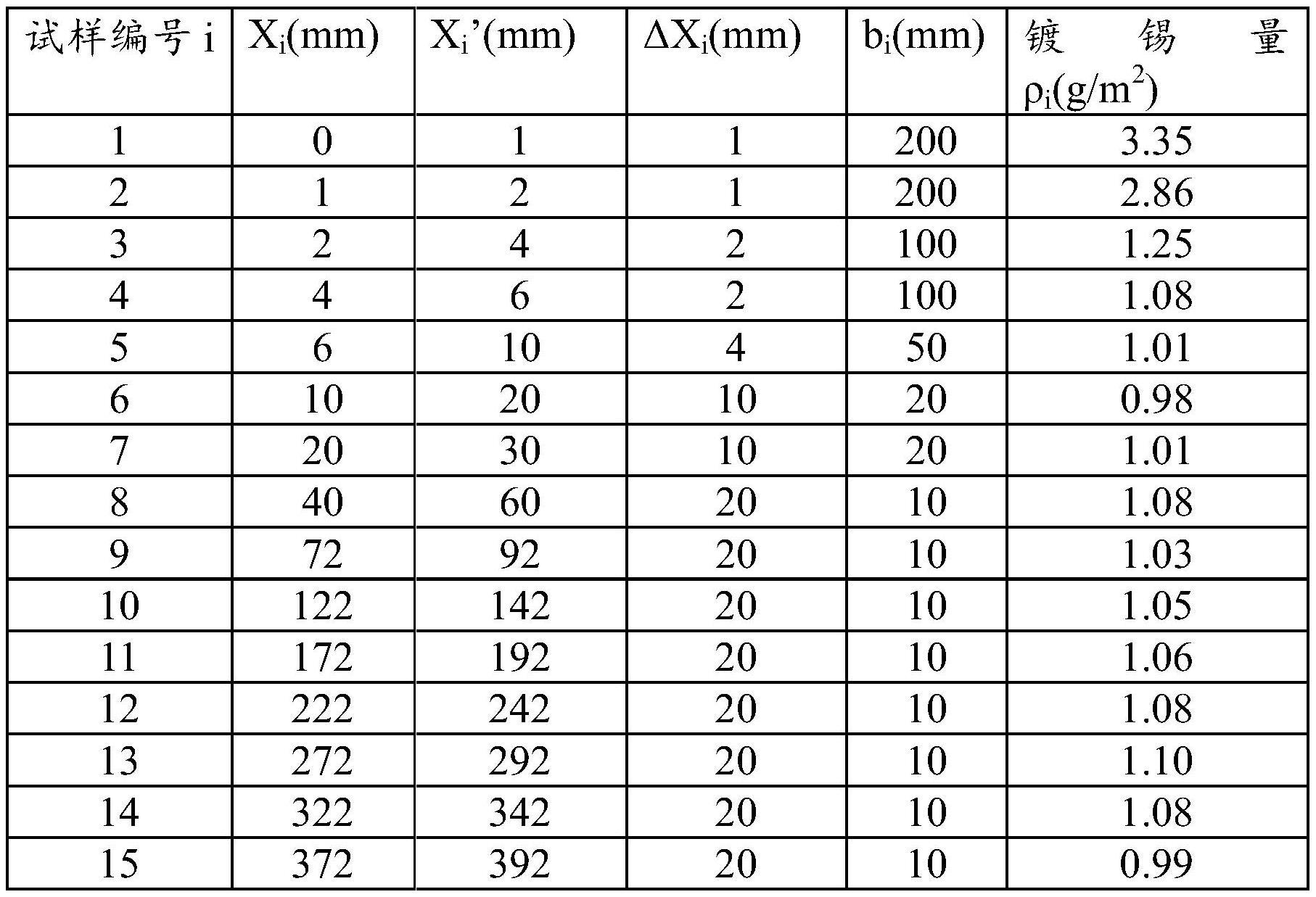
6、作为本发明一实施方式的进一步改进,所述取样方法包括:以所述镀锡板的一侧边部为原点,沿所述镀锡板的宽度方向朝向另一侧边的方向建立x坐标轴;自原点沿x轴朝向所述镀锡板沿宽度方向的中点依次剪取试样并按照顺序进行编号,i#试样沿x轴的首尾两端的坐标分别为xi’和xi,其中,xi’=xi+δxi,x1=0mm,δxi≥δxi-1,1mm≤δxi≤20mm;i≤5时,xi=xi-1’;i≥6时,xi>xi-1’。
7、作为本发明一实施方式的进一步改进,i=1~2时,δxi=1mm;i=3时,δxi=2mm;i=4~5时,δxi=2~4mm。
8、作为本发明一实施方式的进一步改进,所述将各个试样的镀锡量ρi与所述镀锡板的预设镀锡量ρ0进行比较,并根据比较结果调整镀锡工序所采用的镀锡设备具体包括,
9、将i≥6时各试样的镀锡量ρi与所述预设镀锡量ρ0进行比较;
10、若i≥6时,有ρi超出所述预设镀锡量ρ0的波动范围,则调整镀锡阳极的位置或者更换镀锡阳极。
11、作为本发明一实施方式的进一步改进,若i≥6时,有ρi超出所述预设镀锡量ρ0的波动范围,则检查镀锡液的分散性能,并检测镀锡液中的杂质是否超标;
12、若所述镀锡液的分散性能不合格,以及/或者,所述镀锡液中的杂质超标,则更换镀锡液。
13、作为本发明一实施方式的进一步改进,所述将各个试样的镀锡量ρi与所述镀锡板的预设镀锡量ρ0进行比较,并根据比较结果调整镀锡工序所采用的镀锡设备具体包括,
14、若1~5#试样中,有试样的镀锡量同板差△ρi>2ρ0,则调整阳极边缘罩的位置,增大所述阳极边缘罩对镀锡阳极的遮挡面积;
15、其中,所述试样的镀锡量同板差△ρi=ρi-ρ0。
16、作为本发明一实施方式的进一步改进,各个试样的镀锡量ρi按照如下公式进行换算:
17、ρi=50ci/s,其中,s为所述试样的面积,单位为mm2;ci的单位为mg/l;ρi的单位为g/m2。
18、作为本发明一实施方式的进一步改进,所述试样的面积s=200mm2。
19、作为本发明一实施方式的进一步改进,所述镀锡量测定步骤中,在将试样加入烧杯前,预先用酒精擦拭试样表面。
20、作为本发明一实施方式的进一步改进,所述镀锡量测定步骤中,在将试样加入烧杯时,将试样裁剪至小块加入烧杯中以使盐酸溶液没过试样。
21、与现有技术相比,本发明的有益效果为:本发明的镀锡设备的调控方法,通过对镀锡板沿宽度方向的取样设计,进一步结合简单易操作的脱锡方法,采用电感耦合等离子体测试方法进行批量测试并换算各个试样的镀锡量,进而获知所述镀锡板沿其宽度方向的镀锡量分布情况,有效反映出所述镀锡板镀锡过程中的边缘效应,进而反馈镀锡工序所采用的镀锡设备的工作状况,不仅可以解决镀锡板镀锡均匀性差的问题,而且解决了电化学方法无法将锡氧化层、金属锡层和锡铁合金层有效剥离的技术难题,而且所用脱锡溶液成分简单,无需进行ph调整,可以简化实验流程,降低成本;根据各个试样的镀锡量与预设镀锡量的比较结果,可以针对性地调整镀锡设备,使后续制备的镀锡板具有优异的耐腐蚀性能和焊接性能,满足客户需求,还可以对镀锡新产品的开发提供数据支撑。
技术特征:
1.一种镀锡设备的调控方法,其特征在于,包括依次进行的取样、对每个试样进行镀锡量测定、以及镀锡设备调控步骤;
2.根据权利要求1所述的镀锡设备的调控方法,其特征在于,所述取样方法包括:以所述镀锡板的一侧边部为原点,沿所述镀锡板的宽度方向朝向另一侧边的方向建立x坐标轴;自原点沿x轴朝向所述镀锡板沿宽度方向的中点依次剪取试样并按照顺序进行编号,i#试样沿x轴的首尾两端的坐标分别为xi’和xi,其中,xi’=xi+δxi,x1=0mm,δxi≥δxi-1,1mm≤δxi≤20mm;i≤5时,xi=xi-1’;i≥6时,xi>xi-1’。
3.根据权利要求2所述的镀锡设备的调控方法,其特征在于,i=1~2时,δxi=1mm;i=3时,δxi=2mm;i=4~5时,δxi=2~4mm。
4.根据权利要求1所述的镀锡设备的调控方法,其特征在于,所述将各个试样的镀锡量ρi与所述镀锡板的预设镀锡量ρ0进行比较,并根据比较结果调整镀锡工序所采用的镀锡设备具体包括,
5.根据权利要求4所述的镀锡设备的调控方法,其特征在于,若i≥6时,有ρi超出所述预设镀锡量ρ0的波动范围,则检查镀锡液的分散性能,并检测镀锡液中的杂质是否超标;
6.根据权利要求1所述的镀锡设备的调控方法,其特征在于,所述将各个试样的镀锡量ρi与所述镀锡板的预设镀锡量ρ0进行比较,并根据比较结果调整镀锡工序所采用的镀锡设备具体包括,
7.根据权利要求1所述的镀锡设备的调控方法,其特征在于,各个试样的镀锡量ρi按照如下公式进行换算:
8.根据权利要求1所述的镀锡设备的调控方法,其特征在于,所述试样的面积s=200mm2。
9.根据权利要求1所述的镀锡设备的调控方法,其特征在于,所述镀锡量测定步骤中,在将试样加入烧杯前,预先用酒精擦拭试样表面。
10.根据权利要求1所述的镀锡设备的调控方法,其特征在于,所述镀锡量测定步骤中,在将试样加入烧杯时,将试样裁剪至小块加入烧杯中以使盐酸溶液没过试样。
技术总结
本发明揭示了一种镀锡设备的调控方法,包括依次进行的取样、对每个试样进行镀锡量测定、镀锡设备调控步骤;取样时将镀锡板沿平行于其长度方向的对称轴划分为第一区域和第二区域分别取样,沿镀锡板的宽度方向,自侧边朝向其沿宽度方向的中点各试样的长度逐渐增加,所有试样面积相同;将装有60mL体积分数为30%的盐酸溶液的烧杯加热至90℃,将试样加入烧杯中,保持加热温度为90℃,至镀锡板表面完全无光泽或者烧杯中的溶液开始变黄并产生大量气泡时停止加热,冷却后滴入5滴浓盐酸并定容;采用电感耦合等离子体测试方法测定并换算各个试样的镀锡量ρi;根据各个试样的镀锡量ρi与镀锡板的预设镀锡量ρ0的比较结果调整镀锡设备。
技术研发人员:王悦鼎,黄久贵,赵奇少,董礼男,岳重祥,宋乙峰
受保护的技术使用者:江苏省沙钢钢铁研究院有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!