一种铝合金压铸件及其制备方法与流程
本发明涉及铝合金,具体涉及一种铝合金压铸件及其制备方法。
背景技术:
1、随着轻量化及节能减排的需要,铝合金在航空航天、汽车及船舶等交通运输领域的应用越来越多,铝合金具有轻量化、加工成型方便、材料性能好的特点,是轻量化的首选材料之一。近年来,铝合金铸件正向着大型、复杂、薄壁和高精度、集成化方向发展。汽车、航天器壳体件、发动机部件进一步推动了铝合金铸件的发展。
2、铝合金铸件的发展,及其在交通工具中的应用,越来越要求铝合金具有更高的机械强度、更高的耐温性能、耐腐蚀性能。目前,铝合金或者铝合金铸件存在铸件中多存在气孔、缺陷等,表面致密程度不够,造成其机械强度不够、影响铝合金铸件的使用寿命、使用强度。现有铝合金铸件的加工工艺过程中,多使用热压铸一次成型技术,不能较好的去除铝合金铸件中存在的熔融氢、熔融氧,铝合金铸件中的气孔、缺陷不能避免,严重影响铝合金铸件的机械强度的进一步提高,此外,熔融氢、氧还会造成铝合金铸件的腐蚀。
3、为进一步提高铝合金铸件的机械强度,满足铝合金铸件对耐高温、耐腐蚀的要求,增强铝合金铸件的硬度和使用寿命,从原料配比和制造工艺上出发,开发一种具有更高强度、更高硬度、更好耐腐蚀性能,内部更少孔道和缺陷、表面致密的铝合金铸件,对推动铝合金铸件的发展和应用具有积极的意义。
技术实现思路
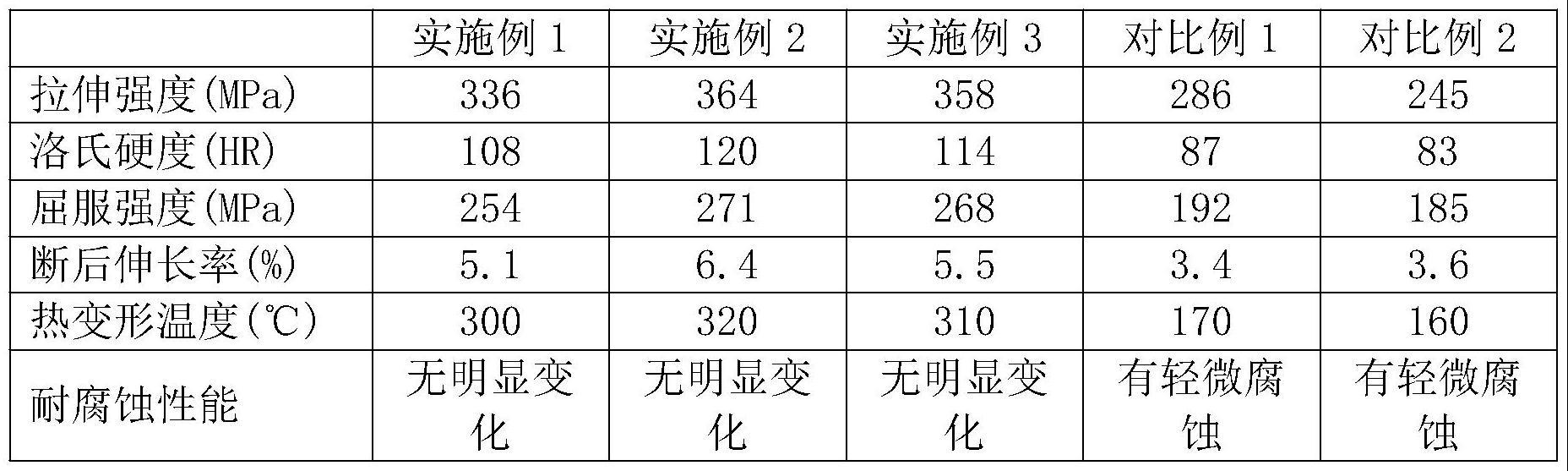
1、本发明的目的在于提供一种铝合金压铸件及其制备方法,制得的铝合金压铸件具有较大的拉伸强度、硬度、屈服强度,锻炼伸长率较大,机械性能好,热变形温度高,耐热性能好、耐腐蚀性能好。
2、为了达到上述目的,本发明提供如下技术方案:
3、一种铝合金压铸件,包括以下质量份数的原料:纯铝锭60~80份,纯镁锭10~20份,纯钛锭3~8份,铝铜合金20~30份,纳米硅粉1~3份,铝硼合金10~30份,细化剂5~15份,精炼剂1~3份;
4、铝合金压铸件的制备方法,包括以下步骤:
5、(1)热熔:将质量份数的纯铝锭、纯镁锭、纯钛锭加入到熔炼炉中,氮气排空,加热到720~780℃,缓慢搅拌,至完全熔化,然后加入质量份数的铝铜合金、纳米硅粉、铝硼合金,间断性搅拌,至熔融态,打捞除渣,形成热熔混合物;
6、(2)精炼:向热熔混合物中加入质量份数的细化剂,喷入质量份数的精炼剂,改用氩气气氛,在750~800℃下,精炼2~4h,得到铝合金熔融液;
7、(3)浇铸:对模具升温至500~600℃,将铝合金熔融液倒入到模具中,自然冷却到450~500℃,得到半固态铝合金;
8、(4)半固态压铸:将半固态铝合金转移到压铸机中,抽真空,热压铸成型,冷却到室温,得到铝合金粗胚;
9、(5)阳极氧化处理:取铝合金粗胚放入电解液中,通入直流电,阳极氧化处理1~3h,转移到封孔剂中,常温封孔20~40min,取出,洗净表面的电解液和封孔剂,晾干,得到铝合金压铸件。
10、进一步优化,铝铜合金中铜的质量分数占比为3~15%,铝硼合金中硼的质量分数占比为30~50%。
11、进一步优化,细化剂为铝钇合金、铝钛碳合金、铝饵合金按照质量比为2:1:2~3,即铝钇合金中钇的质量百分比为10%,铝钛碳合金中钛的质量百分比为5%、碳的百分比为0.2%,铝饵合金中饵的质量百分比为10%。
12、进一步优化,精炼剂为混合物,其中含10~20%质量的nano3,10~20%质量的纳米石墨粉,10~20%质量的na2sif6,余下质量的alf6。
13、进一步优化,步骤(1)热熔中,氮气排空后,继续向熔炼炉中通入氮气,保持熔炼炉中处于氮气氛围下,所述间断性搅拌为每间隔2min,搅拌5~20圈。
14、进一步优化,步骤(2)精炼中,精炼过程中间断性打捞除渣,每1h打捞除渣一次。
15、进一步优化,步骤(4)半固态压铸中,抽真空,使真空度≤80mbar,热压铸成型,温度为400~600℃,压力为80~90mpa,加压后保压2~3min。
16、进一步优化,步骤(5)阳极氧化处理,在阳极氧化处理前,需要对铝合金粗胚进行打磨抛光;电解液为草酸、铬酸、硫酸中的一种,酸的浓度在120~200g/l;通入的直流电,电压为15~30v,电流密度为0.5~3a;封孔剂为镍封孔剂溶液,其中,ni离子浓度0.8~1.2g/l、f离子浓度0.35~0.6g/l,余下为去离子水,ph值为5.6~6.5。
17、本发明的有益效果:
18、1、使用纯铝锭、纯镁锭、纯钛锭、铝铜合金、纳米硅粉、铝硼合金熔融、浇铸、半固态压铸成型、阳极氧化处理得到铝合金压铸件,得到的铝合金压铸件具有较高的硬度、强度高、耐腐蚀性能好;铝硼合金的熔点与硼的熔点相比,铝硼合金的熔点较低,能够在不是很高的温度下熔融,进而将硼元素掺杂进入铝合金中,此外,铝合金中能够形成铝硅合金相、铝镁合金相、铝铜合金相、铝硼合金相,和铝镁铜硅硼的混合相,铝硅合金相具有较高的熔点,铝铜合金相、铝硼合金相具有较大的硬度、机械性能好,各种合金相相互配合,提高铝合金压的机械性能,半固态压铸的方法,减少传统压铸时给铝合金压铸件带来的气孔等缺陷,增强铝合金的机械强度,阳极氧化处理,进一步增强铝合金压铸件表面的强度、硬度、耐腐蚀性能。
19、2、细化剂为铝钇合金、铝钛碳合金、铝饵合金,铝钛碳合金具有较好的细化晶粒的作用,钇、饵为稀土元素,钇的使用能够使得铝合金组织更加细密,能够提高铝合金的抗氧化性、延展性,此外,钇能够使得铝合金表面形成致密的抗氧化层,能够阻挡氧气的进一步扩散到铝合金内部,提高铝合金铸件的耐腐蚀性能;饵的使用,可以形成al3er,可显著细化合金铸态晶粒,能够在一定程度上抑制再结晶,提高合金热稳定性,最终的效果是提高铝合金铸件的强度、耐腐蚀性能、耐热性能。
20、3、精炼过程,使用精炼剂和氩气,精炼剂能够在高温下生成不熔于铝合金液的气体去除液态金属中的气体,气体易于氢反应,且与夹渣吸附力强,能够与液态金属分离,起到精炼的作用,此外,氩气为不活泼的气体,能够对液态铝合金起到精炼的效果。
21、4、半固态的压铸方法,且在压铸过程中抽真空,能够使得半固态铝合金中的氢、氧等气体离开铝合金,减少铝合金中的气体,经过压铸,减少因气体导致的气孔、缺陷,减少因气孔、缺陷导致的机械性能的下降,减少腐蚀性气体对铝合金铸件的腐蚀,使得铝合金形成均匀、稳定的结构,与精炼过程配合,提高铝合金铸件的机械性能和耐腐蚀性能。
22、5、阳极氧化处理过程,使得铝合金铸件表面形成微米级的氧化层,致密程度高,配合封孔剂的使用,使得铝合金铸件表面孔隙小,腐蚀性气体或者物质不易进入铝合金铸件的内部,使得铝合金铸件的耐腐蚀性能得到提高,此外,致密的氧化层表面,与铝合金相比具有更高的硬度、强度,进一步提高铝合金铸件的机械性能、耐腐蚀性能。
技术特征:
1.一种铝合金压铸件,其特征在于,包括以下质量份数的原料:纯铝锭60~80份,纯镁锭10~20份,纯钛锭3~8份,铝铜合金20~30份,纳米硅粉1~3份,铝硼合金10~30份,细化剂5~15份,精炼剂1~3份;
2.根据权利要求1所述的一种铝合金压铸件,其特征在于,所述铝铜合金中铜的质量分数占比为3~15%,铝硼合金中硼的质量分数占比为30~50%。
3.根据权利要求1所述的一种铝合金压铸件,其特征在于,所述细化剂为铝钇合金、铝钛碳合金、铝饵合金按照质量比为2:1:2~3,即铝钇合金中钇的质量百分比为10%,铝钛碳合金中钛的质量百分比为5%、碳的百分比为0.2%,铝饵合金中饵的质量百分比为10%。
4.根据权利要求1所述的一种铝合金压铸件,其特征在于,所述精炼剂为混合物,其中含10~20%质量的nano3,10~20%质量的纳米石墨粉,10~20%质量的na2sif6,余下质量的alf6。
5.根据权利要求1所述的一种铝合金压铸件,其特征在于,所述步骤(1)热熔中,氮气排空后,继续向熔炼炉中通入氮气,保持熔炼炉中处于氮气氛围下,所述间断性搅拌为每间隔2min,搅拌5~20圈。
6.根据权利要求1所述的一种铝合金压铸件,其特征在于:所述步骤(2)精炼中,精炼过程中间断性打捞除渣,每1h打捞除渣一次。
7.根据权利要求1所述的一种铝合金压铸件,其特征在于:所述步骤(4)半固态压铸中,抽真空,使真空度≤80mbar,热压铸成型,温度为400~600℃,压力为80~90mpa,加压后保压2~3min。
8.根据权利要求1所述的一种铝合金压铸件,其特征在于:所述步骤(5)阳极氧化处理,在阳极氧化处理前,需要对铝合金粗胚进行打磨抛光;电解液为草酸、铬酸、硫酸中的一种,酸的浓度在120~200g/l;通入的直流电,电压为15~30v,电流密度为0.5~3a;封孔剂为镍封孔剂溶液,其中,ni离子浓度0.8~1.2g/l、f离子浓度0.35~0.6g/l,余下为去离子水,ph值为5.6~6.5。
技术总结
本发明涉及铝合金技术领域,具体涉及一种铝合金压铸件及其制备方法;包括原料为纯铝锭60~80份、纯镁锭10~20份、纯钛锭3~8份、铝铜合金20~30份、纳米硅粉1~3份、铝硼合金10~30份、细化剂5~15份、精炼剂1~3份;熔融、精炼、浇铸、半固态压铸成型、阳极氧化处理得到铝合金压铸件,制得的铝合金压铸件具有较大的拉伸强度、硬度、屈服强度,锻炼伸长率较大,机械性能好,热变形温度高,耐热性能好、耐腐蚀性能好。
技术研发人员:闫文,高建文,周鹏
受保护的技术使用者:深圳市爱斯特新材料科技有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!