一种铝合金体系镀层热成形部件及其制备方法与流程
本申请涉及热冲压成形领域,尤其涉及一种铝合金体系镀层热成形部件及其制备方法。
背景技术:
1、热冲压成形技术是利用钢板在高温下塑性增加、成形抗力下降的特点,将初始强度较低的钢板坯料经高温加热后,在具有冷却系统的模具内快速冲压成形并且淬火冷却,可获得超高强度热冲压构件,如此可很好的解决钢板在冷成型中易开裂、回弹严重等问题。
2、目前,考虑到无镀层的热冲压构件在加热过程中产生大量的表面氧化皮的问题,在钢板表面涂覆耐蚀性能优异的铝合金镀层。但铝合金涂覆层的材料在热成形后表面无法进行正常磷化,电泳后的漆膜附着力完全依靠涂层高粗糙度来保证,铝硅镀层存在漆膜附着力无法满足使用的风险。另外,这种铝合金体系镀层非常硬且脆,有时它产生裂缝并以粉状剥离,过厚过薄都影响镀层整体的耐蚀性能,因此喷漆后耐腐蚀性降低受到关注。另外,光整过程中由于铝合金的脆性较大,易导致微裂纹的产生,同样影响耐蚀性能。
技术实现思路
1、本申请提供了一种铝合金体系镀层热成形部件及其制备方法,以解决现有铝合金体系镀层热成形部件的漆膜附着力较差的技术问题。
2、第一方面,本申请提供了一种铝合金体系镀层热成形部件的制备方法,所述方法包括:
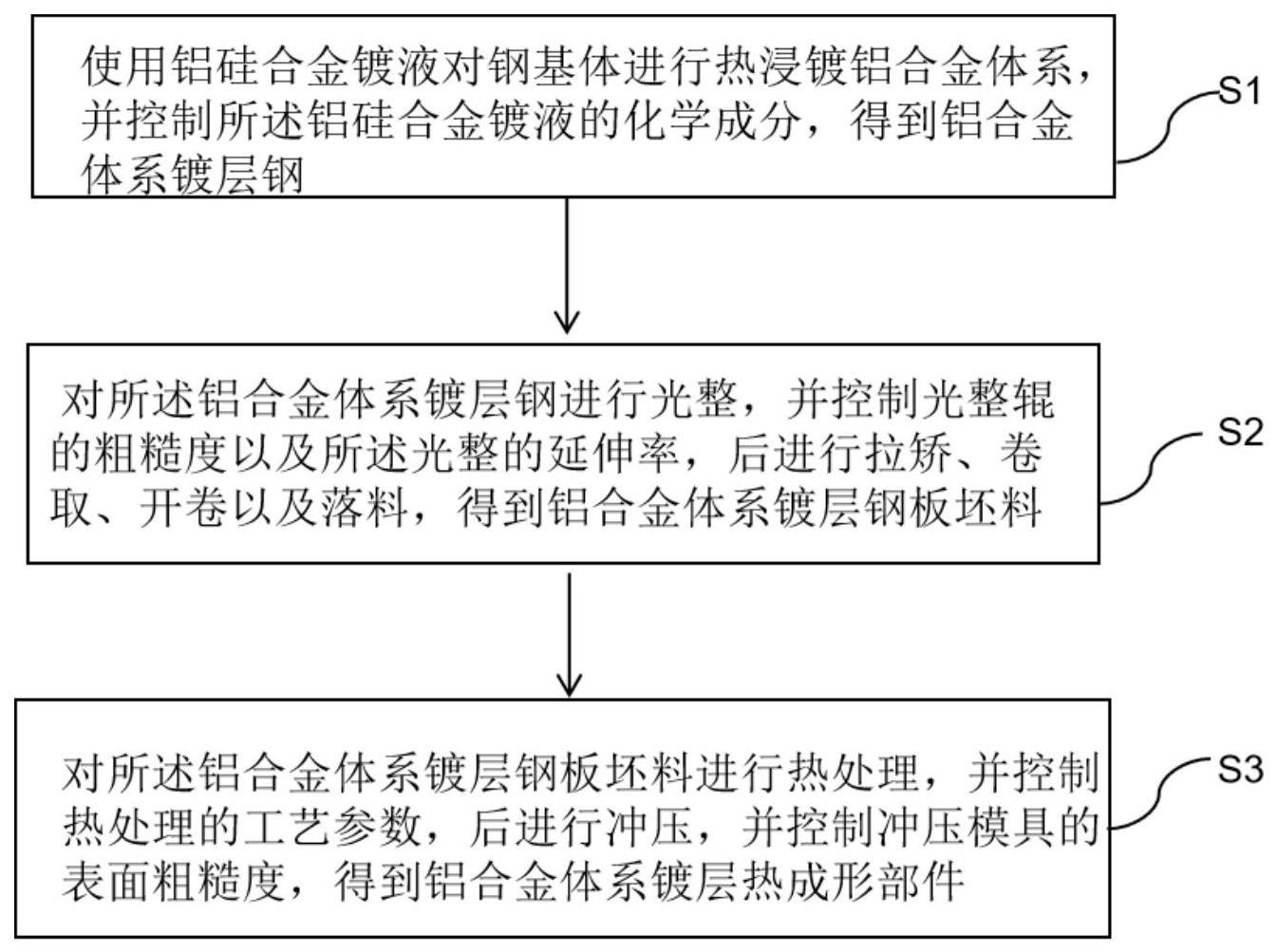
3、使用铝硅合金镀液对钢基体进行热浸镀铝合金体系,并控制所述铝硅合金镀液的化学成分,得到铝合金体系镀层钢;
4、对所述铝合金体系镀层钢进行光整,并控制光整辊的粗糙度以及所述光整的延伸率,后进行拉矫、卷取、开卷以及落料,得到铝合金体系镀层钢板坯料;
5、对所述铝合金体系镀层钢板坯料进行热处理,并控制热处理的工艺参数,后进行热冲压,并控制冲压模具的表面粗糙度,得到铝合金体系镀层热成形部件。
6、可选的,所述铝硅合金镀液的化学成分包括:
7、si、fe、mn、cr、ti以及al;其中,以质量分数计,
8、所述si的含量为7~12%,所述fe的含量为1~3%,
9、且满足如下关系式:0.05%≤[mn]+]cr]+[ti]≤0.15%,
10、式中,[cr]表示cr的重量,[mn]表示mn的重量、[ti]表示ti的重量。
11、可选的,所述铝硅合金镀液的化学成分还包括:
12、zn和或mg;其中,以质量分数计,
13、所述zn的含量为0-20%,所述mg的含量为0-1%。
14、可选的,所述光整辊的粗糙度为3.0~5.0μm,所述光整的延伸率为0.5%-1.5%。
15、可选的,根据权利要求1所述的方法,其特征在于,所述热处理的工艺参数包括:热处理温度和热处理时间;其中,
16、所述热处理温度为900-960℃,所述热处理时间为3~8min。
17、可选的,所述冲压模具的表面粗糙度为≥1.6μm。
18、可选的,所述冲压的变形温度为≥700℃。
19、可选的,使用铝硅合金镀液对钢基体进行热浸镀铝合金体系,并控制所述铝硅合金镀液的化学成分,得到铝合金体系镀层钢,包括:
20、使用铝硅合金镀液对钢基体进行热浸镀铝合金体系,并控制所述铝硅合金镀液的化学成分,得到铝合金体系镀层钢;其中,控制钢基体化学成分中的cr和mn的总含量;以质量分数计,
21、所述钢基体化学成分中的cr和mn的总含量为1.3%-4%。
22、第二方面,本申请提供了一种铝合金体系镀层热成形部件,所述铝合金体系镀层热成形部件由第一方面任一项实施例所述的方法制备得到。
23、可选的,所述铝合金体系镀层热成形部件包括:钢基体以及附着于所述钢基体至少部分表面的铝合金体系镀层;其中,
24、所述铝合金体系镀层包括:与钢基体邻接的al-fe相互扩散层和在所述al-fe相互扩散层之上的al-fe-si合金镀层;其中,
25、所述al-fe-si合金镀层的总厚度平均值为15~50μm,
26、所述al-fe-si合金镀层包括al的金属间化合物相和al的合金层;其中,以质量分数计,
27、20~60%的所述al的金属间化合物相的平均厚度为10~40μm,0~20%的所述al的合金层的平均厚度为2~15μm;
28、所述铝合金体系镀层热成形部件的表面平均粗糙度ra为1.5~2.5μm,粗糙度ra平均差为≤0.35,峰高与峰谷的高度rt为10~25μm,rt平均差小于5。
29、本申请实施例提供的上述技术方案与现有技术相比具有如下优点:
30、本申请实施例提供的该铝合金体系镀层热成形部件的制备方法,由于热成形部件的漆膜附着力完全靠表面的凹凸不平结构来保证,即热成形部件的粗糙度对漆膜附着力有着重要影响。该方法通过调整铝硅合金镀液化学成分、热处理的工艺参数以及冲压模具的表面粗糙度,以提高部件粗糙度,进而提高热成形部件的漆膜附着力。
技术特征:
1.一种铝合金体系镀层热成形部件的制备方法,其特征在于,所述方法包括:
2.根据权利要求1所述的方法,其特征在于,所述铝硅合金镀液的化学成分包括:
3.根据权利要求2所述的方法,其特征在于,所述铝硅合金镀液的化学成分还包括:
4.根据权利要求1所述的方法,其特征在于,所述光整辊的粗糙度为3.0~5.0μm,所述光整的延伸率为0.5%-1.5%。
5.根据权利要求1所述的方法,其特征在于,所述热处理的工艺参数包括:热处理温度和热处理时间;其中,
6.根据权利要求1所述的方法,其特征在于,所述冲压模具的表面粗糙度为≥
7.根据权利要求1或7所述的方法,其特征在于,所述冲压的变形温度为≥700℃。
8.根据权利要求1所述的方法,其特征在于,使用铝硅合金镀液对钢基体进行热浸镀铝合金体系,并控制所述铝硅合金镀液的化学成分,得到铝合金体系镀层钢,包括:
9.一种铝合金体系镀层热成形部件,其特征在于,所述铝合金体系镀层热成形部件由权利要求1-8任意一项所述的方法制备得到。
10.根据权利要求9所述的铝合金体系镀层热成形部件,其特征在于,所述铝合金体系镀层热成形部件包括:钢基体以及附着于所述钢基体至少部分表面的铝合金体系镀层;其中,
技术总结
本申请涉及热冲压成形领域,尤其涉及一种铝合金体系镀层热成形部件及其制备方法。所述方法包括:使用铝硅合金镀液对钢基体进行热浸镀铝合金体系,并控制所述铝硅合金镀液的化学成分,得到铝合金体系镀层钢;对所述铝合金体系镀层钢进行光整,并控制光整辊的粗糙度以及所述光整的延伸率,后进行拉矫、卷取、开卷以及落料,得到铝合金体系镀层钢板坯料;对所述铝合金体系镀层钢板坯料进行热处理,并控制热处理的工艺参数,后进行冲压,并控制冲压模具的表面粗糙度,得到铝合金体系镀层热成形部件。本申请内容解决了现有铝合金体系镀层热成形部件的漆膜附着力较差的技术问题。
技术研发人员:徐德超,朱国森,王松涛,张博明,滕华湘,李学涛,韩赟,陈斌,赵海峰,黄俊,罗星,王振鹏,王彭涛,姜军,李研,张士杰,于孟
受保护的技术使用者:首钢集团有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!