一种抗氧化温成形高强钢、制造方法及成形方法与流程
本发明涉及金属材料,具体而言,尤其涉及一种抗氧化温成形高强钢、制造方法及成形方法。
背景技术:
1、随着国家碳中和政策逐步落实,汽车行业进一步朝着轻量化、低污染、新能源方向发展,轻量化是目前汽车发展的优先方向之一。作为汽车材料主体的钢铁材料高强、超高强化是汽车轻量化优先方案之一。但随着钢强度增加,冷成形变得异常困难,没有合适的模具且模具的使用寿命急剧下降,增加了汽车厂商的成本,使汽车用冷成形高强钢的推广受到很大的影响。因此热-温成形高强钢应运而生,但热成形钢在成形前的高温加热产生严重的氧化,使热成形钢件的表面质量不高,目前广泛采用镀锌工艺加以解决,使钢板的成本增高,生产率降低。
2、现有技术存在着诸多缺点,如申请号为cn201610784344.5的“一种热镀锌温成形高强度中锰钢件的制备方法”采用常规中锰设计,无高温抗氧化性,并且成形后塑性不足。申请号为cn201910680367.5的“一种抗拉强度≥1800mpa级的高韧性热成形钢及其生产方法”采用多合金化方案,增加了成本,无抗高温氧化设计,而且成形后塑性储备不足。申请号为cn202110304149.9的“一种超高强高塑性抗高温氧化热冲压成形钢的制备方法”尽管考虑到了抗氧化性,但合金系复杂,添加了昂贵的n、imo元素,成本大为增加。申请号为cn201710560144.6的“一种汽车用超高强热成形钢的制备方法”采用高碳设计,塑性储备不足。申请号为cn201811019483.4的“一种奥氏体逆正转变与亚温成形生产汽车安全件的方法”工艺复杂,尽管塑性较好,但并未考虑到高温抗氧化性。
技术实现思路
1、根据上述提出的技术问题,而提供一种抗氧化温成形高强钢及成形方法。
2、本发明采用的技术手段如下:
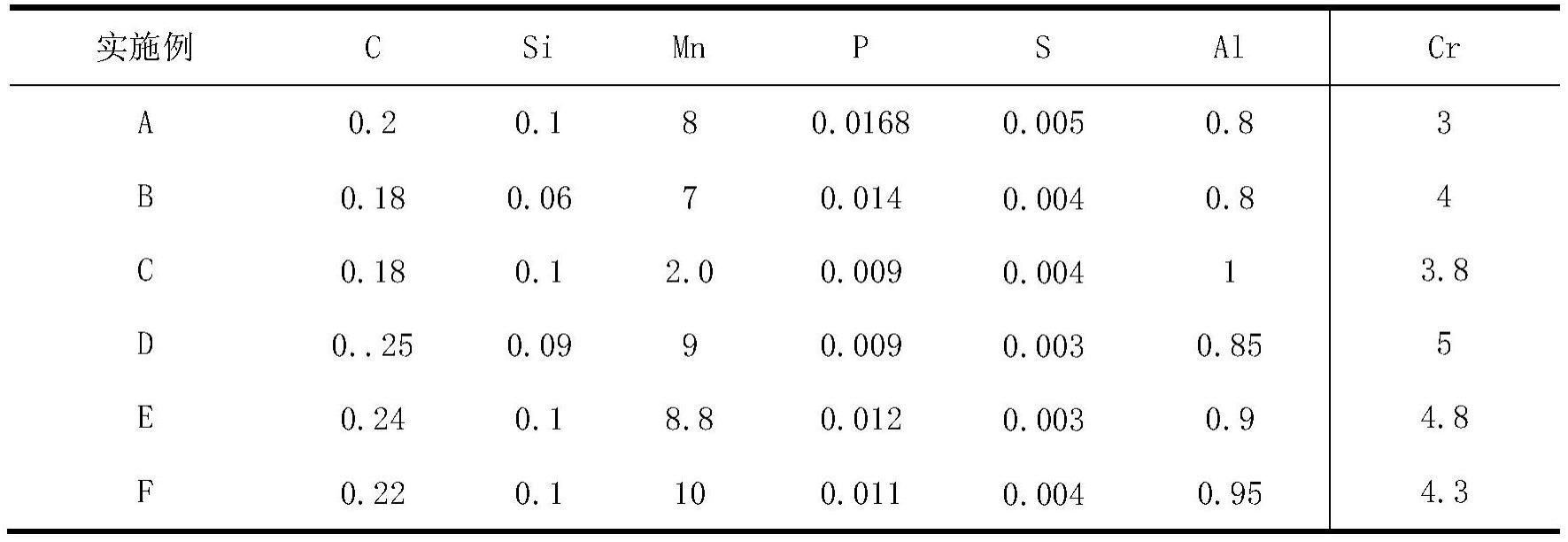
3、一种抗氧化温成形高强钢,化学成分按质量百分数计为:c:0.15~0.25%、si≤0.1%、mn:7~10%、al:0.8~1%、cr:3~5%、p<0.020%、s<0.006%,余量为fe和不可避免的杂质。
4、进一步地,温成形后钢板的抗拉强度大于1500mpa,延伸率大于10%。
5、本发明的各化学组分的选用原理及含量设计原因如下:
6、c:碳是钢中最主要的固溶强化及稳定奥氏体元素,一定量的固溶碳才能保证强度及合适的显微组织。碳含量过高,于钢板的成形及焊接性不利。碳含量过低,则难以保证钢的强度及控制合适的显微组织,本发明中碳的最优范围为0.15~0.25%。
7、si:硅能够促进钢板表面氧化,作为常存元素,将其上限定为0.1%。
8、mn:锰是起到固溶强化及扩大奥氏体相区、提高钢的淬透性并增加成形后钢中的残余奥氏体,从而提高塑性,同时,通过提高锰含量降低ac3,从而通过降低奥氏体化温度降低钢板加热时表面氧化,本发明中锰的含量为7~10%。
9、al:铝是重要的抗高温氧化元素,但过高的铝会导致连铸难度加大,本发明铝含量为0.8~1%。
10、cr:也是重要的抗氧化元素,同时提高钢的淬透性并提高钢的强度,本发明铬含量为3-5%。
11、p:磷尽管可以提高钢板的强度,但会严重恶化钢的冷成形,特别是二次成形性能,因此将其上限定为0.020%。
12、s:硫是钢中有害元素,会形成硫化锰降低钢板的性能,因此含量越少越好,将其上限定为0.006%。
13、为实现本发明的目的,本发明还公开了一种技术方案,即一种抗氧化温成形高强钢的制造方法及成形方法,包括如下步骤:
14、加热工艺:将成分合格的钢坯在加热炉中加热到1050±50℃,并保温一定时间;
15、轧制工艺:采用普通轧制+层流冷却,热轧终轧温度为660±30℃,卷取温度为620℃±30℃;
16、其中的成形方法为:温成形工艺:钢板加热至780-800℃,保温一定时间,成形后空冷至室温。
17、进一步地,加热工艺中,保温时间为2±0.5小时。
18、进一步地,温成形工艺中,保温时间为1-2分钟。
19、加热-热轧的关键在于不超过700℃的终轧温度和不超过650℃的卷取温度。
20、温度作为氧化重要的参数,在保证奥氏体化的条件下选择780-800℃,较短的保温时间1-2mins也有利于减少高温氧化。
21、较现有技术相比,本发明具有以下优点:本发明通过冶炼、热轧(热轧板也可以直接用于温成形)、冷轧,获得温(热)成形钢原板(热轧板、冷轧板),温成形后钢板性能达到抗拉强度大于1500mpa、延伸率不小于10%。相比常规热成形钢钢板表面氧化更少。
技术特征:
1.一种抗氧化温成形高强钢,其特征在于,化学成分按质量百分数计为:c:0.15~0.25%、si≤0.1%、mn:7~10%、al:0.8~1%、cr:3~5%、p<0.020%、s<0.006%,余量为fe和不可避免的杂质。
2.根据权利要求1所述的抗氧化温成形高强钢,其特征在于,温成形后钢板的抗拉强度大于1500mpa,延伸率大于10%。
3.一种如权利要求1或2所述的抗氧化温成形高强钢的制造方法,其特征在于,包括如下步骤:
4.根据权利要求3所述的方法,其特征在于,加热工艺中,保温时间为2±0.5小时。
5.一种基于权利要求3所述的制造方法的成形方法,其特征在于,轧制工艺后,包括如下步骤:温成形工艺:钢板加热至780-800℃,保温一定时间,成形后空冷至室温。
6.根据权利要求5所述的方法,其特征在于,温成形工艺中,保温时间为1-2分钟。
技术总结
本发明提供一种抗氧化温成形高强钢、制造方法及成形方法。本发明化学成分按质量百分数计为:C:0.15~0.25%、Si≤0.1%、Mn:7~10%、Al:0.8~1%、Cr:3~5%、P<0.020%、S<0.006%,余量为Fe和不可避免的杂质。成形工艺包括:加热工艺:将成分合格的钢坯在加热炉中加热到1050±50℃,并保温一定时间;轧制工艺:采用普通轧制+层流冷却,热轧终轧温度为660±30℃,卷取温度为620℃±30℃;冷轧工艺;温成形工艺:钢板加热至780‑800℃,保温一定时间,成形后空冷至室温。本发明温成形后钢板性能达到抗拉强度大于1500MPa、延伸率不小于10%。相比常规热成形钢钢板表面氧化更少。
技术研发人员:徐荣杰,刘仁东,郭金宇,孟静竹,孙建伦,张瑞坤,孙成钱,张南,顾兴利
受保护的技术使用者:鞍钢股份有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!