一种易使用的点焊电极修磨结构
本发明具体涉及一种易使用的点焊电极修磨结构。
背景技术:
1、电焊是一种常见的金属连接技术,通过在金属工件上施加电流和热量,使其熔化并形成坚固的焊缝,从而实现连接和修复金属结构的目的。电焊广泛应用于制造业、建筑业、汽车工业等领域,镀锌板是汽车制造中不可或缺的材料之一,采用镀锌钢板的车身在焊接时主要采用的焊接方法是电阻点焊,在焊接时,由于高温高压,镀锌钢板的合金层堆积在电极上,会造成电级损坏,需要人工进行修磨,传统的是通过修磨刀片对电焊机的两电极进行分别修磨。
2、现有的通过修磨刀片对电极修磨时,由于不能很好的控制修磨力度,会导致修磨过多或过少,不能很好的控制修磨去除量,另外一个一个的对电极修磨,修磨效率较慢,且长时间的修磨也会造成修磨刀片的热疲劳损坏,不利于长时间的工作,为此我们提出一种易使用的点焊电极修磨结构。
技术实现思路
1、本发明的目的在于提供一种易使用的点焊电极修磨结构,以解决上述背景技术中提出的问题。
2、为实现上述目的,本发明提供如下技术方案:一种易使用的点焊电极修磨结构,包括:
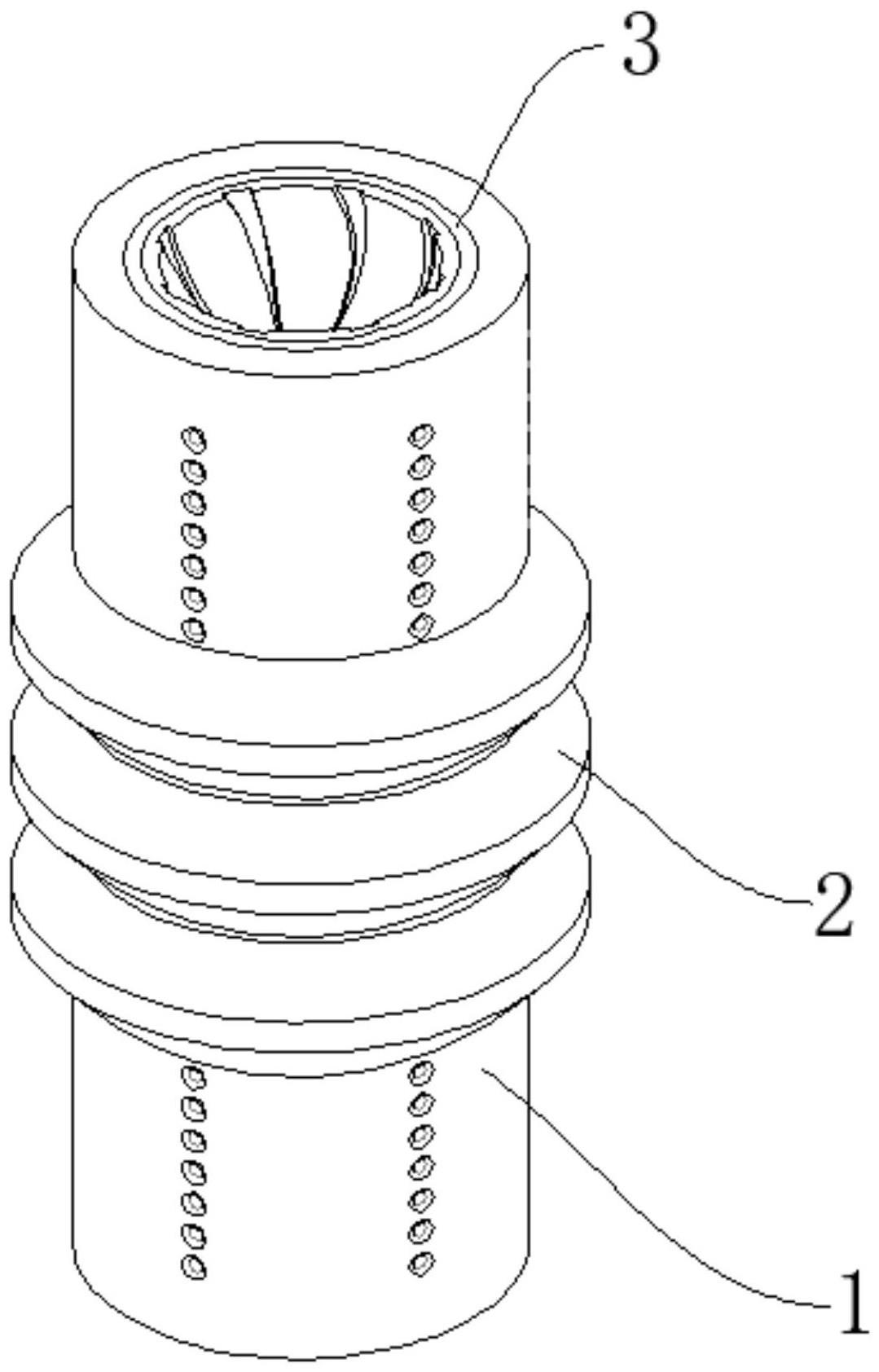
3、驱动壳体,所述驱动壳体外表面固定有与外部传动带相配合的连接凹槽,以带动驱动壳体进行转动;
4、打磨头,可拆卸安装于驱动壳体内侧,所述打磨头内侧开设有沉孔,所述打磨头上开设有打磨凹槽,且所述打磨凹槽内侧烧结固定有对电极进行打磨的磨料层,所述磨料层内表面沿其周向开设有排屑槽;
5、所述驱动壳体外表面沿周向设置有对打磨头进行降温的散热机构。
6、优选地,所述可拆卸机构包括定位块及连接螺栓,所述定位块下表面一体成型有定位块,所述驱动壳体内侧开设有与定位块相配合的定位槽,以对打磨头进行定位放置,所述打磨头内侧设置有连接螺栓,且所述连接螺栓与驱动壳体通过螺纹部相配合。
7、优选地,所述定位块为扇形,所述定位块沿打磨头周向至少设置有一处。
8、优选地,所述散热机构包括散热环槽及散热通孔,所述散热环槽对称开设于驱动壳体内侧的两端,且所述散热环槽内侧开设有贯穿驱动壳体的散热通孔。
9、优选地,所述散热通孔两端设置有倒角,所述散热通孔沿驱动壳体周向均布有多个。
10、优选地,所述沉孔贯穿磨料层,所述沉孔与排屑槽内部联通。
11、优选地,所述打磨头沿驱动壳体几何中心对称设置有两处。
12、优选地,所述磨料层横截面为圆锥形,所述磨料层上表面与打磨头上表面齐平。
13、优选地,所述驱动壳体外表面设置有绝缘套。
14、与现有技术相比,本发明的有益效果是:
15、通过设置有驱动壳体、打磨头、磨料层及排屑槽,避免传统的通过修磨刀片对电极修磨,不能同时对两电极进行修磨,且刀片的修磨不能很好的控制和调整修磨时去除量,本装置只对与端部平面连接处的曲面部分及其附近表面进行修磨,从而在不破坏上下两电极已经自然形成良好配合的情况下,使电极端部直径尺寸重新达到使用要求,减少了不必要的去除量,延长了电极的可修磨次数,另外对磨料层可拆卸设计,利于后期拆装维护,改装置可以直接应用在两电极之间,无需特殊的夹具即可装载,适应性强,修磨过程中,利于排屑、散热,提高了装置的使用效果。
技术特征:
1.一种易使用的点焊电极修磨结构,其特征在于,包括:
2.根据权利要求1所述的一种易使用的点焊电极修磨结构,其特征在于:所述可拆卸机构包括定位块(31)及连接螺栓(5),所述定位块(31)下表面一体成型有定位块(31),所述驱动壳体(1)内侧开设有与定位块(31)相配合的定位槽(11),以对打磨头(3)进行定位放置,所述打磨头(3)内侧设置有连接螺栓(5),且所述连接螺栓(5)与驱动壳体(1)通过螺纹部相配合。
3.根据权利要求2所述的一种易使用的点焊电极修磨结构,其特征在于:所述定位块(31)为扇形,所述定位块(31)沿打磨头(3)周向至少设置有一处。
4.根据权利要求1所述的一种易使用的点焊电极修磨结构,其特征在于:所述散热机构包括散热环槽(6)及散热通孔(7),所述散热环槽(6)对称开设于驱动壳体(1)内侧的两端,且所述散热环槽(6)内侧开设有贯穿驱动壳体(1)的散热通孔(7)。
5.根据权利要求4所述的一种易使用的点焊电极修磨结构,其特征在于:所述散热通孔(7)两端设置有倒角,所述散热通孔(7)沿驱动壳体(1)周向均布有多个。
6.根据权利要求1所述的一种易使用的点焊电极修磨结构,其特征在于:所述沉孔(32)贯穿磨料层(4),所述沉孔(32)与排屑槽(41)内部联通。
7.根据权利要求1所述的一种易使用的点焊电极修磨结构,其特征在于:所述打磨头(3)沿驱动壳体(1)几何中心对称设置有两处。
8.根据权利要求1所述的一种易使用的点焊电极修磨结构,其特征在于:所述磨料层(4)横截面为圆锥形,所述磨料层(4)上表面与打磨头(3)上表面齐平。
9.根据权利要求1所述的一种易使用的点焊电极修磨结构,其特征在于:所述驱动壳体(1)外表面设置有绝缘套。
技术总结
本发明公开了一种易使用的点焊电极修磨结构,包括:驱动壳体,所述驱动壳体外表面固定有与外部传动带相配合的连接凹槽,以带动驱动壳体进行转动;打磨头,可拆卸安装于驱动壳体内侧,所述打磨头内侧开设有沉孔,所述打磨头上开设有打磨凹槽,且所述打磨凹槽内侧烧结固定有对电极进行打磨的磨料层,所述磨料层内表面沿其周向开设有排屑槽;通过设置有驱动壳体、打磨头、磨料层及排屑槽,避免传统的通过修磨刀片对电极修磨,不能同时对两电极进行修磨,且刀片的修磨不能很好的控制和调整修磨时去除量,本装置只对与端部平面连接处的曲面部分及其附近表面进行修磨。
技术研发人员:潘李傲,刘源,吕乐,欧阳波,吕作哲,张祺
受保护的技术使用者:安徽新华学院
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!