一种钢包引流砂加砂方法与流程
本发明属于钢铁冶炼领域,尤其涉及一种钢包引流砂加砂方法。
背景技术:
1、钢包引流砂需填充在钢包座砖中隔离钢液和滑板,以起到保护滑板的作用。座砖顶部的引流砂会在钢液高温作用下开始烧结。当打开滑板时,下部疏松的引流砂会自动流出,顶部的烧结层也会在钢液静压下的作用下破裂,并使钢液随之流出。这一过程即钢包自动开浇。在实际生产过程中,常常会遇到钢包不能自动开浇的情况,钢铁企业不得不采用烧氧来补救,以去除堵塞的引流砂。实际上,烧氧过程不仅会严重恶化钢液的洁净度,而且还存在安全隐患,同时也会影响生产效率。
2、因此,各钢铁企业均重视提升钢包的自动开浇率,并以100%的自动开浇率为最终目标。而在自动浇开率的影响因素中,引流砂的形状也是一个重要因素。装入引流砂一般会出现3种堆积状态:理想蘑菇状、加入量不足和水口未填满。生产实践证明,蘑菇状填充状态可以有效提高钢包自动开浇率。而在引流砂加砂过程中,想要控制引流砂形成理想的蘑菇状,往往需要依靠工作人员的经验,且容易被其他因素印象。因此,目前需要一种能够形成理想蘑菇状的引流砂加砂方法。
技术实现思路
1、针对上述技术问题,本发明的一个方式的目的之一是提供一种钢包引流砂加砂方法,采用两次加砂的方法,第一次加砂进行粗略加砂,保证加入量足够,第二次加砂过程中扫描引流砂形状,并针对形状进行拟合,获取缺陷位置,进行精确加砂,并不断扫描,直到最终获得引流砂剖视图上表面形状为向上凸起的弧形的蘑菇状填充状态,提高钢包自动浇开率。
2、注意,这些目的的记载并不妨碍其他目的的存在。本发明的一个方式并不需要实现所有上述目的。可以从说明书、附图、权利要求书的记载中抽取上述目的以外的目的。
3、本发明是通过以下技术手段实现上述技术目的的。
4、一种钢包引流砂加砂方法,包括以下步骤:
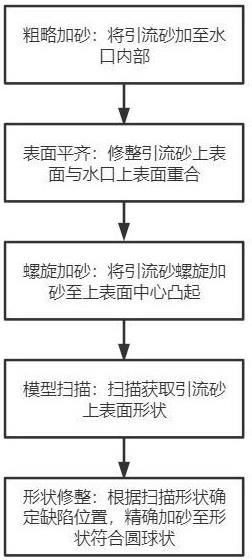
5、步骤s1、粗略加砂:封闭钢包水口底部,使用漏斗导管向钢包水口内部添加引流砂,加至引流砂高度高于水口上表面;
6、步骤s2、表面平齐:振荡引流砂,使得引流砂分布均匀,使用刮板从水口上表面刮走多余的引流砂,使得引流砂上表面与水口上表面重合,并将刮走的引流砂使用吸尘器吸走;
7、步骤s3、螺旋加砂:螺旋移动漏斗导管,向水口上表面添加引流砂,并使得引流砂上表面中心凸起;
8、步骤s3、模型扫描:采用3d扫描仪和模型扫描软件,对水口上表面的引流砂扫描,获取引流砂上表面形状;
9、步骤s4、形状修整:对扫描形状进行拟合,获取剖视图为向上凸起的弧形的拟合形状,将扫描形状与拟合形状对比,确定缺陷位置,使用导管对缺陷位置进行精确加砂,并不断扫描,直到最终引流砂剖视图上表面形状为向上凸起的弧形,整体形状为蘑菇状。
10、上述方案中,所述步骤s1粗略加砂时采用铬质引流砂。
11、上述方案中,所述步骤s2表面平齐振荡引流砂时,在引流砂中成正三角形插入三个机械振动棒。
12、上述方案中,所述步骤s3螺旋加砂时,采用锆质引流砂。
13、上述方案中,所述步骤s3螺旋加砂时引流砂平均粒径小于步骤s1粗略加砂时引流砂平均粒径。
14、上述方案中,所述步骤s3螺旋加砂时,漏斗导管以水口轴心为轴,绕轴做圆周运动,角速度固定,圆周直径均匀减小。
15、上述方案中,所述3d扫描仪采用faro、hexagon、nikon、creaform、artec或3dsystems capture扫描仪;所述模型扫描时采用geomagic for solidworks对水口上表面的引流砂扫描。
16、上述方案中,所述扫描形状与拟合形状对比时,扫描形状点位减去拟合形状对应点位的高度,得到最大高度差,拟合形状向上平移最大高度差,得到目标形状,目标形状与扫描形状不符的地方即为缺陷位置。
17、进一步的,所述目标形状高于扫描形状1mm以外时即视为目标形状与扫描形状不符。
18、与现有技术相比,本发明的有益效果是:
19、根据本发明的一个方式,可以在加砂过程中扫描引流砂形状,并针对形状进行拟合,获取缺陷位置,进行精确加砂,最终获得引流砂剖视图上表面形状为向上凸起的弧形的蘑菇状填充状态,提高钢包自动浇开率。
20、根据本发明的一个方式,采用上下两层材质的引流砂进行加砂,下层采用铬质引流砂,上层采用锆质引流砂,可以减少锆质引流砂的使用量,节约成本。
21、根据本发明的一个方式,下层铬质引流砂的粒径大于上层锆质引流砂的粒径,且下层铬质引流砂经过振荡之后,铬质引流砂上表面的粒径会明显大于锆质引流砂底面粒径,引流砂细小的粒径导致了更大的接触界面,有利于引流砂烧结行为的发展,从而保证了烧结层集中在锆质引流砂上,一定程度上控制了烧结层厚度。
22、注意,这些效果的记载不妨碍其他效果的存在。本发明的一个方式并不一定必须具有所有上述效果。可以从说明书、附图、权利要求书等的记载显而易见地看出并抽出上述以外的效果。
技术特征:
1.一种钢包引流砂加砂方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的钢包引流砂加砂方法,其特征在于,所述步骤s1粗略加砂时采用铬质引流砂。
3.根据权利要求1所述的钢包引流砂加砂方法,其特征在于,所述步骤s2表面平齐振荡引流砂时,在引流砂中成正三角形插入三个机械振动棒。
4.根据权利要求1所述的钢包引流砂加砂方法,其特征在于,所述步骤s3螺旋加砂时,采用锆质引流砂。
5.根据权利要求1所述的钢包引流砂加砂方法,其特征在于,所述步骤s3螺旋加砂时引流砂平均粒径小于步骤s1粗略加砂时引流砂平均粒径。
6.根据权利要求1所述的钢包引流砂加砂方法,其特征在于,所述步骤s3螺旋加砂时,漏斗导管以水口轴心为轴,绕轴做圆周运动,角速度固定,圆周直径均匀减小。
7.根据权利要求1所述的钢包引流砂加砂方法,其特征在于,所述3d扫描仪采用faro、hexagon、nikon、creaform、artec或3d systems capture扫描仪;所述模型扫描时采用geomagic for solidworks对水口上表面的引流砂扫描。
8.根据权利要求1所述的钢包引流砂加砂方法,其特征在于,所述扫描形状与拟合形状对比时,扫描形状点位减去拟合形状对应点位的高度,得到最大高度差,拟合形状向上平移最大高度差,得到目标形状,目标形状与扫描形状不符的地方即为缺陷位置。
9.根据权利要求8所述的钢包引流砂加砂方法,其特征在于,所述目标形状高于扫描形状1mm以外时即视为目标形状与扫描形状不符。
技术总结
本发明提供了一种钢包引流砂加砂方法,包括以下步骤:粗略加砂:向钢包水口内部添加引流砂至引流砂高度高于水口上表面;表面平齐:振荡引流砂,使得引流砂分布均匀且引流砂上表面与水口上表面重合;螺旋加砂:螺旋移动漏斗导管,向水口表面添加引流砂;模型扫描:采用3D扫描仪和模型扫描软件,对水口上表面的引流砂扫描,获取引流砂上表面形状;形状修整:根据扫描形状使用导管对缺陷位置进行精确加砂,使得最终引流砂上表面形状为部分圆球状。本发明可以在加砂过程中扫描引流砂形状,并针对形状进行拟合,获取缺陷位置,进行精确加砂,最终获得引流砂剖视图上表面形状为向上凸起的弧形的蘑菇状填充状态,提高钢包自动浇开率。
技术研发人员:徐书成,王传森,熊鑫
受保护的技术使用者:联峰钢铁(张家港)有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!