一种中框制备方法与流程
本发明涉及电子设备,尤其涉及一种中框制备方法。
背景技术:
1、目前高端手机、平板电脑的中框通常都是由金属边框和金属中板连接后制成。现主流手机中框多采用铝合金材质制作,高端旗舰机型多采用不锈钢材质制作。金属中框为了实现数据信号的传输,工程师采用模内注塑的方式在金属中框上做出天线隔断区;然而,5g通讯是利用毫米波进行高频率传输,对手机壳体的信号屏蔽性,传输的方向性等极其敏感,势必导致金属中框上进行5g天线带来更大的技术难度,预计需要通过10个以上的塑胶隔断条来实现天线布局。这样既影响手机功能设计又影响外观视觉效果。
2、基于上述原因,市场上开始出现以陶瓷为边框的中框结构,陶瓷作为中框的外观面具有温润如玉、坚硬耐磨的质感;同时通过陶瓷粉体可以实现彩色、哑光、釉瓷、炫彩等cmf外观效果,且耐用性佳。然而,陶瓷的物理性质与金属的物理性质相差较大,在通过压铸工艺将金属中板连接到陶瓷边框上时,由于陶瓷与金属的热膨胀系数往往相差较大,金属中板在冷却时体积的变化量大于陶瓷边框的变化量,使得结合面处将会产生较大的内应力,进而对整体的连接强度产生不良影响。
技术实现思路
1、本发明实施例提供了一种中框制备方法,用于解决现有技术中,陶瓷边框与金属中板由于热膨胀系数相差较大导致的,陶瓷边框和金属中板的结合面处容易产生较大的内应力,进而对整体的连接强度产生不良影响的问题。
2、在本发声明实施例中,中框制备方法包括以下步骤:
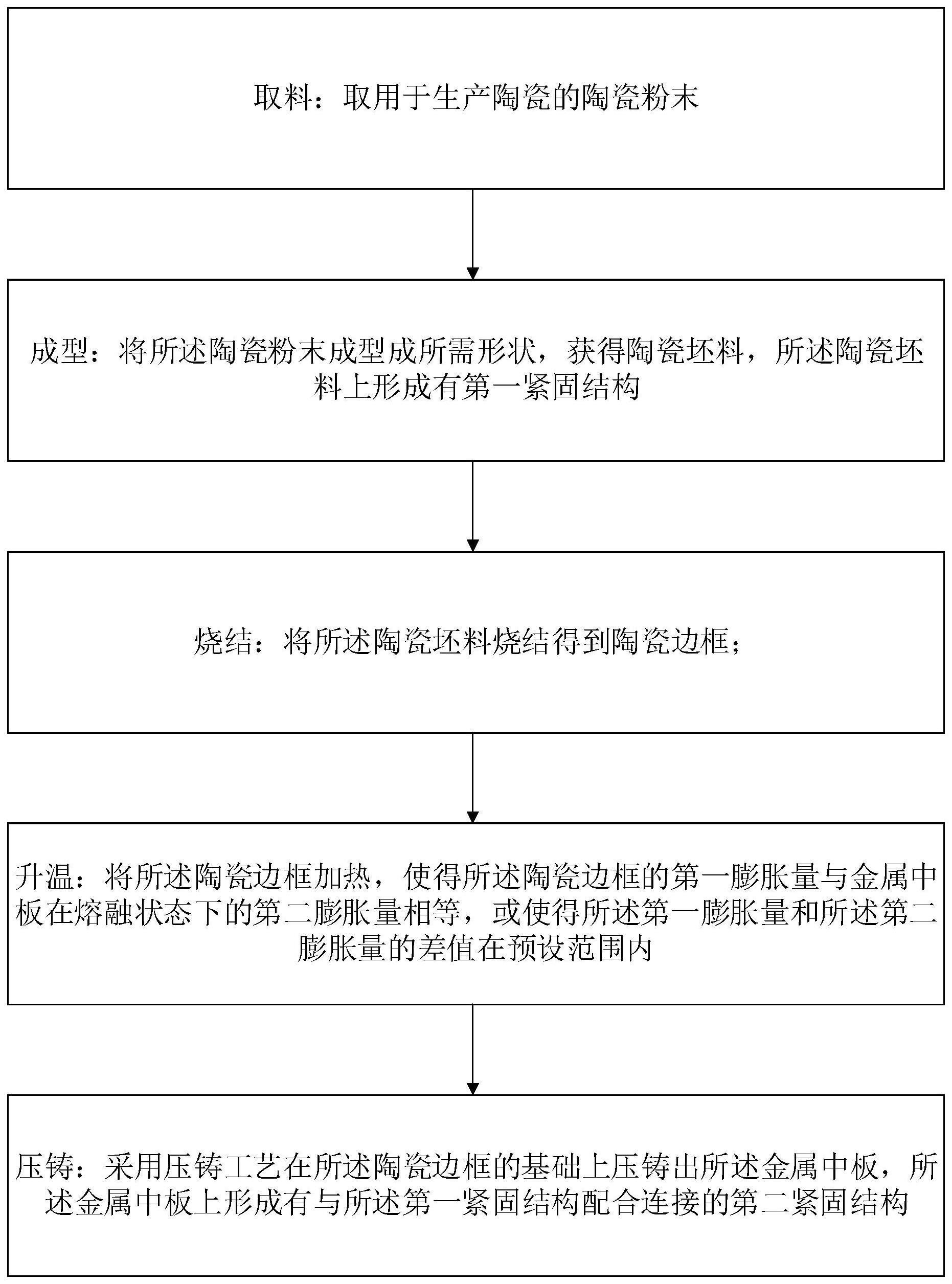
3、取料:取用于生产陶瓷的陶瓷粉末;
4、成型:将所述陶瓷粉末成型成所需形状,获得陶瓷坯料,所述陶瓷坯料上形成有第一紧固结构;
5、烧结:将所述陶瓷坯料烧结得到陶瓷边框;
6、升温:将所述陶瓷边框加热,使得所述陶瓷边框的第一膨胀量与金属中板在熔融状态下的第二膨胀量相等,或使得所述第一膨胀量和所述第二膨胀量的差值在预设范围内;
7、压铸:采用压铸工艺在所述陶瓷边框的基础上压铸出所述金属中板,所述金属中板上形成有与所述第一紧固结构配合连接的第二紧固结构。
8、作为所述中框制备方法的进一步可选方案,所述成型过程包括:
9、将含有粘结剂组分的陶瓷粉末置于注塑成型机内,加热转变呈粘稠性熔体,随后注入模具内,冷却后脱模取出,得到陶瓷坯体,所述陶瓷坯体上形成有第一紧固结构,随后将所述陶瓷坯体中的粘结剂组分用物理或者化学方法脱除,得到所述陶瓷坯料。
10、作为所述中框制备方法的进一步可选方案,所述中框制备方法还包括以下步骤:
11、坯料加工:对所述陶瓷坯料进行加工后再进行烧结。
12、作为所述中框制备方法的进一步可选方案,对所述陶瓷坯料进行加工包括:对所述陶瓷坯料进行切削,以使所述陶瓷坯料的尺寸符合要求。
13、作为所述中框制备方法的进一步可选方案,所述中框制备方法还包括以下步骤:
14、陶瓷加工:对所述陶瓷边框进行加工后再进行升温。
15、作为所述中框制备方法的进一步可选方案,对所述陶瓷边框进行加工的方式包括磨料加工、塑性加工、化学加工、电加工、复合加工和光学加工中的至少一种。
16、作为所述中框制备方法的进一步可选方案,对所述陶瓷边框进行加工包括:通过喷涂工艺在所述第一紧固结构的表面涂覆金属层。
17、作为所述中框制备方法的进一步可选方案,所述中框制备方法还包括以下步骤:
18、中板表面处理:将所述金属中板进行表面处理,使得所述金属中板的表面性能和/或表面光洁度符合要求。
19、作为所述中框制备方法的进一步可选方案,所述第一紧固结构为榫头,所述第二紧固结构为榫槽。
20、作为所述中框制备方法的进一步可选方案,所述第一膨胀量与所述第二膨胀量的差值的绝对值不超过所述第二膨胀量的20%。
21、实施本发明实施例,将具有如下有益效果:
22、该中框制备方法在压铸出金属中板前,将陶瓷边框加热,使得陶瓷边框的第一膨胀量与金属中板在熔融状态下的第二膨胀量相等,或使得第一膨胀量和第二膨胀量的差值在预设范围内,从而使金属中板和陶瓷边框在冷却至室温的过程中形变量相同,极大地减小了内应力地产生,提高了陶瓷边框与金属中板的连接强度,也避免了陶瓷边框与金属中板在连接处出现缝隙,提高了陶瓷边框与金属中板的连接处的防水性能,整体上提升了产品质量。
23、采用该边框制备方法获得的中框,以陶瓷作为边框材料,使得边框具有温润如玉、坚硬耐磨的质感,边框耐用性佳,且陶瓷不会对信号形成屏蔽,便于天线的设计与布置,提高了信号传输的稳定性,提升了使用者的使用体验。
技术特征:
1.一种中框制备方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的中框制备方法,其特征在于,所述成型过程包括:
3.根据权利要求1或2所述的中框制备方法,其特征在于,还包括以下步骤:
4.根据权利要求3所述的中框制备方法,其特征在于,对所述陶瓷坯料进行加工包括:对所述陶瓷坯料进行切削,以使所述陶瓷坯料的尺寸符合要求。
5.根据权利要求1所述的中框制备方法,其特征在于,还包括以下步骤:
6.根据权利要求5所述的中框制备方法,其特征在于,对所述陶瓷边框进行加工的方式包括磨料加工、塑性加工、化学加工、电加工、复合加工和光学加工中的至少一种。
7.根据权利要求5所述的中框制备方法,其特征在于,对所述陶瓷边框进行加工包括:通过喷涂工艺在所述第一紧固结构的表面涂覆金属层。
8.根据权利要求1所述的中框制备方法,其特征在于,还包括以下步骤:
9.根据权利要求1所述的中框制备方法,其特征在于,所述第一紧固结构为榫头,所述第二紧固结构为榫槽。
10.根据权利要求1所述的中框制备方法,其特征在于,所述第一膨胀量与所述第二膨胀量的差值的绝对值不超过所述第二膨胀量的20%。
技术总结
本发明实施例提供了一种中框制备方法,包括以下步骤:取料:取用于生产陶瓷的陶瓷粉末;成型:将所述陶瓷粉末成型成所需形状,获得陶瓷坯料,所述陶瓷坯料上形成有第一紧固结构;烧结:将所述陶瓷坯料烧结得到陶瓷边框;升温:将所述陶瓷边框加热,使得所述陶瓷边框的第一膨胀量与金属中板在熔融状态下的第二膨胀量相等,或使得所述第一膨胀量和所述第二膨胀量的差值在预设范围内;压铸:采用压铸工艺在所述陶瓷边框的基础上压铸出所述金属中板,所述金属中板上形成有与所述第一紧固结构配合连接的第二紧固结构。该中框制备方法极大地减小了内应力地产生,提高了陶瓷边框与金属中板的连接强度,以及连接处的防水性能,整体上提升了产品质量。
技术研发人员:刘飞,杨孟,游志聪
受保护的技术使用者:东莞美景科技有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!