一种非晶合金磁性粉末加工方法与流程
本发明属于非晶合金磁性粉末加工,具体为一种非晶合金磁性粉末加工方法。
背景技术:
1、非晶材料具有高的饱和磁感、高磁导率、低矫顽力和低的高频损耗、良好的强硬度、耐磨性及耐腐蚀性、良好的温度及环境稳定性等,其优异的综合性能,代替坡莫合金、硅钢和铁氧体,在电力电子技术中应用,显示出体积小、效率高、节能等特点,在所有的金属软磁材料中具有最佳的性能价格比。
2、现有的非晶合金粉末在生产时,球磨破碎过程中容易引入杂质,影响产品质量,为此我们提出了一种非晶合金磁性粉末加工方法,来解决这个问题。
技术实现思路
1、针对上述情况,为克服现有技术的缺陷,本发明提供一种非晶合金磁性粉末加工方法,有效的解决了背景技术中提出的问题。
2、为实现上述目的,本发明提供如下技术方案:一种非晶合金磁性粉末加工方法,包括以下步骤:
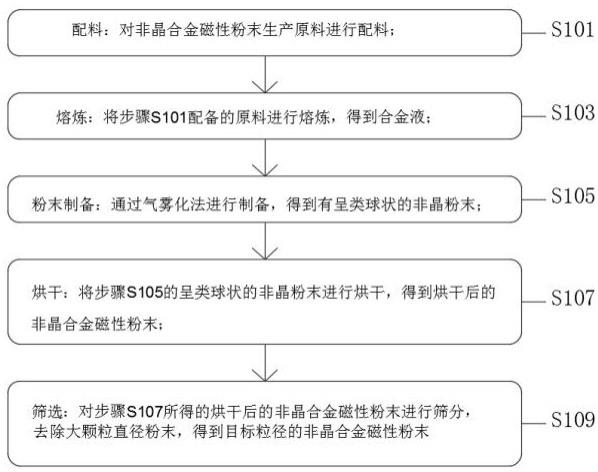
3、s1:配料:对非晶合金磁性粉末生产原料进行配料;
4、s2:熔炼:将步骤s1配备的原料进行熔炼,得到合金液;
5、s3:粉末制备:通过气雾化法进行制备,得到有呈类球状的非晶粉末;
6、s4:烘干:将步骤s3的呈类球状的非晶粉末进行烘干,得到烘干后的非晶合金磁性粉末;
7、s5:筛选:对步骤s4所得的烘干后的非晶合金磁性粉末进行筛分,去除大颗粒直径粉末,得到目标粒径的非晶合金磁性粉末。
8、优选的,所述非晶合金磁性粉末生产原料包括fe、cu、nb、si、p、b。
9、优选的,所述非晶合金磁性粉末生产原料包括以下质量份数:
10、fe60-80份、cu1-3份、nb1-3份、si5-10份、p4-8份、b5-10份。
11、优选的,所述非晶合金磁性粉末生产原料包括以下质量份数:
12、fe60-75份、cu1-2.7份、nb1-2.7份、si5-9份、p4-7份、b5-9份。
13、优选的,所述非晶合金磁性粉末生产原料包括以下质量份数:
14、fe65-80份、cu1.3-3份、nb1.3-3份、si6-10份、p5-8份、b6-10份。
15、优选的,所述非晶合金磁性粉末生产原料包括以下质量份数:
16、fe70份、cu2份、nb2份、si7.5份、p6份、b7.5份。
17、优选的,所述熔炼温度为200-300℃,熔炼时间为20-30min。
18、优选的,所述气雾化法雾化压力为8-10mpa,熔体喷射直径为1-1.5mm。
19、与现有技术相比,本发明的有益效果是:本发明非晶合金磁性粉末加工方法采用的气雾化法可有效降低在雾化过程中的杂质混入,使得本非晶合金磁性粉末更加纯净,质量更加优越,采用本方法原料配比制成的非晶合金磁性粉末磁导率更加稳定,本发明工艺制备便捷,适合推广。
技术特征:
1.一种非晶合金磁性粉末加工方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的一种非晶合金磁性粉末加工方法,其特征在于,所述非晶合金磁性粉末生产原料包括fe、cu、nb、si、p、b。
3.根据权利要求2所述的一种非晶合金磁性粉末加工方法,其特征在于,所述非晶合金磁性粉末生产原料包括以下质量份数:
4.根据权利要求3所述的一种非晶合金磁性粉末加工方法,其特征在于,所述非晶合金磁性粉末生产原料包括以下质量份数:
5.根据权利要求4所述的一种非晶合金磁性粉末加工方法,其特征在于,所述非晶合金磁性粉末生产原料包括以下质量份数:
6.根据权利要求5所述的一种非晶合金磁性粉末加工方法,其特征在于,所述非晶合金磁性粉末生产原料包括以下质量份数:
7.根据权利要求6所述的一种非晶合金磁性粉末加工方法,其特征在于,所述熔炼温度为200-300℃,熔炼时间为20-30min。
8.根据权利要求7所述的一种非晶合金磁性粉末加工方法,其特征在于,所述气雾化法雾化压力为8-10mpa,熔体喷射直径为1-1.5mm。
技术总结
本发明涉及非晶合金磁性粉末加工技术领域,且公开了一种非晶合金磁性粉末加工方法,包括以下步骤:S1:配料:对非晶合金磁性粉末生产原料进行配料;S2:熔炼:将步骤S1配备的原料进行熔炼,得到合金液;S3:粉末制备:通过气雾化法进行制备,得到有呈类球状的非晶粉末;S4:烘干:将步骤S3的呈类球状的非晶粉末进行烘干,得到烘干后的非晶合金磁性粉末;本发明非晶合金磁性粉末加工方法采用的气雾化法可有效降低在雾化过程中的杂质混入,使得本非晶合金磁性粉末更加纯净,质量更加优越,采用本方法原料配比制成的非晶合金磁性粉末磁导率更加稳定,本发明工艺制备便捷,适合推广。
技术研发人员:商燕彬,瞿德林,王晓祥,蒲成刚,李丛俊
受保护的技术使用者:天长市中德电子有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!