一种连续退火炉炉内断带高效处理方法与流程
本发明属于连续退火炉内断带处理,具体涉及一种连续退火炉炉内断带高效处理方法。
背景技术:
1、冷轧大型连续立式退火机组受产线长度长(空套状态下产线长度在3000-3500米左右);退火炉内转向辊高度落差较大(炉内转向辊最大高度落差25米);带钢自重大(按照检修停机所用物料规格计算,炉内单一道次带钢自重在180公斤以上)所影响制约,每次退火炉内断带时,处理一次断带事故平均耗时60个小时左右。
2、文件号为cn108070707b的一种立式连续退火炉快速起炉的方法,在立式连续退火炉检修结束后,确认立式连续退火炉的起炉条件;对立式连续退火炉的炉内气氛进行纯氮气吹扫;对立式连续退火炉进行升温;对立式连续退火炉的炉内气氛进行含氢吹扫;控制立式连续退火炉带钢启动运行。该专利局限在检修后快速起炉,未包含炉内断带处理方法。
3、文件号为cn106854697b,一种立式连续退火炉快速停炉的方法,本发明涉及一种立式连续退火炉快速停炉的方法,主要解决现有技术中立式连续退火炉停炉时的炉内气氛置换和降低炉温过程缓慢,停炉时间较长的技术问题。一种立式连续退火炉快速停炉的方法,包括:1)关闭氢气流量阀,2)炉内通入过渡料,过渡料在炉内的运行速度控制在280-350mpm之间;3)分步降低炉温:第一阶段,正常料与过渡料的焊缝到达最终冷却段时,立式连续退火炉温设置为500℃,第二阶段,连续退火炉的炉温降至500℃时,立式连续退火炉炉内带钢停止运行;再次将炉温设置为300-400℃;4)分步开启炉盖的步骤。本发明方法工艺控制简单,有效降低了立式连续退火炉停炉的时间,实现立式连续退火炉的快速停炉。该专利局限在检修后快速停炉,未包含退火炉内断带处理方法。
4、本发明采用在发现退火炉炉内断带后,进行高效的处理,与上述现有技术不同。
技术实现思路
1、本发明的目的在于提供一种连续退火炉炉内断带高效处理方法。
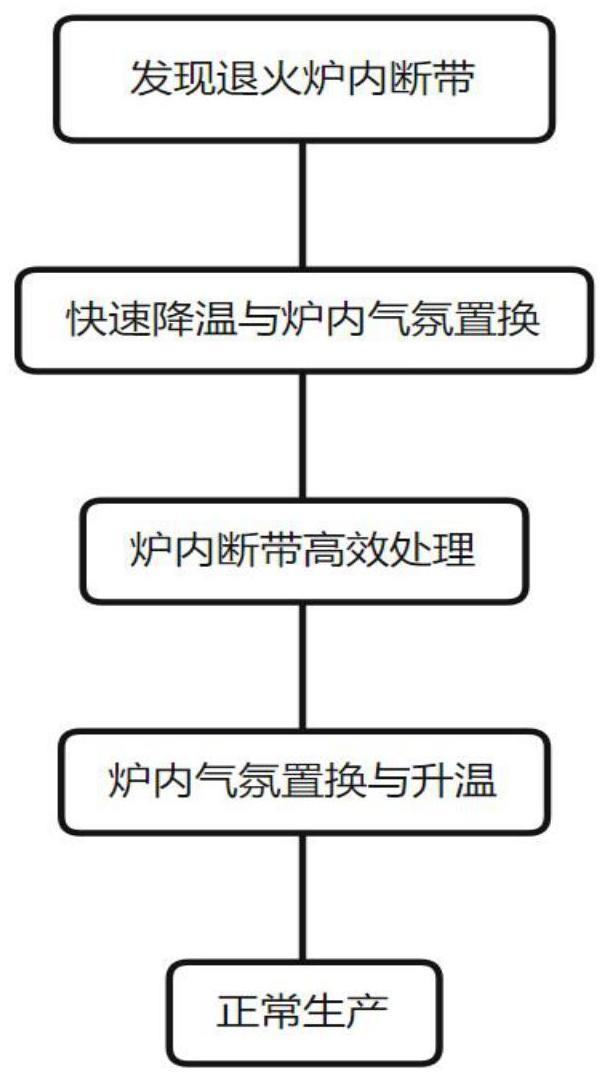
2、本发明解决其技术问题所采用的技术方案是:一种连续退火炉炉内断带高效处理方法,包括以下步骤:
3、1)发现炉内断带后,将烧嘴的控制模式切换到保温模式,关闭电加热器;
4、2)在加热段温度降到600℃以下后,关闭烧嘴及煤气;
5、3)关闭现场煤气阀、氢气阀,保护气体切换成氮气,切换成快速吹扫氮气模式氮气流量由1600nm3/h增加到7500nm3/h,将炉顶放散全部打开;
6、4)打开烧嘴冷却模式将助燃空气加注到辐射管内,通过凉空气在辐射管内流动,降低炉内温度进行快速降温;
7、5)待炉温降至150-200℃时,关闭氮气炉内吹扫,但不关闭氮气手阀,保持退火炉内摄像头吹扫流量200nm3/h;
8、6)关闭烟气分析仪等仪表;
9、7)根据炉内监视器判断断带的位置,确认打开断带处的炉盖,先打开对应位置上炉盖,将炉内热浪释放之后打开下炉盖;
10、8)在打开相应炉盖后,将风机风口对准炉底盖部位向上吹风1小时,局部炉温降到70℃以下后,查看带钢或连接带钢;
11、9)带钢连接后,第一时间封闭好炉盖,进行炉内氮气吹扫,氮气流量控制在7000nm3/h。全线建立张力,炉子各段张力控制3~5kn,全线张力稳定后将带钢以10米/分钟拉出炉子后,速度逐步上升10米/分钟;
12、10)上述条件满足,进行送煤气、点火、升温直到满足退火工艺要求,恢复到正常生产。
13、具体的是,所述连接炉内断带前要保证入、出口活套有30%套量,以满足炉内带钢点动的需要,炉盖打开后,确定断带部分的带钢与炉内设备是否有卡阻的情况,以及炉内带钢与炉壁是否有刮蹭的情况,针对带钢与设备卡阻的情况采用正向或反向点动炉辊的方法来处理,针对带钢刮蹭炉壁的情况采用正向或反向点动带钢的方法来逐渐将刮蹭变形的带钢点动出炉子。
14、具体的是,所述断带处受损带钢点动出炉子后,用手持式电冲击剪或者等离子切割机将受损带钢依次全部切除;受损及变形严重的带钢切除后,将穿带引绳重新穿过因断带而缺失带钢的炉辊,穿带引绳在炉辊上穿好后,将绳子的一头系在梯形带头上,待活套建立好稳定的张力后点动带头并拉动绳子进行穿带作业,梯形带头按照穿带引绳的走向一直穿带到另一处带头附近,两处带钢叠加在一起后,利用电焊或氩弧焊将叠加的带钢焊接。
15、本发明具有以下有益效果:本发明从发现炉内断带后的全流程处理,选用特定方式降温,氮气吹扫炉内模式,达到快速降温,炉内气氛达标,缩短进入退火炉处理断带的时间,采用高效的炉内带钢断带处理方式,以及处理完后快速使炉内氛围达标,升温,提高恢复正常生产,通过带头将穿带引绳将带钢穿入退火炉,在机组建张力的情况下,通过所选定区域内的辊子同步转动,处理断带,提高生产效率,降低人工风险。
技术特征:
1.一种连续退火炉炉内断带高效处理方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的一种连续退火炉炉内断带高效处理方法,其特征在于,所述连接炉内断带前要保证入、出口活套有30%套量,以满足炉内带钢点动的需要,炉盖打开后,确定断带部分的带钢与炉内设备是否有卡阻的情况,以及炉内带钢与炉壁是否有刮蹭的情况,针对带钢与设备卡阻的情况采用正向或反向点动炉辊的方法来处理,针对带钢刮蹭炉壁的情况采用正向或反向点动带钢的方法来逐渐将刮蹭变形的带钢点动出炉子。
3.根据权利要求1所述的一种连续退火炉炉内断带高效处理方法,其特征在于,所述断带处受损带钢点动出炉子后,用手持式电冲击剪或者等离子切割机将受损带钢依次全部切除;受损及变形严重的带钢切除后,将穿带引绳重新穿过因断带而缺失带钢的炉辊,穿带引绳在炉辊上穿好后,将绳子的一头系在梯形带头上,待活套建立好稳定的张力后点动带头并拉动绳子进行穿带作业,梯形带头按照穿带引绳的走向一直穿带到另一处带头附近,两处带钢叠加在一起后,利用电焊或氩弧焊将叠加的带钢焊接。
技术总结
本发明公开了一种连续退火炉炉内断带高效处理方法,解决的技术问题是在发现退火炉炉内断带后,选用特定方式降温,以及氮气吹扫炉内模式,达到快速降温,缩短人员进入退火炉处理断带的时间,随后采用高效的炉内带钢断带处理方式(包括制作带头,建立退火炉张力)。处理完后采用退火炉内气体置换,使炉内氛围达标,以及后续快速升温使炉内具备恢复正常生产的整套从发现断带到恢复生产的方法。
技术研发人员:王汝飞,王洋,孙帅,王锦波,郑雯
受保护的技术使用者:山东钢铁集团日照有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!