一种含铜钢热卷边部锯齿缺陷处理方法与流程
本发明属于含铜钢生产,更具体地说,是涉及一种含铜钢热卷边部锯齿缺陷处理方法。
背景技术:
1、对含铜钢的研制开发主要集中于含铜耐候钢、含铜高强度钢以及含铜抗菌不锈钢,且已经在众多领域被广泛应用。铜可显著提高钢铁材料的耐蚀和抗菌性能,但是铜属于低熔点元素,熔点仅为1083℃,易在加热过程中沿晶界析出形成脆性相,影响板坯的高温塑性。板坯边部由于上、下和侧面三方受热,升温速率相对板坯其他位置较快,产生脆性相量较多,轧制后脆性相大量脱落导致严重的热卷边部锯齿缺陷,大大降低产品的合格率和客户使用的成品率。含铜钢板坯表面裂纹如图7所示。含铜钢热卷边部锯齿缺陷如图8所示。
2、目前行业内预防含铜钢热卷边部锯齿缺陷的方法主要有两种:一是添加贵金属元素镍,有效增加了cu在奥氏体中的固溶度,镍可以与钢中的铜形成镍铜相,熔点提高200℃,可有效提高热卷边部质量。但镍属于贵金属元素,成本高昂。二是通过控制板坯在加热炉中气氛以及加热温度和时间,尽量减少板坯温度>1083℃(铜熔点)的加热时间,减少液相铜在晶界间的析出含量,从而减轻铜脆现象。而对板坯加热前段、后段工序的配合生产工艺鲜有提及,实际生产降低板坯加热温度和减少板坯加热时间对轧制负荷及轧制稳定性的影响不利。
3、公开号为cn 1129414124a的专利公开了一种新型铁路车辆用耐蚀钢及其制造方法,该钢种中添加了0.21%~0.49%cu和0.051%~0.089%sb,为防止低熔点元素cu、sb在带钢表面的析出造成的表面缺陷,采用高温短时烧钢技术,板坯经加热炉加热至1200℃~1250℃,且保证板坯加热段和均热段在炉时间不大于150mi n。本专利采用的是高温出炉,且短时烧钢会导致板坯加热不充分,板坯各部位温度控制不均匀,后续轧制不稳定,且板坯低温区轧制时容易超出轧制负荷,容易产生轧制事故。
4、专利号cn 107881429a公开了一种热轧高强耐候钢及其制造方法,所述板坯进行加热时,采用步进式加热炉,出炉温度为1240℃~1280℃,加热时间为160mi n~300mi n。加热过程分为预热段、加热一段、加热二段、均热段,预热段出口温度≤500℃,加热一段出口温度为700℃~900℃,加热二段出口温度为1240℃~1280℃,升温速率12℃/mi n~15℃/mi n,均热段出口温度为1260℃~1280℃,所述均热段时间不超过35mi n。加热一段空气过剩系数为1.10~1.35,所述加热二段空气过剩系数为0.95~1.05,所述均热段气过剩系数为0.90~1.00,实现弱还原性均热。均热段残氧分析仪测量值小于1.0%。为了实现弱还原性气氛,结合板坯加热温度设定,在此气氛下可以有效降低发生“铜脆”问题的风险,保证钢板表面质量,避免出现翘皮等缺陷。本发明专利仅从加热炉各段加热温度、时间和气氛方面采取措施预防热卷表面“铜脆”缺陷,且板坯属于高温出炉。对于连铸板坯表面缺陷的预防、热卷边部锯齿边缺陷以及板坯轧制工艺的匹配在该专利中并没有改进措施。
5、专利号cn105239007b公开了一种无镍高韧性耐候钢及其制造方法,为使板坯温度快速通过1100℃~1200℃铜致热裂纹敏感温度,对连铸板坯加热:加热炉中采用三段加热工艺,第一段:预热段温度设定700℃~850℃;第二段:分为加热2-1段和加热2-2段,加热2-1段温度设定1050℃~1200℃,使板坯温度快速通过1100℃~1200℃铜致热裂纹敏感温度;加热2-2段温度设定1200℃~1290℃;第三段:均热段炉气温度设定为1220℃~1270℃;保证板坯出炉温度1200℃~1250℃,且板坯表面和心部温差小于25℃。本专利仅从控制板坯加热工艺方面克服热轧过程中的铜致裂纹。以上公开的专利中,任何一种制造方法都没有做到从板坯生产到轧制全流程预防热裂纹,同时针对板坯的加热效果以及后续的轧制稳定性进行匹配性工艺控制。
6、然而,该技术没有涉及本申请的技术问题和技术方案。
技术实现思路
1、本发明所要解决的技术问题是:针对现有技术的不足,提供一种步骤简单,针对含铜钢热卷易边部产生锯齿缺陷问题,集中于全流程控制含铜钢热卷边部锯齿缺陷生产,实现制造的含铜钢板坯表面及热卷边部质量优良,轧制稳定性高的含铜钢热卷边部锯齿缺陷处理方法。
2、要解决以上所述的技术问题,本发明采取的技术方案为:
3、本发明为一种含铜钢热卷边部锯齿缺陷处理方法,所述的含铜钢热卷边部锯齿缺陷处理方法的处理步骤为:
4、s1.含铜钢板坯连铸时,采用长水口并使用耐候钢保护渣保护浇铸,氩气密封,含铜钢板坯拉速≤1.5m/mi n,过热度控制在10℃~25℃;
5、s2.连铸后切割的含铜钢板坯采用热装轧制,保证含铜钢板坯入炉温度≥400℃,利用物理热缩短板坯炉内加热时间;含铜钢板坯在加热一段末温度≤1050℃,为保证板坯烧透,加热二段满流量烧钢;均热段快速加热,含铜钢板坯升温速率≥2℃/mi n,相比于加热炉前面三段,后两段的加热炉内空燃比降低>0.2,煤气流量提高>60%;
6、s3.步进式加热炉后两段炉壁黑度在0.90以上;
7、s4.含铜钢板坯在加热炉内与步进梁接触,步进梁为带通孔的结构。
8、所述的含铜钢板坯加热采用步进式加热炉,步进式加热炉炉内分为五段,分别为预热段、预加热段、加热一段、加热二段和均热段。
9、所述的含铜钢板坯连铸时,二冷水选取弱冷方式,二冷水进水压力1.15mpa,二冷水流量控制在360~600nm3/h,比水量0.73~0.97l/kg。
10、所述的含铜钢板坯经过加热二段和均热段的时间之和<60mi n,含铜钢板坯出炉温度控制在1170℃~1210℃。
11、连铸后切割的含铜钢板坯采用热装轧制时,控制加热炉内气氛为还原性气氛,空气过剩系数控制在0.90~0.95。
12、所述的含铜钢板坯出炉后,采用高压除鳞水吹扫去除表面氧化皮。
13、采用高压除鳞水吹扫去除表面氧化皮后,含铜钢板坯进行多道次往返粗轧,粗轧末道次温度≤1080℃。
14、所述的步进式加热炉的加热二段和均热段在炉膛上部分别安装大量“烟囱”形状且黑度>0.90的辐射部件。
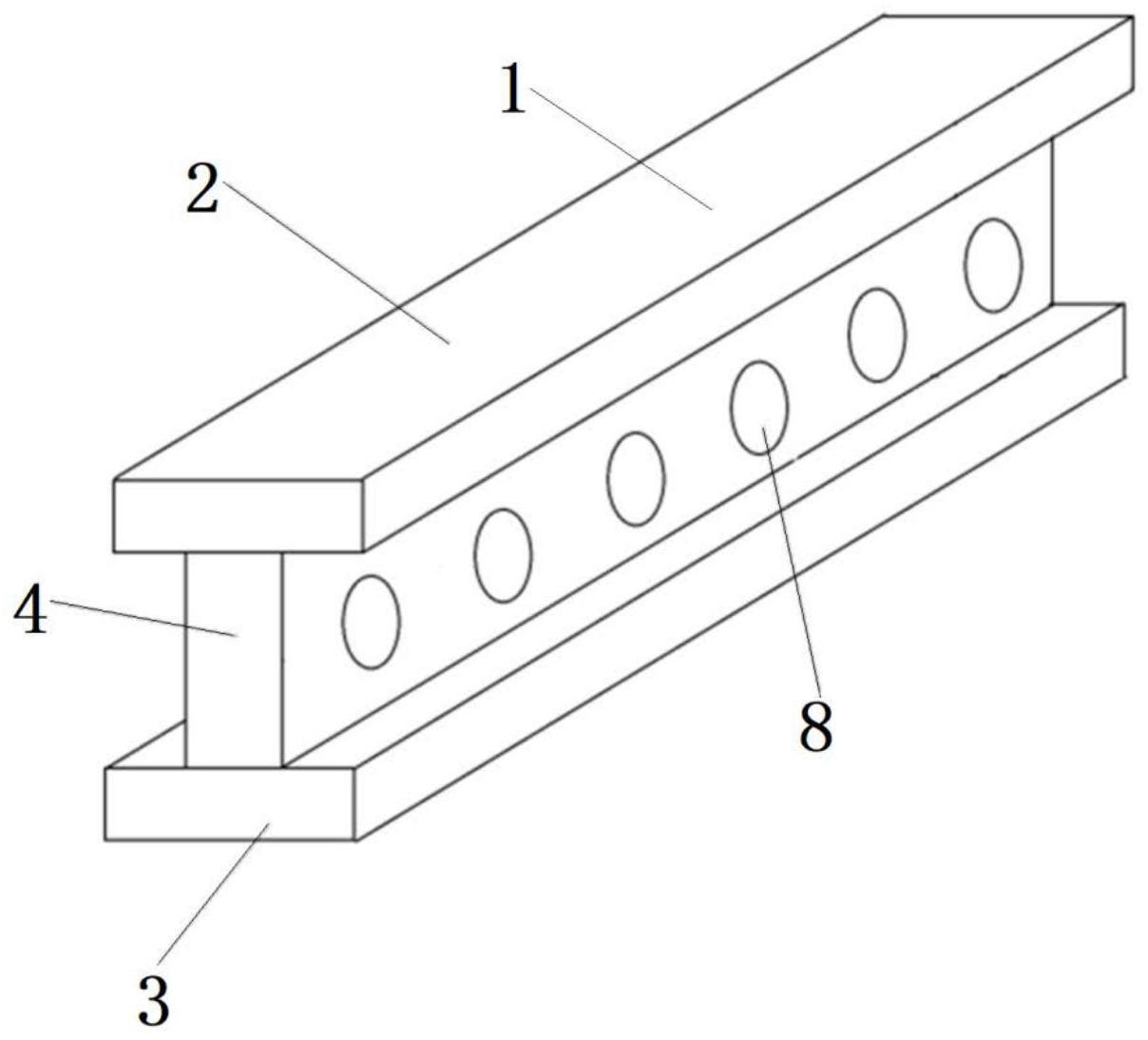
15、所述的步进梁包括上支撑面、下支撑面、连接部,上支撑面、下支撑面、连接部设置为呈工字型结构,连接部上按间隙设置多个通孔。
16、所述的连铸后切割的含铜钢板坯采用热装轧制时,采用“3+5”八道次轧制。
17、采用本发明的技术方案,工作原理及有益效果如下所述:
18、本发明所述的含铜钢热卷边部锯齿缺陷处理方法,集中于全流程控制,从连铸到粗轧,针对含铜钢处于热裂纹敏感温度范围内的全流程过程控制,形成关键工艺,优化步进式加热炉的构造,有效解决了抑制含铜钢热卷边部锯齿缺陷难题,保证连铸及轧制生产的稳定性。
技术特征:
1.一种含铜钢热卷边部锯齿缺陷处理方法,其特征在于:所述的含铜钢热卷边部锯齿缺陷处理方法的处理步骤为:
2.根据权利要求1所述的含铜钢热卷边部锯齿缺陷处理方法,其特征在于:所述的含铜钢板坯加热采用步进式加热炉,步进式加热炉炉内分为五段,分别为预热段、预加热段、加热一段、加热二段和均热段。
3.根据权利要求1或2所述的含铜钢热卷边部锯齿缺陷处理方法,其特征在于:所述的含铜钢板坯连铸时,二冷水选取弱冷方式,二冷水进水压力1.15mpa,二冷水流量控制在360~600nm3/h,比水量0.73~0.97l/kg。
4.根据权利要求2所述的含铜钢热卷边部锯齿缺陷处理方法,其特征在于:所述的含铜钢板坯经过加热二段和均热段的时间之和<60min,含铜钢板坯出炉温度控制在1170℃~1210℃。
5.根据权利要求1或2所述的含铜钢热卷边部锯齿缺陷处理方法,其特征在于:连铸后切割的含铜钢板坯采用热装轧制时,控制加热炉内气氛为还原性气氛,空气过剩系数控制在0.90~0.95。
6.根据权利要求1或2所述的含铜钢热卷边部锯齿缺陷处理方法,其特征在于:所述的含铜钢板坯出炉后,采用高压除鳞水吹扫去除表面氧化皮。
7.根据权利要求6所述的含铜钢热卷边部锯齿缺陷处理方法,其特征在于:采用高压除鳞水吹扫去除表面氧化皮后,含铜钢板坯进行多道次往返粗轧,粗轧末道次温度≤1080℃。
8.根据权利要求1或2所述的含铜钢热卷边部锯齿缺陷处理方法,其特征在于:所述的步进式加热炉的加热二段和均热段在炉膛上部分别安装大量“烟囱”形状且黑度>0.90的辐射部件。
9.根据权利要求1或2所述的含铜钢热卷边部锯齿缺陷处理方法,其特征在于:所述的步进梁(1)包括上支撑面(2)、下支撑面(3)、连接部(4),上支撑面(2)、下支撑面(3)、连接部(4)设置为呈工字型结构,连接部(4)上按间隙设置多个通孔。
10.根据权利要求1或2所述的含铜钢热卷边部锯齿缺陷处理方法,其特征在于:所述的连铸后切割的含铜钢板坯采用热装轧制时,采用“3+5”八道次轧制。
技术总结
本发明属于含铜钢生产技术领域的含铜钢热卷边部锯齿缺陷处理方法。含铜钢板坯连铸时,拉速≤1.5m/mi n,过热度控制在10℃~25℃;连铸后切割的含铜钢板坯采用热装轧制,入炉温度≥400℃,利用物理热缩短板坯炉内加热时间;在加热一段末温度≤1050℃,加热二段满流量烧钢;均热段快速加热,含铜钢板坯升温速率≥2℃/mi n,相比于加热炉前面三段,后两段的加热炉内空燃比降低>0.2,煤气流量提高>60%;步进式加热炉后两段炉壁黑度在0.90以上;含铜钢板坯在加热炉内与步进梁接触,步进梁为带通孔的结构。本发明所述的含铜钢热卷边部锯齿缺陷处理方法,集中于全流程控制,实现制造的含铜钢板坯表面及热卷边部质量优良,轧制稳定性高。
技术研发人员:郭锐,胡学文,汪飞,何博,石践,王海波,游慧超,孙照阳,闻成才,戴思源,文亮
受保护的技术使用者:马鞍山钢铁股份有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!