一种降低6061铝合金板材内应力的生产方法与流程
本发明属于铝合金加工制造,具体涉及一种降低6061铝合金板材内应力的生产方法。
背景技术:
1、随着各国二氧化碳排放,温室气体猛增,对生命系统形成威胁,世界各国已全球协约的方式减排温室气体;铝合金材料具有密度低、焊接性能优良、硬度和比强度高、加工性能良好、耐蚀性较好和韧性较高等优点,长期以来在各种装备等领域有着广泛的应用,绿色能源也更加收到关注,光伏项目以更快的速度进行建设,铝合金在光伏设备中也扮演着更加重要的使命;
2、6061t651铝合金作为最常用的铝合金之一,由于具有良好的综合性能,广泛用于制造各种设备零部件;6061铝合金板材在热处理时一般采用530~560℃范围保温,淬火过程中,由于板材表面和中心层存在温度梯度,会产生较大的内部残余应力,现有的t651工艺可以通过拉伸使板材纵向产生2.0±0.4%左右的永久塑性变形,消除板材淬火应力的90%以上,但光伏设备用板材,采用整板(一般规格为2m*2m)深加工,现有加工工艺残存的内应力及加工时产生的应力仍会导致板材加工时产生加大的加工变形,且现有工艺生产的原始板材整体平面度较大,后期使用时需要较大的铣面量来保证工件平面度,大量加工会导致板材加工内应力增加,板材加工变形更大。
技术实现思路
1、本发明的技术任务是针对以上现有技术的不足,本发明为提高产品市场竞争力,并优化现有热处理工艺、改善板材整面平整度与内应力,提供一种降低6061铝合金板材内应力的生产方法。
2、本发明解决其技术问题所采用的技术方案是:本发明提供一种降低6061铝合金板材内应力的生产方法,包括以下主要的步骤:
3、a、按照预定的各化学元素质量百分比进行配料、熔炼、炉内精炼、在线除气、在线过滤,将铝液铸造成铝合金铸锭;
4、b、待铸锭冷却后将头尾切除,然后铣去铸锭表层;
5、c、将锯切、铣面后的铸锭放入推进式加热炉加热,金属温度:500±5℃,保温时间3±1h小时;
6、d、保温结束后开始轧制,开轧温度控制在450~500℃,终轧温度控制在290~330℃;
7、e、待板材冷却后进行固溶,金属温度:535±5℃,保温2h±5min;
8、f、板材固溶结束后直接出炉淬火;
9、g、淬火后板材停放8~24h后即可拉伸,拉伸率2.8%-3.0%;
10、h、将拉伸后板材锯切成品;
11、i、成品板材入时效炉,金属温度200±3℃,保温12h±5min。
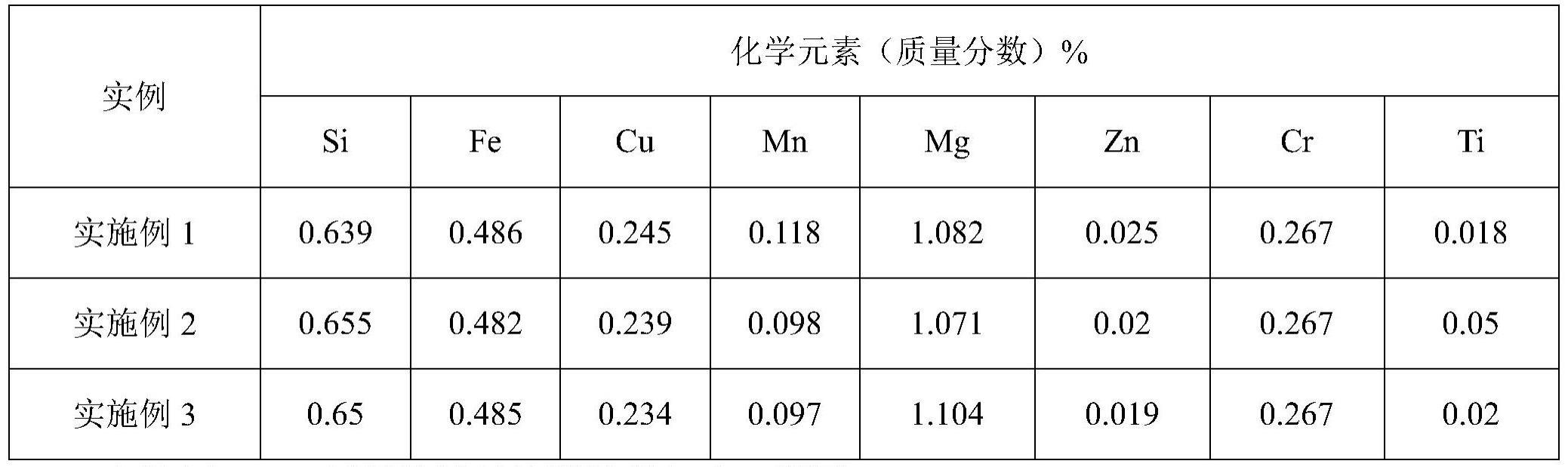
12、进一步地,所述铝合金板材由以下化学元素按照质量百分比组成,si:0.4%~0.8%、fe:≤0.7%、cu:0.15%~0.4%、mn:≤0.15%、mg:0.8%~1.2%、zn:≤0.25%、cr:0.04%~0.35%、ti:≤0.15%、单个杂质≤0.05%、杂质合计≤0.15%、余量为al。
13、进一步地,步骤a过程如下,将各元素配料分别投入熔炼炉中,使用熔剂进行覆盖,待炉中物料完全熔化后充分搅拌,再经过精炼,扒渣、获得合格的化学成分,然后利用氩氯混合气体将铝液中的氢与细小的杂质带到熔体的表面,减少熔体的氢气含量。
14、进一步地,步骤f淬火水压为,高压区:上水压0.7±0.5bar,下水压1.2±0.5bar;低压区上、下水压均为1.2±0.5bar。
15、进一步地,步骤f板材运行速度13±0.3m/min,喷嘴距离板材高度250±4mm。
16、进一步地,步骤g拉伸过程中不使用顶升设备,在板材发生塑性变形时不在施加外力,保证应力的消除。
17、进一步地,步骤g拉伸过程中预设屈服强度90±10mpa,拉伸速率≤8mm/s。
18、进一步地,所述6061铝合金板材,合金是状态是6061-t651,厚度是40-80mm。
19、进一步地,所述6061铝合金板材,抗拉强度290~293mpa,规定非比例延伸强度260~265mpa,断后延伸率11.3~13.6%。
20、进一步地,所述6061铝合金板材,加工前整板平直度1.5~1.9mm,粗加工后整板平直度2.6~3.1mm。
21、与现有技术相比,本发明的有益效果为:
22、本发明提供了降低光伏设备用6061t651铝合金板材内应力的热处理工艺,工艺包括:配料→熔炼→精炼→铸造→锯切→铣面→加热→热轧→固溶淬火→拉伸→锯切→时效→包装。本发明通过调整优化热处理工艺,在保证板材性能的前提下,提高了板材整面平直度,而且大大降低了板材内部应力,板材后期机械加工时变形量小,有效的提高了生产效率、降低后期深加工成本。
23、本发明固溶过程中采用低固溶温度,节约能源消耗,降低生产成本;
24、本发明淬火过程中降低淬火水压,减小板材中心与表面的温度梯度,降低板材的残余应力;
25、本发明生产的板材整面平直度小,表面质量良好,有利于降低后期深加工的加工量;
26、本发明生产的板材机械加工性能好,可满足客户整板大铣面量的要求,有利于提高客户的满意度。
技术特征:
1.一种降低6061铝合金板材内应力的生产方法,其特征在于,包括以下主要的步骤:
2.根据权利要求1所述的一种降低6061铝合金板材内应力的生产方法,其特征在于,所述铝合金板材由以下化学元素按照质量百分比组成,si:0.4%~0.8%、fe:≤0.7%、cu:0.15%~0.4%、mn:≤0.15%、mg:0.8%~1.2%、zn:≤0.25%、cr:0.04%~0.35%、ti:≤0.15%、单个杂质≤0.05%、杂质合计≤0.15%、余量为al。
3.根据权利要求1所述的一种降低6061铝合金板材内应力的生产方法,其特征在于,步骤f淬火水压为,高压区:上水压0.7±0.5bar,下水压1.2±0.5bar;低压区上、下水压均为1.2±0.5bar。
4.根据权利要求1所述的一种降低6061铝合金板材内应力的生产方法,其特征在于,步骤f板材运行速度13±0.3m/min,喷嘴距离板材高度250±4mm。
5.根据权利要求1所述的一种降低6061铝合金板材内应力的生产方法,其特征在于,步骤g拉伸过程中不使用顶升设备,在板材发生塑性变形时不在施加外力,保证应力的消除。
6.根据权利要求1所述的一种降低6061铝合金板材内应力的生产方法,其特征在于,步骤g拉伸过程中预设屈服强度90±10mpa,拉伸速率≤8mm/s。
7.根据权利要求1所述的一种降低6061铝合金板材内应力的生产方法,其特征在于,所述6061铝合金板材,合金是状态是6061-t651,厚度是40-80mm。
8.根据权利要求1所述的一种降低6061铝合金板材内应力的生产方法,所述6061铝合金板材,抗拉强度290~293mpa,规定非比例延伸强度260~265mpa,断后延伸率11.3~13.6%。
9.根据权利要求1所述的一种降低6061铝合金板材内应力的生产方法,所述6061铝合金板材,加工前整板平直度1.5~1.9mm,粗加工后整板平直度2.6~3.1mm。
技术总结
本发明提供了一种降低6061铝合金板材内应力的生产方法,包括:配料→熔炼→精炼→铸造→锯切→铣面→加热→热轧→固溶淬火→拉伸→锯切→时效→包装。本发明通过调整优化热处理工艺,在保证板材性能的前提下,提高了板材整面平直度,而且大大降低了板材内部应力,板材后期机械加工时变形量小,有效的提高了生产效率、降低后期深加工成本。
技术研发人员:刘斌,田景印,赵信城,郭子康,王兆立,李俊儒,陈志轩
受保护的技术使用者:天津忠旺铝业有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!