一体式压铸铝合金材料成型工艺的制作方法
本发明涉及铝合金成型,具体为一体式压铸铝合金材料成型工艺。
背景技术:
1、对铝合金压铸件的铸造而言,传统的高压铸造过程,主要包括低速压射、高速压射和增压共3个阶段。由于在压铸时铝合金液高速高压填充型腔,这不可避免地给铝合金液在型腔内包卷气体,从而形成气孔缺陷,使铸件的致密度降低。又由于铸件气孔的存在,铸件无法借助t6与t7热处理使力学性能提高,这使得传统的压铸件难以满足高强高韧的力学性能要求。
2、目前在对铝合金材料进行压铸成型时,需要人工进行成型模具的安装,在对不同形状的铝合金材料进行压铸成型时要采用不同的成型模具,而且成型模具重量较重,人工更换不仅费时费力,而且更换效率低,另外在铝合金材料成型后,通过冷却流道对型腔内部的成型件进行冷却效率低,导致铝合金材料的压铸成型效率降低。
3、为此,我们提出了一体式压铸铝合金材料成型工艺。
技术实现思路
1、针对现有技术的不足,本发明提供了一体式压铸铝合金材料成型工艺,用于实现对成型模具的自动更换,同时提高对成型模具的更换效率,加速铝合金材料成型件的冷却固化效率。
2、为实现以上目的,本发明通过以下技术方案予以实现:一体式压铸铝合金材料成型工艺,具体包括以下步骤:
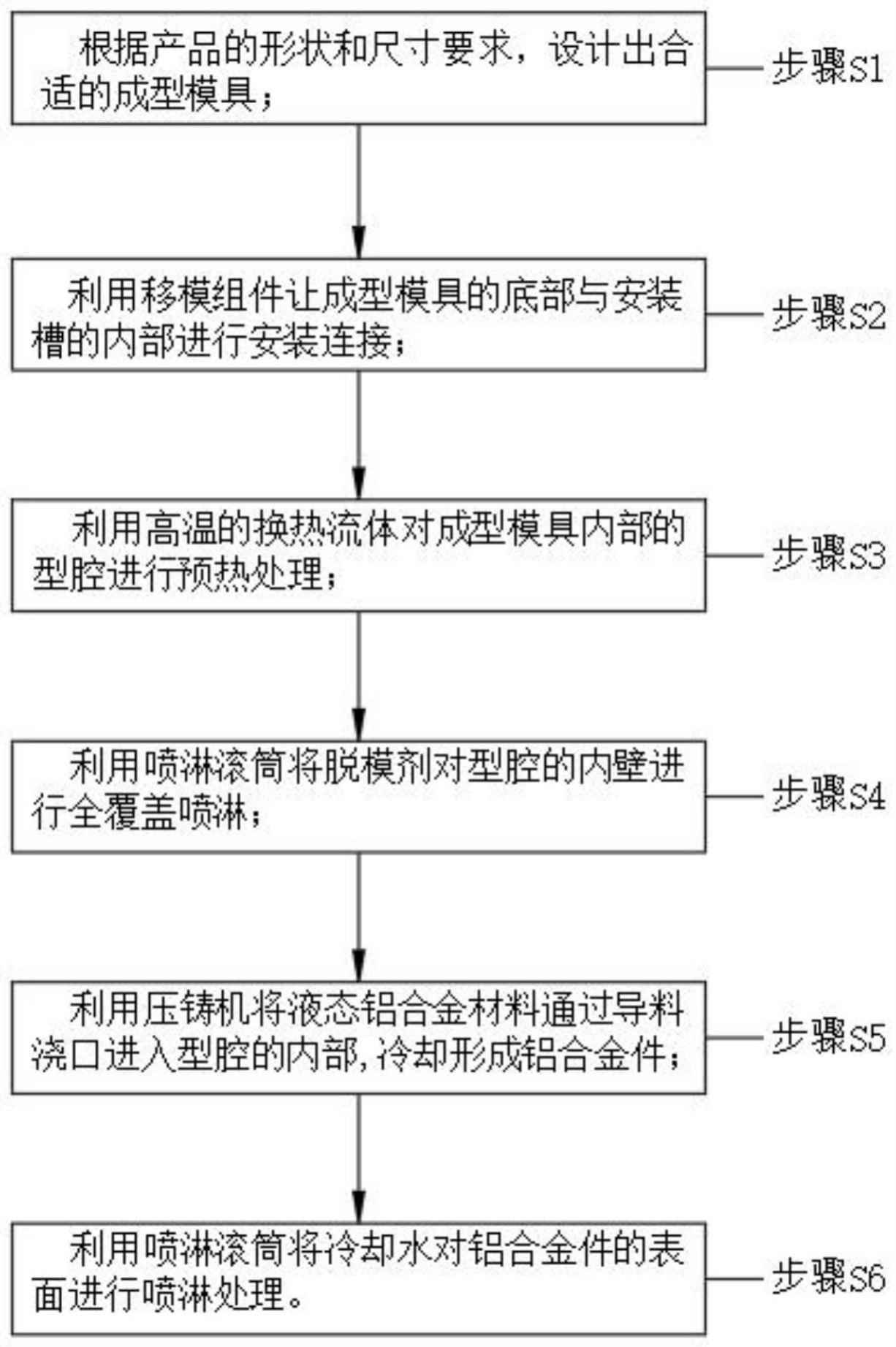
3、步骤s1:首先根据产品的形状和尺寸要求,设计出合适的成型模具,将成型模具放置在压铸机架上,接着选择合适的铝合金材料,并通过感应炉将其熔化成液态;
4、步骤s2:通过第一电动滑台带动移模架在固定架上向右侧滑动,接着利用两个第一伺服电缸的驱动端带动连接块插入成型模具上的凹槽中,同时控制升降架两侧的限位架对成型模具的两侧进行限位,再通过第三电动滑台带动升降架向上抬升,使成型模具的底部与压铸机架的顶端脱离,利用第一电动滑台带动移模架向左侧滑动,将成型模具转移至安装槽的正上方,控制升降架下降,让成型模具的底部与安装槽的内部进行安装连接;
5、步骤s3:在将成型模具放置到安装槽的内部后,利用在成型模具内部的冷却流道中通入高温的换热流体,利用高温的换热流体对成型模具内部的型腔进行预热处理;
6、步骤s4:通过两个连接块和成型模具中动模块两侧的凹槽进行配合连接,利用升降架配合连接块带动成型模具进行开模,再利用第二伺服电缸的驱动端带动固定块向成型模具的一侧移动,固定块带动喷淋滚筒进入成型模具的动模块和前模块之间,通过微型电机的输出轴配合驱动齿轮与外齿圈控制喷淋滚筒在固定块的内部进行转动,对喷淋滚筒的喷淋口朝向进行任意调节,让喷淋滚筒对型腔内部进行全覆盖式的喷淋处理,通过进液管和导液管向喷淋滚筒的内部送入脱模剂,脱模剂通过喷淋滚筒的喷淋口喷向型腔的内壁;
7、步骤s5:对型腔的内部完成脱模剂的喷淋处理后,利用升降架配合连接块带动成型模具进行闭模,利用压铸机将液态铝合金材料通过导料浇口进入型腔的内部,待铝合金冷却硬化,形成铝合金件;
8、步骤s6:利用升降架配合连接块带动成型模具进行开模,控制喷淋滚筒位移至铝合金件的上方,通过进液管和导液管向喷淋滚筒的内部送入冷却水,冷却水通过喷淋滚筒的喷淋口喷向铝合金件的表面。
9、优选的,所述压铸机架顶部的一侧活动设置有成型模具,且压铸机架顶部的一侧还设置有与成型模具相配合的安装槽,所述压铸机架顶部的前后侧均固定设置有固定架,且两个固定架的顶部均固定设置有第一电动滑台,两个所述第一电动滑台的一侧均滑动设置有移模架,且两个移模架相对的一侧均设置有移模组件,所述压铸机架的一侧还设置有第二电动滑台,且第二电动滑台的一侧还滑动设置有喷淋机构。
10、优选的,所述成型模具由动模块和前模块组成,且动模块和前模块相对的一侧之间均设置有用于材料成型的型腔,所述动模块与前模块的内部还设置有冷却流道,且两个冷却流道的内部相互连通,所述动模块的顶部还设置有导料浇口,且导料浇口的内部与型腔的内部连通。
11、优选的,所述前模块顶部的四周均设置有定位柱,且动模块底部的四周均设置有与定位柱相配合的定位孔,所述动模块和前模块的两侧均设置有凹槽。
12、优选的,所述移模组件包括连接块,所述移模架的一侧设置有两个第三电动滑台,且两个第三电动滑台的一侧均滑动设置有升降架,所述升降架的一侧固定设置有第一伺服电缸,且升降架的另一侧活动设置有连接块。
13、优选的,所述第一伺服电缸的驱动端与连接块的一侧固定连接,所述升降架的两侧均滑动设置有限位架,且两个限位架均采用l型,其中升降架内部的两侧均设置有微型电缸,且两个微型电缸的驱动端分别与两个限位架的一侧固定连接。
14、优选的,所述喷淋机构包括喷淋滚筒,所述第二电动滑台的一侧滑动设置有安装架,且安装架的顶部活动设置有调节架,所述调节架的内部活动设置有喷淋滚筒,且喷淋滚筒的底部设置有喷淋口。
15、优选的,所述喷淋口的两侧分别朝向两侧倾斜设置,喷淋口的中部呈竖直状态。
16、优选的,所述调节架的内部设置有第二伺服电缸,且第二伺服电缸的驱动端固定设置有固定块,所述喷淋滚筒的一端与固定块的内部转动连接,且固定块的一侧还设置有进液管,所述进液管的一端通过导液管与喷淋滚筒的内部转动连接,且进液管的另一侧设置有两个进液连接口。
17、优选的,所述安装架的一侧设置有两个第三伺服电缸,且两个第三伺服电缸的驱动端均与调节架的一侧固定连接,所述调节架底部的两侧均固定设置有限位滑杆,且两个限位滑杆的底端均与安装架的内部滑动连接。
18、与现有技术相比具备以下有益效果:
19、1、通过移模组件将成型模具转移至安装槽的内部,实现对成型模具在压铸机架上的自动安装,提高对成型模具的更换效率;同时利用两个移模组件实现对成型模具的自动开模和闭模操作,在对铝合金材料进行成型前,通过压铸机架一侧的第二电动滑台带动喷淋机构对成型模具的内部进行脱模剂的自动喷淋,从而便于铝合金材料在成型模具内部成型后的脱模操作,并且在铝合金材料在成型模具的内部完成压铸成型后,通过控制成型模具进行开模,再通过喷淋机构对铝合金材料成型件的表面进行冷却水的喷淋处理,提高铝合金材料成型件的冷却固化效率,完成对铝合金材料的一体式压铸成型加工。
20、2、通过两个移模组件和成型模具两侧的凹槽配合连接,对成型模具整体进行转移,实现成型模具与压铸机架顶部安装槽的自动安装连接,便于对不同型腔成型模具的快速更换,另外在将成型模具放置到安装槽的内部后,利用在成型模具内部的冷却流道中通入高温的换热流体,利用高温的换热流体对成型模具内部的型腔进行预热处理,减少液态铝合金材料在进入型腔内部后的温差,保证液态铝合金材料在型腔内部的流动性,从而有效提高铝合金材料压铸成型质量。
21、3、通过微型电机的输出轴配合驱动齿轮与外齿圈控制喷淋滚筒在固定块的内部进行转动,从而对喷淋滚筒的喷淋口朝向进行任意调节,让喷淋滚筒能够对型腔内部进行全覆盖式的喷淋处理,避免在型腔内部进行脱模剂的喷淋时存在死角。
技术特征:
1.一体式压铸铝合金材料成型工艺,其特征在于:具体包括以下步骤:
2.根据权利要求1所述的一体式压铸铝合金材料成型工艺,其特征在于:所述压铸机架(1)顶部的一侧活动设置有成型模具(2),且压铸机架(1)顶部的一侧还设置有与成型模具(2)相配合的安装槽(3),所述压铸机架(1)顶部的前后侧均固定设置有固定架(4),且两个固定架(4)的顶部均固定设置有第一电动滑台(5),两个所述第一电动滑台(5)的一侧均滑动设置有移模架(6),且两个移模架(6)相对的一侧均设置有移模组件,所述压铸机架(1)的一侧还设置有第二电动滑台(7),且第二电动滑台(7)的一侧还滑动设置有喷淋机构。
3.根据权利要求2所述的一体式压铸铝合金材料成型工艺,其特征在于:所述成型模具(2)由动模块和前模块组成,且动模块和前模块相对的一侧之间均设置有用于材料成型的型腔,所述动模块与前模块的内部还设置有冷却流道,且两个冷却流道的内部相互连通,所述动模块的顶部还设置有导料浇口,且导料浇口的内部与型腔的内部连通。
4.根据权利要求3所述的一体式压铸铝合金材料成型工艺,其特征在于:所述前模块顶部的四周均设置有定位柱,且动模块底部的四周均设置有与定位柱相配合的定位孔,所述动模块和前模块的两侧均设置有凹槽。
5.根据权利要求2所述的一体式压铸铝合金材料成型工艺,其特征在于:所述移模组件包括连接块(11),所述移模架(6)的一侧设置有两个第三电动滑台(12),且两个第三电动滑台(12)的一侧均滑动设置有升降架(13),所述升降架(13)的一侧固定设置有第一伺服电缸(14),且升降架(13)的另一侧活动设置有连接块(11)。
6.根据权利要求5所述的一体式压铸铝合金材料成型工艺,其特征在于:所述第一伺服电缸(14)的驱动端与连接块(11)的一侧固定连接,所述升降架(13)的两侧均滑动设置有限位架(15),且两个限位架(15)均采用l型,其中升降架(13)内部的两侧均设置有微型电缸,且两个微型电缸的驱动端分别与两个限位架(15)的一侧固定连接。
7.根据权利要求2所述的一体式压铸铝合金材料成型工艺,其特征在于:所述喷淋机构包括喷淋滚筒(21),所述第二电动滑台(7)的一侧滑动设置有安装架(22),且安装架(22)的顶部活动设置有调节架(23),所述调节架(23)的内部活动设置有喷淋滚筒(21),且喷淋滚筒(21)的底部设置有喷淋口。
8.根据权利要求7所述的一体式压铸铝合金材料成型工艺,其特征在于:所述喷淋口的两侧分别朝向两侧倾斜设置,喷淋口的中部呈竖直状态。
9.根据权利要求7所述的一体式压铸铝合金材料成型工艺,其特征在于:所述调节架(23)的内部设置有第二伺服电缸(24),且第二伺服电缸(24)的驱动端固定设置有固定块(25),所述喷淋滚筒(21)的一端与固定块(25)的内部转动连接,且固定块(25)的一侧还设置有进液管(26),所述进液管(26)的一端通过导液管与喷淋滚筒(21)的内部转动连接,且进液管(26)的另一侧设置有两个进液连接口。
10.根据权利要求7所述的一体式压铸铝合金材料成型工艺,其特征在于:所述安装架(22)的一侧设置有两个第三伺服电缸(27),且两个第三伺服电缸(27)的驱动端均与调节架(23)的一侧固定连接,所述调节架(23)底部的两侧均固定设置有限位滑杆,且两个限位滑杆的底端均与安装架(22)的内部滑动连接。
技术总结
本发明涉及铝合金成型技术领域,具体为一体式压铸铝合金材料成型工艺,包括对成型模具的自动安装、预热,脱模剂的喷淋,材料的注入成型,冷却水的喷淋处理。本发明通过移模组件将成型模具转移至安装槽的内部,实现对成型模具在压铸机架上的自动安装,在对铝合金材料进行成型前,通过压铸机架一侧的第二电动滑台带动喷淋机构对成型模具的内部进行脱模剂的自动喷淋,从而便于铝合金材料在成型模具内部成型后的脱模操作,并且在铝合金材料在成型模具的内部完成压铸成型后,通过喷淋机构对铝合金材料成型件的表面进行冷却水的喷淋处理,提高铝合金材料成型件的冷却固化效率,完成对铝合金材料的一体式压铸成型加工。
技术研发人员:苏家林,莫立志,李鑫
受保护的技术使用者:安徽永茂泰铝业有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!