一种TC6锻件表面酸洗方法与流程
本发明技术属于金属表面处理,具体涉及一种tc6锻件表面酸洗方法。
背景技术:
1、钛及钛合金具有比强度高、耐蚀性能好等优点,在航空等领域得到了广泛应用。但是钛合金化学活性较高,在锻造过程中,由于氧元素的扩散,会在钛合金表面生成富氧α层,使材料表面硬度增加,塑性降低,继续变形或受力时容易在钛合金表面形成细小裂纹,导致零件开裂,严重影响产品质量。因此去除钛合金表面α层,对保证钛合金零件的机械性能,提高其使用性能具有重要意义。
2、某型号发动机tc6材料锻件表面非加工面α层厚度较厚,一般约0.20mm,不超过0.30mm,目前表面处理技术领域常使用硝酸、氢氟酸和去离子水的混合溶液酸洗去除钛合金表面α层。钛合金材料酸洗过程中会反应产生氢气(2ti+6hf=2tif2+3h2↑),而钛合金对氢具有较强的亲和力,易造成材料发生氢脆。根据氢气产生化学式分析,材料中氢含量的增加与参与反应的钛含量有关,同规格下酸洗去除量越大,吸氢风险越大。且试验发现与tc2、tc4、tc8等α+β双相钛合金材料相比,采用同槽硝酸和氢氟酸溶液处理,tc6材料更易吸氢,并出现氢含量不合格问题。
技术实现思路
1、有鉴于此,本发明提供一种tc6锻件表面酸洗方法,用于酸洗去除航空发动机tc6材料锻件表面的厚α层,通过控制硝酸和氢氟酸溶液配比,在有效去除tc6钛合金表面α层的同时,控制tc6材料氢含量,同时基体表面不产生晶间腐蚀和点蚀。
2、为了实现上述技术目的,本发明所采用的具体技术方案为:
3、一种tc6锻件表面酸洗方法,用于酸洗去除所述tc6锻件的表面α层;所述酸洗方法包括:
4、采用硝酸340~485ml/l,氢氟酸80~120ml/l的水溶液对所述tc6的表面进行清洗,清洗过程中,控制所述水溶液中硝酸与氢氟酸的比例大于5:1。
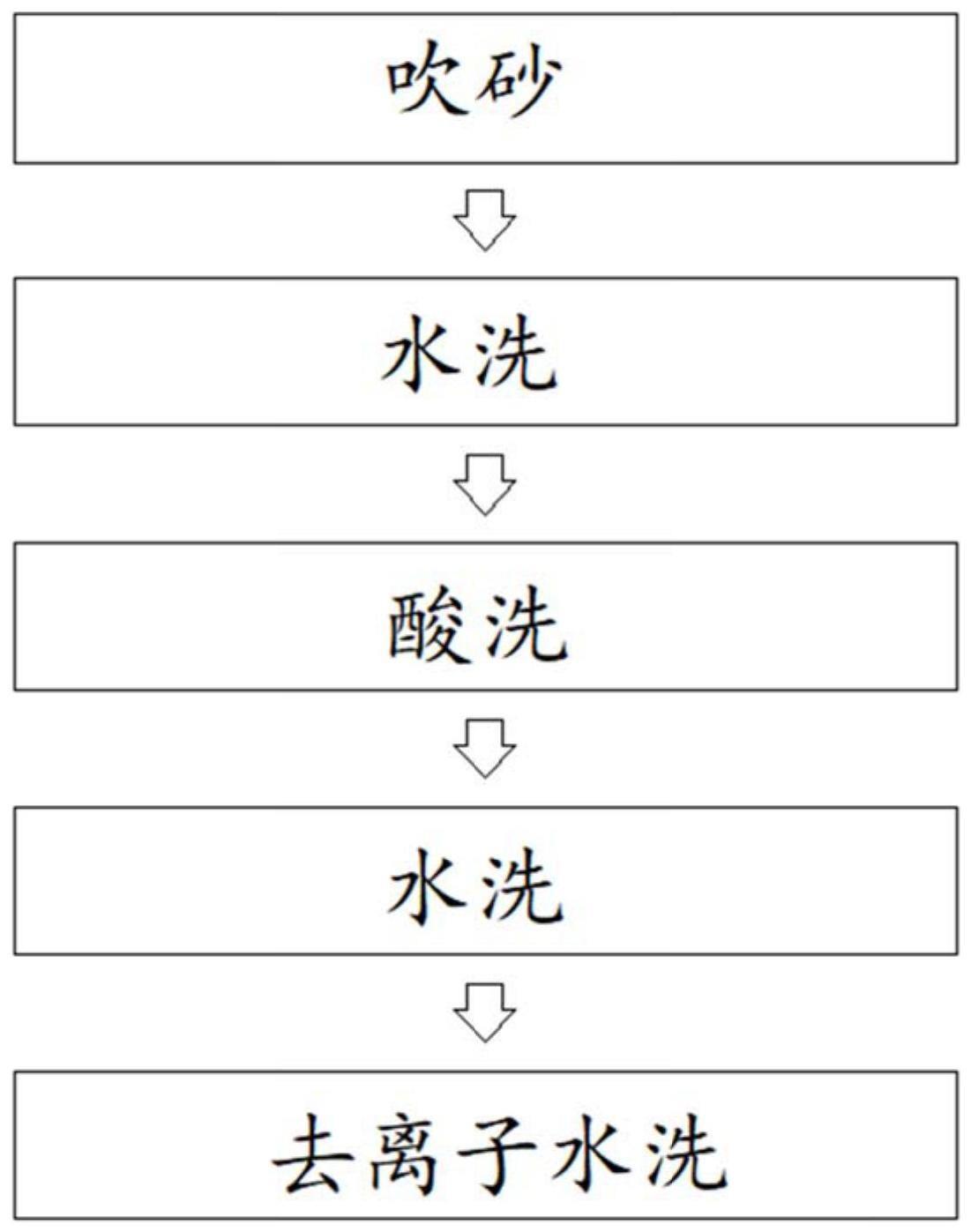
5、进一步的,所述酸洗方法具体包括以下步骤:
6、s101:吹砂去除所述tc6锻件的表面的氧化皮和玻璃润滑剂层;
7、s102:采用流动冷水清洗所述tc6锻件的表面;
8、s103:将所述tc6锻件放置在所述水溶液中,至将所述表面α层酸洗至需求厚度;
9、s104:采用流动冷水清洗所述tc6锻件的表面;
10、s105:采用去离子水清洗所述tc6锻件的表面;
11、进一步的,所述s101中,所述吹砂采用刚玉砂实现。
12、进一步的,当所述tc6锻件的数量大于一组时,所述s101与所述s102之间还包括以下步骤:
13、各所述tc6锻件采用pp材质的塑料框装挂时无相互堆积及重叠。
14、进一步的,所述水溶液包括去离子水、硝酸及氢氟酸。
15、进一步的,所述s103中,酸洗所述表面α层时所述水溶液的温度不超过65℃。
16、进一步的,所述s105中,去离子水温度为40~60℃,清洗时间为1~2min。
17、进一步的,所述s105后还包括:
18、s106:采用清洁的干燥空气对所述tc6锻件表面执行干燥。
19、进一步的,所述s106后还包括:检验所述tc6锻件的表面α层厚度以及氢含量。
20、采用上述技术方案,本发明能够带来以下有益效果:
21、1、通过控制硝酸和氢氟酸质量比,可实现tc6材料锻件非加工表面0.30mm以内的厚α层去除;
22、2、该技术操作简单、方便,生产成本低,能有效去除tc6材料锻件非加工表面0.30mm以内的厚α层,对基体不产生晶间腐蚀和点蚀,氢含量满足规定要求,且去除速率相对较快。
23、本发明应用前景广阔,可推广至其它型号发动机tc6材料非加工表面0.30mm以内的厚α层去除。
技术特征:
1.一种tc6锻件表面酸洗方法,其特征在于,用于清洗去除所述tc6锻件的表面厚α层;所述酸洗方法包括:
2.根据权利要求1所述的酸洗方法,其特征在于,所述酸洗方法具体包括以下步骤:
3.根据权利要求2所述的酸洗方法,其特征在于,所述s101中,所述吹砂采用刚玉砂实现。
4.根据权利要求2所述的酸洗方法,其特征在于,当所述tc6锻件的数量大于一组时,所述s101与所述s102之间还包括以下步骤:
5.根据权利要求2所述的酸洗方法,其特征在于,所述水溶液包括去离子水、硝酸及氢氟酸。
6.根据权利要求2所述的酸洗方法,其特征在于,所述s103中,清洗所述表面α层时所述水溶液的温度不超过65℃。
7.根据权利要求2所述的酸洗方法,其特征在于,所述s105中,去离子水温度为40~60℃,清洗时间为1~2min。
8.根据权利要求7所述的酸洗方法,其特征在于,所述s105后还包括:
9.根据权利要求8所述的酸洗方法,其特征在于,所述s106后还包括:检验所述tc6锻件的表面α层厚度以及氢含量。
技术总结
本发明技术属于金属表面处理技术领域,具体涉及一种TC6锻件表面酸洗方法,用于酸洗去除航空发动机TC6材料锻件表面的厚α层(α层厚度不超过0.3mm),通过控制硝酸和氢氟酸溶液配比,采用硝酸340~485mL/L,氢氟酸80~120ml/L的水溶液对所述TC6的表面进行酸洗。本发明在有效去除TC6钛合金表面α层的同时,能够控制TC6材料的氢含量,同时基体表面不产生晶间腐蚀和点蚀。
技术研发人员:程思远,吴正文,潘娜,张书,邓娟,龙阅文,程鑫,陈建红,田敏
受保护的技术使用者:中国航发成都发动机有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!