一种重卡纵梁用铝合金的成型工艺及其重卡纵梁的制作方法
本发明涉及重卡用铝合金型材,特别涉及一种重卡纵梁用铝合金的成型工艺及其重卡纵梁。
背景技术:
1、重型卡车车架是汽车的骨架,一般由两根纵梁和几根横梁组成,其中纵梁是车架的重要承载构件,起到承载、连接和抵抗冲击的作用。因此重型卡车的纵梁需要有足够强度以保证车架有足够承载能力。相比钢制材料,铝合金材料具备重量轻、不生锈腐蚀、易回收等特点,采用铝合金纵梁能大大提升重型卡车的轻量化;现有的铝合金成型工艺,型材强度较低,挤压成型和时效处理只能使型材的某一项性能得到提升,不能有效提高铝合金型材的综合力学性能,其承载性能难以满足轻量化、高强度的重型卡车承载要求。
技术实现思路
1、本发明就是为了克服上述现有技术存在的缺点,提供一种重卡纵梁用铝合金的成型工艺及其重卡纵梁,解决现有的重卡用铝合金纵梁的综合力学性能较低,承载性能难以满足承载要求的问题。
2、本发明解决其技术问题所采取的技术方案是:
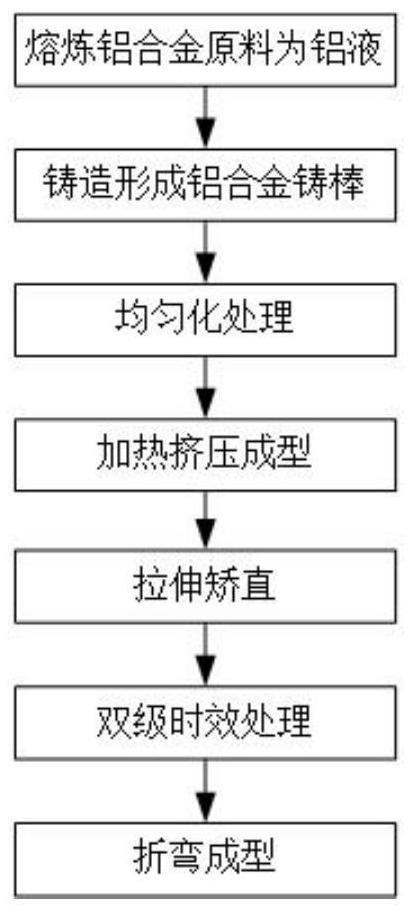
3、一种重卡纵梁用铝合金的成型工艺,包括如下步骤:
4、1)熔炼,将配置后的铝合金原料加入熔炼炉熔炼为铝液;
5、2)铸造,将熔炼后的铝液熔铸为铸棒;
6、3)均匀化处理;
7、4)加热挤压成型,加热均匀化处理后的铸棒,并使用挤压机对其挤压成型,铸棒加热温度为450℃-472℃,模具温度为476℃-482℃,挤压速度为1.0-2.0mm/s,挤压筒温度为435℃-455℃;
8、5)在线淬火,将铸棒加热挤压成型后,利用余热对挤压后的型材进行风冷在线淬火处理,在线淬火温度120℃-175℃;
9、6)拉伸矫直、定尺锯切;
10、7)人工时效,对型材进行双级时效制度,第一级时效温度为90℃,时效时间为10-14h,第二级时效温度为155℃,时效时间为10-16h;
11、8)折弯成型,对人工时效后的型材进行一次折弯成型处理,使其适应重卡底盘造型。
12、进一步的,所述步骤1)之后,对熔炼后的铝液进行晶粒细化、除气和过滤处理,之后再进行所述步骤2)铸造。
13、进一步的,所述步骤3)之后,采用风机对铸棒进行风冷冷却。
14、进一步的,所述步骤4)采用正向油压挤压机。
15、进一步的,所述步骤8)之后,对型材进行机加工、去毛刺、锐角处理。
16、一种重卡纵梁,所述重卡纵梁如上述的铝合金的成型工艺制得。
17、本发明的有益效果:在重卡用铝合金型材生产过程中,采用的加热挤压成型和在线淬火工艺处理均匀化处理后的铸棒,准确控制模具温度,挤压筒温度,并调整铸棒加热温度、挤压速度、淬火温度;采用的人工时效为双级时效制度,准确控制时效制度的第一级时效温度、时间和第二级时效温度、时间,使铝合金型材的抗拉强度和塑性延伸强度有较大提高,提高铝合金型材的综合力学性能,本发明制得的重卡铝合金纵梁断后延伸率、抗拉强度和塑性延伸强度有较大提高,满足整车轻量化要求,保证纵梁承载能力,满足了重卡纵梁的性能要求。
技术特征:
1.一种重卡纵梁用铝合金的成型工艺,其特征在于,包括如下步骤:
2.如权利要求1所述的一种重卡纵梁用铝合金的成型工艺,其特征是,所述步骤1)之后,对熔炼后的铝液进行晶粒细化、除气和过滤处理,之后再进行所述步骤2)铸造。
3.如权利要求1所述的一种重卡纵梁用铝合金的成型工艺,其特征是,所述步骤3)之后,采用风机对铸棒进行风冷冷却。
4.如权利要求1所述的一种重卡纵梁用铝合金的成型工艺,其特征是,所述步骤4)采用正向油压挤压机。
5.如权利要求1所述的一种重卡纵梁用铝合金的成型工艺,其特征是,所述步骤8)之后,对型材进行机加工、去毛刺、锐角处理。
6.一种重卡纵梁,其特征在于,所述重卡纵梁如权利要求1~5中任意一项所述的铝合金的成型工艺制得。
技术总结
本发明公开了一种重卡纵梁用铝合金的成型工艺及其重卡纵梁,包括:1)熔炼;2)铸造;3)均匀化处理,使主要合金元素的均衡化;4)加热挤压成型;5)在线淬火;6)拉伸矫直、定尺锯切;7)双级时效制度;8)折弯成型。通过本发明的加热挤压成型工艺、优化的人工时效制度制成的铝合金纵梁,保证了铝合金型材的力学性能,断后延伸率、抗拉强度和塑性延伸强度有较大提高,综合性能良好,满足了重卡纵梁的性能要求。
技术研发人员:霍崇亚,郭守武,陈新,孙磊,朱宝黎
受保护的技术使用者:中国重汽集团济南动力有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!