一种多孔金属零件的打印方法及装置与流程
本发明涉及增材制造,尤其涉及一种多孔金属零件的打印方法及装置。
背景技术:
1、多孔金属材料,内部弥散分布着大量的有方向性的或随机的孔洞,这些孔洞的直径约2μm~3mm之间,由于对孔洞的设计要求不同,孔洞可以是泡沫型的、藕状型的或蜂窝型的等。多孔金属材料具有相对密度小,比强度高、单位体积表面积大、吸附容量大等特点;在吸能减震、消声降噪、电磁屏蔽、透气透水、隔热换热等性能方面显示出了自身的特色,可作为功能材料和结构材料广泛应用于一些高科技领域和普通工业领域。
2、多孔金属材料的性能主要依赖于致密度,不同领域对多孔金属材料的需求不同,导致所需的致密度不同,现有制备多孔金属材料的方法有铸造法、烧结法、沉积法以及反应合成法等,这些方法只能得到一定范围致密度的多孔金属材料而不能得到准确致密度的多孔金属材料。
技术实现思路
1、本发明的目的在于提供一种多孔金属零件的打印方法及装置,可以制备致密度可控的多孔金属零件。
2、为了实现上述目的,本发明提供如下技术方案:
3、第一方面,本发明提供一种多孔金属零件的打印方法,包括:
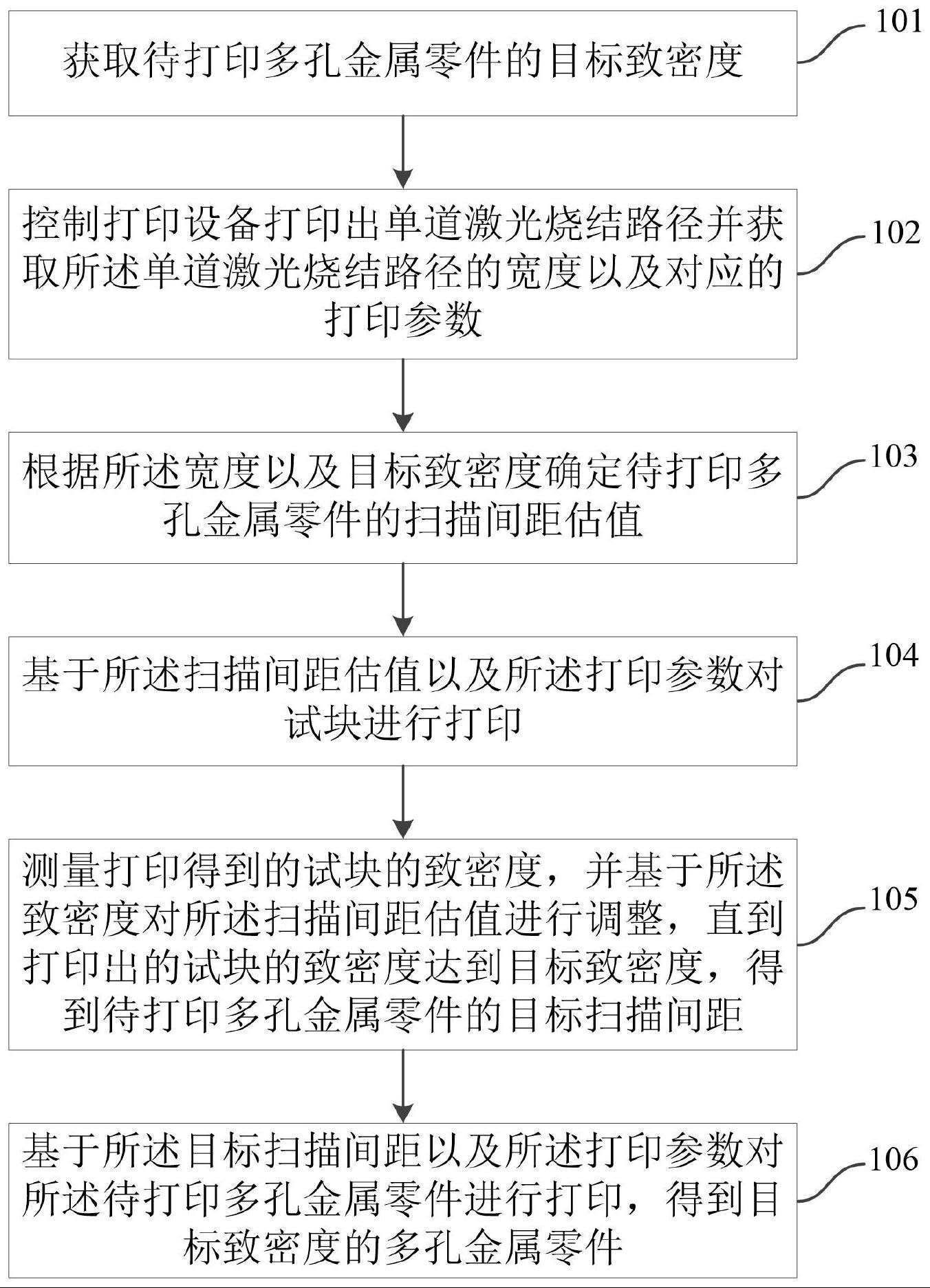
4、获取待打印多孔金属零件的目标致密度;
5、控制打印设备打印出单道激光烧结路径并获取所述单道激光烧结路径的宽度以及对应的打印参数;
6、根据所述宽度以及目标致密度确定待打印多孔金属零件的扫描间距估值;
7、基于所述扫描间距估值以及所述打印参数对试块进行打印;
8、测量打印得到的试块的致密度,并基于所述致密度对所述扫描间距估值进行调整,直到打印出的试块的致密度达到目标致密度,得到待打印多孔金属零件的目标扫描间距;
9、基于所述目标扫描间距以及所述打印参数对所述待打印多孔金属零件进行打印,得到目标致密度的多孔金属零件。
10、与现有技术相比,本发明提供的多孔金属零件的打印方法,包括:
11、获取待打印多孔金属零件的目标致密度;控制打印设备打印出单道激光烧结路径并获取单道激光烧结路径的宽度以及对应的打印参数;先根据宽度以及目标致密度确定待打印多孔金属零件的扫描间距估值;基于扫描间距估值以及打印参数对试块进行打印;测量打印得到的试块的致密度,并基于致密度对扫描间距估值进行调整,直到打印出的试块的致密度达到目标致密度,得到待打印多孔金属零件的目标扫描间距;基于目标扫描间距以及打印参数对待打印多孔金属零件进行打印,得到目标致密度的多孔金属零件。本申请根据单道激光烧结路径的宽度和目标致密度先估算扫描间距值,然后在通过打印试块的致密度进行微调,可以快速得到目标扫描间距值,简化了目标扫描间距的计算流程,同时在多孔金属零件结构复杂体积大的情况下,通过打印试块进行扫描间距的确定节省了时间和材料成本,通过本申请可以根据需要进行所需致密度的多孔金属零件的打印,能够适应多种致密度需求的多孔金属零件的制造,另外可以制造复杂结构的多孔金属零件。
12、第二方面,本发明提供一种多孔金属零件的打印装置,包括:
13、目标致密度获取模块,用于获取待打印多孔金属零件的目标致密度;
14、单道激光烧结路径打印模块,用于控制打印设备打印出单道激光烧结路径并获取所述单道激光烧结路径的宽度以及对应的打印参数;
15、扫描间距估值确定模块,用于根据所述宽度以及目标致密度确定待打印多孔金属零件的扫描间距估值;
16、试块打印模块,用于基于所述扫描间距估值以及所述打印参数对试块进行打印;
17、扫描间距估值调整模块,用于测量打印得到的试块的致密度,并基于所述致密度对所述扫描间距估值进行调整,直到打印出的试块的致密度达到目标致密度,得到待打印多孔金属零件的目标扫描间距;
18、多孔金属零件打印模块,用于基于所述目标扫描间距以及所述打印参数对所述待打印多孔金属零件进行打印,得到目标致密度的多孔金属零件。
19、与现有技术相比,本发明提供的多孔金属零件的打印装置的有益效果与上述技术方案所述一种多孔金属零件的打印方法的有益效果相同,此处不做赘述。
技术特征:
1.一种多孔金属零件的打印方法,其特征在于,包括:
2.根据权利要求1所述多孔金属零件的打印方法,其特征在于,所述根据所述宽度以及目标致密度确定待打印多孔金属零件的扫描间距估值包括:
3.根据权利要求1所述多孔金属零件的打印方法,其特征在于,所述基于所述目标扫描间距以及所述打印参数对所述待打印多孔金属零件进行打印,得到目标致密度的多孔金属零件包括:
4.根据权利要求1所述多孔金属零件的打印方法,其特征在于,所述测量打印得到的试块的致密度包括:
5.根据权利要求1所述多孔金属零件的打印方法,其特征在于,所述基于所述致密度对所述扫描间距估值进行调整,直到打印出的试块的致密度达到目标致密度,得到待打印多孔金属零件的目标扫描间距,包括:
6.根据权利要求1所述多孔金属零件的打印方法,其特征在于,所述控制打印设备打印出单道激光烧结路径并获取所述单道激光烧结路径的宽度以及对应的打印参数包括:
7.根据权利要求6所述多孔金属零件的打印方法,其特征在于,所述打印参数包括扫描功率、扫描速度以及铺粉厚度,所述基于调整后的打印参数和所述切片数据进行打印,得到宽度均匀的单道激光烧结路径包括:
8.根据权利要求3所述多孔金属零件的打印方法,其特征在于,所述基于所述目标扫描间距和打印参数对多个切片层进行打印,得到目标致密度的多孔金属零件包括:
9.根据权利要求1所述多孔金属零件的打印方法,其特征在于,所述基于所述目标扫描间距和打印参数对多个切片层进行打印,得到目标致密度的多孔金属零件之前还包括:
10.一种多孔金属零件的打印装置,其特征在于,包括:
技术总结
本发明公开一种多孔金属零件的打印方法及装置,涉及增材制造技术领域,以解决现有多孔金属零件制备方法制备出的多孔金属零件的致密度不可控。多孔金属零件的打印方法包括:获取目标致密度;控制打印设备打印出单道激光烧结路径并获取单道激光烧结路径的宽度以及对应的打印参数;根据宽度以及目标致密度确定扫描间距估值;基于扫描间距估值以及打印参数打印试块;测量试块的致密度,并基于致密度对扫描间距估值进行调整,直到打印出的试块的致密度达到目标致密度,得到目标扫描间距;基于目标扫描间距以及打印参数进行打印,得到目标致密度的多孔金属零件。本发明提供的多孔金属零件的打印方法用于制备致密度可控的多孔金属零件。
技术研发人员:李前程,王轩,文敬,计珊,袁博
受保护的技术使用者:北京鑫精合增材制造技术有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!