刀轮切削校准方法及晶圆修边设备与流程
本发明涉及半导体加工,尤其涉及一种刀轮切削校准方法及晶圆修边设备。
背景技术:
1、随着3d ic(3d堆叠芯片)技术的不断发展,需要堆叠的晶圆数量越来越多。相邻两片晶圆进行堆叠时,如果边缘不平整易导致晶圆合并不够紧密,后续晶圆研磨减薄(grinding)工序中容易产生裂纹或碎片,严重影响品质及良率。为避免上述情况的发生,在两片晶圆进行合并之前先对其中一片晶圆进行修边(trim)处理,即用特殊的研磨刀轮将晶圆的边缘磨削凹陷处理,形成台阶槽。
2、晶圆修边用刀轮为金刚石和树脂混合压制成的一个圆环,刀轮在晶圆修边过程中会不断地被磨损,导致刀轮的外径逐渐减小;如果不对刀轮的磨损情况进行检测并将磨损量补偿到晶圆修边的切削深度中,则会导致晶圆修边形成的台阶槽厚度不一致,从而影响晶圆的修边质量和加工良率。
技术实现思路
1、本发明的目的在于提供一种刀轮切削校准方法及晶圆修边设备,能够对刀轮的磨损量进行检测和补偿,从而提高晶圆的修边质量和加工良率。
2、为达此目的,本发明采用以下技术方案:
3、刀轮切削校准方法,包括:
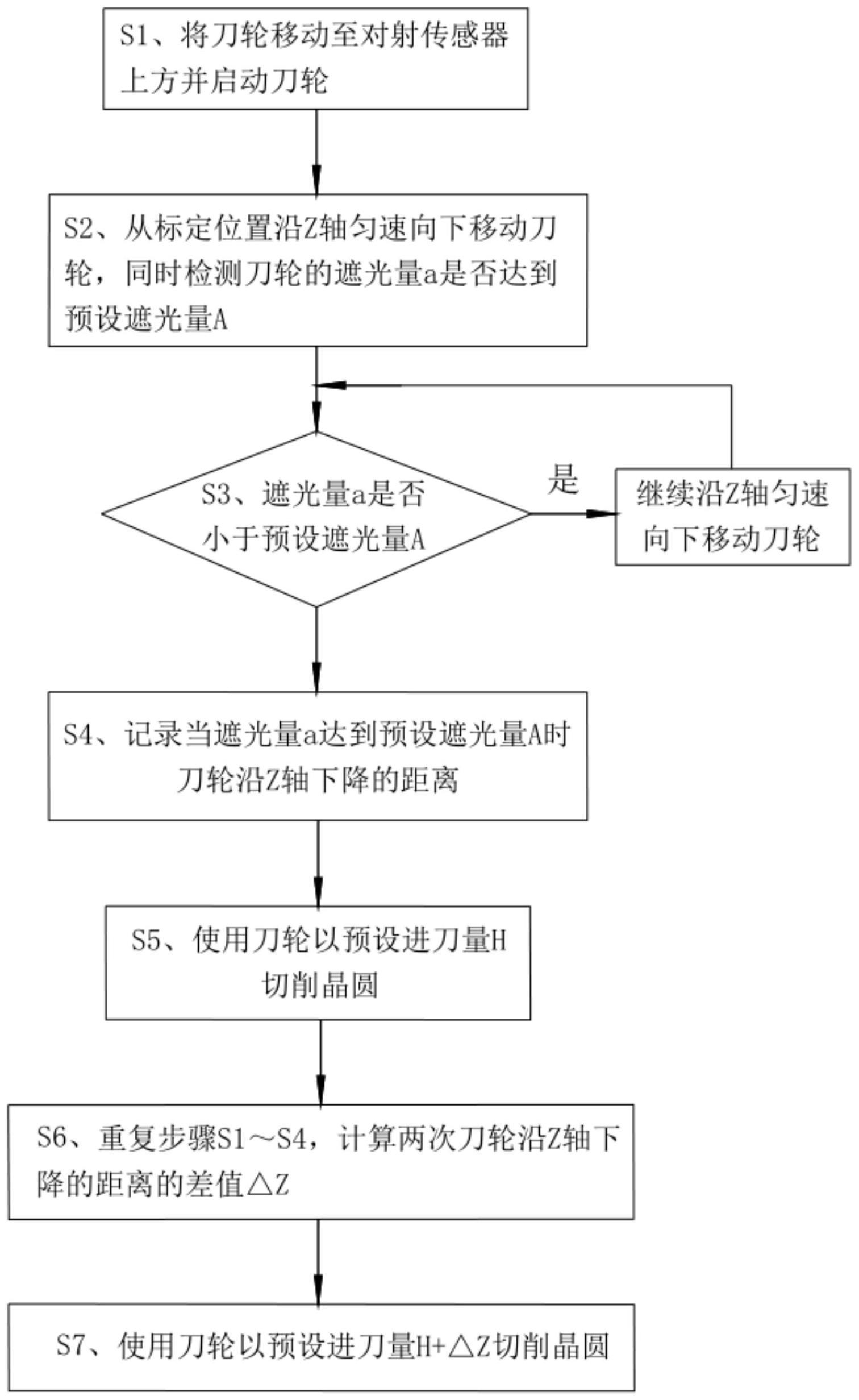
4、s1、将刀轮移动至对射传感器上方并启动刀轮;
5、s2、从标定位置沿z轴匀速向下移动所述刀轮,同时检测所述刀轮的遮光率a是否达到预设遮光率a;
6、s3、若所述遮光率a小于所述预设遮光率a,继续沿所述z轴匀速向下移动所述刀轮,直至所述遮光率a达到所述预设遮光率a;
7、s4、记录当所述遮光率a达到所述预设遮光率a时所述刀轮沿所述z轴下降的距离;
8、s5、使用所述刀轮以预设进刀量h切削晶圆;
9、s6、重复步骤s1~s4,计算两次所述刀轮沿所述z轴下降的距离的差值△z;
10、s7、使用所述刀轮以预设进刀量h+△z切削所述晶圆。
11、作为优选地,步骤s4中记录当所述遮光率a达到所述预设遮光率a时所述刀轮沿所述z轴下降的距离之前还包括:
12、停止沿所述z轴移动所述刀轮;
13、判断单位预设时间t内所述刀轮的遮光率波动r是否超过预设波动范围r;若是,对所述刀轮的边缘进行打磨修理后执行步骤s1~s6;若否,执行步骤s4。
14、作为优选地,步骤s2中从标定位置沿z轴匀速向下移动所述刀轮之前还包括:
15、清洗所述对射传感器。
16、晶圆修边设备,采用上述的刀轮切削校准方法。
17、作为优选地,所述晶圆修边设备包括对射传感器和y轴运动模组,所述对射传感器设置在所述y轴运动模组上,所述y轴运动模组能够带动所述对射传感器沿y轴移动。
18、作为优选地,所述晶圆修边设备还包括清洗组件,所述清洗组件包括冲洗管,所述冲洗管用于向所述对射传感器喷洒水。
19、作为优选地,所述清洗组件还包括喷气管,所述喷气管用于向所述对射传感器吹送气流,以使湿润的所述对射传感器干燥。
20、作为优选地,所述晶圆修边设备还包括驱动件和设置在所述驱动件上的保护盖,所述驱动件能够驱动所述保护盖罩设在所述对射传感器上。
21、作为优选地,所述晶圆修边设备还包括开启位置检测器和关闭位置检测器,所述开启位置检测器用于检测所述保护盖的开启位置并发出信号,所述关闭位置检测器用于检测所述保护盖的关闭位置并发出信号。
22、作为优选地,所述晶圆修边设备还包括z轴运动模组,所述刀轮设置在所述z轴运动模组上,所述z轴运动模组能够带动所述刀轮沿所述z轴移动。
23、本发明的有益效果在于:
24、本发明提供的刀轮切削校准方法,将刀轮启动并沿z轴匀速向下移动,使用对射传感器实时检测刀轮的遮光率a,当遮光率a达到遮光率a时,记录刀轮沿z轴下降的距离;之后使用刀轮对晶圆进行切削,切削完一定数量的晶圆后,再次重复上述步骤、对刀轮进行遮光率a检测,并再次记录刀轮沿z轴下降的距离,之后计算两次下降距离的差值△z,从而测算得到切削完晶圆之后刀轮磨损量,方法简单、操作方便;之后再次对晶圆进行切削时,将预设进刀量h调整为h+△z,以实现对刀轮磨损量的补偿,从而保证晶圆修边形成的台阶槽厚度一致,提高了晶圆的修边质量和加工良率。
25、本发明提供的晶圆修边设备,使用该刀轮切削校准方法,能够对刀轮切削晶圆过程中的磨损量及边缘破损情况进行检测,并通过测算出磨损量而对刀轮的进刀量进行补偿,从而保证晶圆修边形成的台阶槽厚度一致,能够提高晶圆的修边质量和加工良率。
技术特征:
1.刀轮切削校准方法,其特征在于,包括:
2.根据权利要求1所述的刀轮切削校准方法,其特征在于,步骤s4中记录当所述遮光率a达到所述预设遮光率a时所述刀轮(100)沿所述z轴下降的距离之前还包括:
3.根据权利要求1所述的刀轮切削校准方法,其特征在于,步骤s2中从标定位置沿z轴匀速向下移动所述刀轮(100)之前还包括:
4.晶圆修边设备,其特征在于,采用权利要求1-3任一项所述的刀轮切削校准方法。
5.根据权利要求4所述的晶圆修边设备,其特征在于,所述晶圆修边设备包括对射传感器(1)和y轴运动模组,所述对射传感器(1)设置在所述y轴运动模组上,所述y轴运动模组能够带动所述对射传感器(1)沿y轴移动。
6.根据权利要求5所述的晶圆修边设备,其特征在于,所述晶圆修边设备还包括清洗组件(2),所述清洗组件(2)包括冲洗管,所述冲洗管用于向所述对射传感器(1)喷洒水。
7.根据权利要求6所述的晶圆修边设备,其特征在于,所述清洗组件(2)还包括喷气管,所述喷气管用于向所述对射传感器(1)吹送气流,以使湿润的所述对射传感器(1)干燥。
8.根据权利要求5所述的晶圆修边设备,其特征在于,所述晶圆修边设备还包括驱动件(4)和设置在所述驱动件(4)上的保护盖(3),所述驱动件(4)能够驱动所述保护盖(3)罩设在所述对射传感器(1)上。
9.根据权利要求8所述的晶圆修边设备,其特征在于,所述晶圆修边设备还包括开启位置检测器(5)和关闭位置检测器(6),所述开启位置检测器(5)用于检测所述保护盖(3)的开启位置并发出信号,所述关闭位置检测器(6)用于检测所述保护盖(3)的关闭位置并发出信号。
10.根据权利要求4所述的晶圆修边设备,其特征在于,所述晶圆修边设备还包括z轴运动模组,所述刀轮(100)设置在所述z轴运动模组上,所述z轴运动模组能够带动所述刀轮(100)沿所述z轴移动。
技术总结
本发明属于半导体加工技术领域,公开了一种刀轮切削校准方法及晶圆修边设备。该刀轮切削校准方法包括:S1、将刀轮移动至对射传感器上方;S2、沿Z轴匀速向下移动刀轮,同时检测刀轮的遮光率a是否达到预设遮光率A;S3、若遮光率a小于预设遮光率A,继续沿Z轴向下移动刀轮,直至遮光率a达到预设遮光率A;S4、记录当遮光率a达到预设遮光率A时刀轮沿Z轴下降的距离;S5、使用刀轮以预设进刀量H切削晶圆;S6、重复步骤S1~S4,计算两次刀轮沿Z轴下降的距离的差值△Z;S7、使用刀轮以预设进刀量H+△Z切削晶圆。该晶圆修边设备采用上述刀轮切削校准方法,对刀轮的磨损量及边缘破损情况进行检测和补偿,提高了晶圆的修边质量和加工良率。
技术研发人员:朱松,万先进,田鑫,向毅,张怀东,边逸军
受保护的技术使用者:宁波芯丰精密科技有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!