一种汽车压铸件生产用冷却装置的制作方法
本发明涉及汽车压铸件冷却,具体是涉及一种汽车压铸件生产用冷却装置。
背景技术:
1、压铸件是一种压力铸造的零件,是使用装好铸件模具的压力铸造机械压铸机,将加热为液态的铜、锌、铝或铝合金等金属浇入压铸机的入料口,经压铸机压铸,铸造出模具限制的形状和尺寸的铜、锌、铝零件或铝合金零件,这样的零件通常就被叫做压铸件。压铸件在加工时,需要为了防止汽车压铸件冷却速度缓慢造成合金铸件缩孔和缩松使其强度、硬度和耐磨性降低的现象,因此需要对汽车压铸件生产时进行快速的冷却。
2、目前常见的冷却方式包括风冷、水冷,水冷是在压铸模具上设置冷却水通道,使循环水通入成形镶块或型芯内,将热量带出模具。水冷冷却效率高,能有效降低型腔表面的温度,但增加了压铸模具结构的复杂程度,主要用于要求散热量大的模具。为了防止型腔表面结露,冷却水的温度应高于室温。风冷是对于压铸型中难于用水冷却的部位,可采用风冷,风冷可采用鼓风机鼓风或用压缩空气。风冷不但能冷却压铸模具,还能将涂料吹匀,驱散涂料的挥发气体,减少铸件气孔。
3、在对压铸件进行加工、风冷的过程中,容易因为车间内、压铸件及模具的表面沾附灰尘,造成加工、风冷的过程尘土飞扬的现象,因此,需要提供一种汽车压铸件生产用冷却装置,旨在解决上述问题。
技术实现思路
1、针对现有技术存在的不足,本发明实施例的目的在于提供一种汽车压铸件生产用冷却装置,以解决上述背景技术中的问题。
2、为实现上述目的,本发明提供如下技术方案:
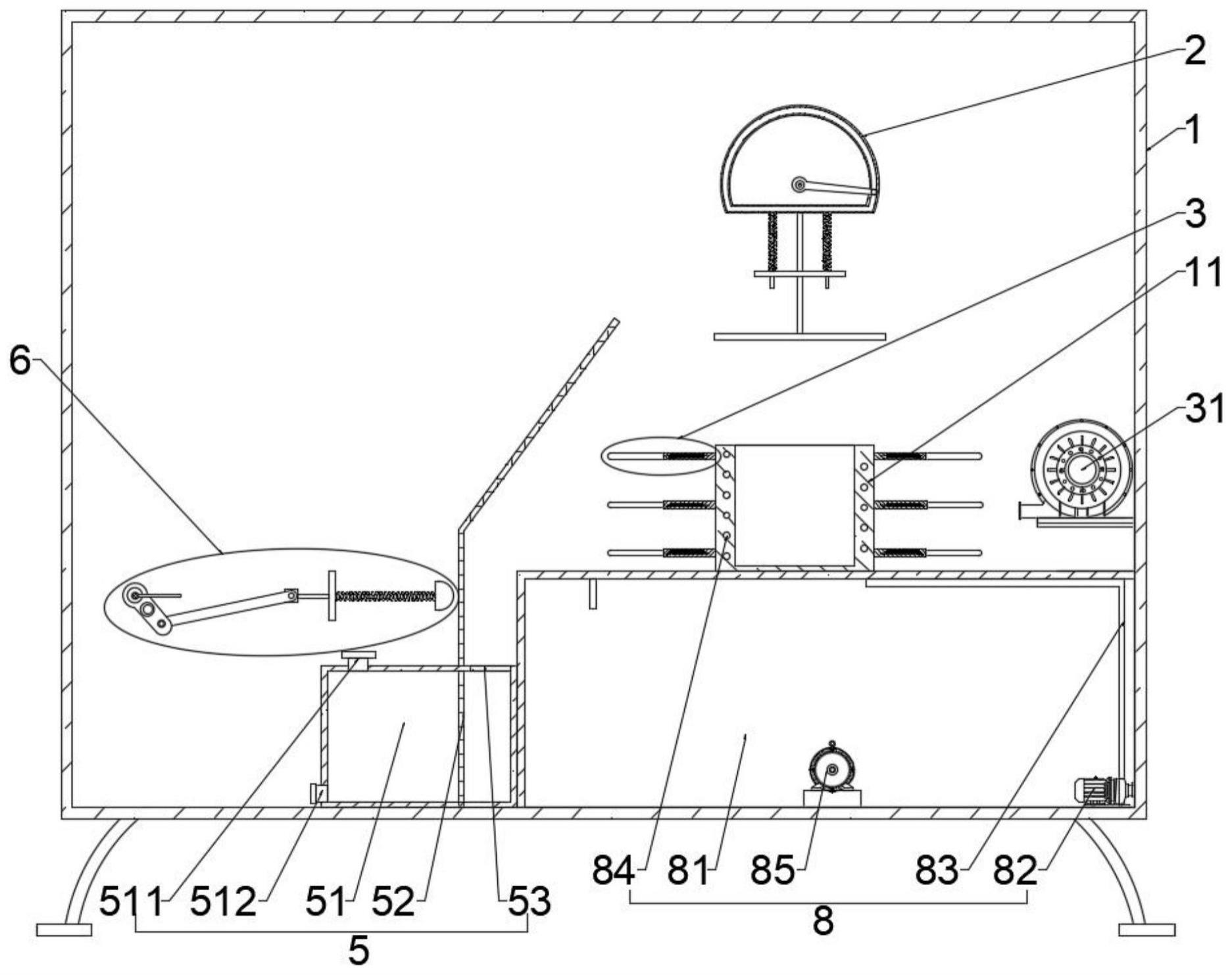
3、一种汽车压铸件生产用冷却装置,包括:
4、机架,所述机架内安装有模具;
5、压铸单元,滑动连接在机架内,用于对压铸件进行加工;
6、风冷单元,安装在机架内,用于对压铸单元和模具进行风冷;
7、水冷单元,安装在机架内,用于对模具进行水冷;
8、除尘单元,安装在机架内,用于对压铸单元、风冷单元进行除尘;
9、震动单元,滑动连接在机架内,和除尘单元间歇性连接,用于带动除尘单元进行震动;
10、调节单元,转动连接在机架内,和震动单元连接,用于带动震动单元进行滑动。
11、本发明实施例与现有技术相比具有以下有益效果:
12、本发明通过设置压铸单元,滑动连接在机架内,用于对压铸件进行加工;风冷单元,安装在机架内,用于对压铸单元和模具进行风冷;水冷单元,安装在机架内,用于对模具进行水冷;除尘单元,安装在机架内,用于对压铸单元、风冷单元进行除尘;震动单元,滑动连接在机架内,和除尘单元间歇性连接,用于带动除尘单元进行震动。
13、在对汽车压铸件进行生产加工时,将加热为液态的铜、锌、铝或铝合金等金属浇入模具的入料口内,开启压铸单元,所述压铸单元可以对模具内的汽车压铸件进行压铸作业。在对模具进行冷却时,开启风冷单元,所述风冷单元可以对模具、压铸单元的表面进行降温。通过伸缩单元调节风冷单元的长度,进而可以对模具的散热效果进行调节。开启水冷单元,可以提高对模具的冷却效果。所述压铸单元、模具和汽车压铸件表面的灰尘可以在风冷单元的吹动下沾附至除尘单元的表面,所述除尘单元可以对吹动的灰尘进行吸附,并且除尘单元可以在震动单元的作用下进行震动,从而可以对除尘单元表面的灰尘进行收集,提高了除尘单元对加工过程中产生的灰尘的吸附效果。
14、为更清楚地阐述本发明的结构特征和功效,下面结合附图与具体实施例来对本发明进行详细说明。
技术特征:
1.一种汽车压铸件生产用冷却装置,其特征在于,所述汽车压铸件生产用冷却装置,包括:
2.根据权利要求1所述的汽车压铸件生产用冷却装置,其特征在于,所述压铸单元包括:
3.根据权利要求1所述的汽车压铸件生产用冷却装置,其特征在于,所述风冷单元包括:
4.根据权利要求3所述的汽车压铸件生产用冷却装置,其特征在于,所述伸缩单元包括:
5.根据权利要求1所述的汽车压铸件生产用冷却装置,其特征在于,所述水冷单元:
6.根据权利要求1所述的汽车压铸件生产用冷却装置,其特征在于,所述除尘单元包括:
7.根据权利要求6所述的汽车压铸件生产用冷却装置,其特征在于,所述震动单元包括:
8.根据权利要求7所述的汽车压铸件生产用冷却装置,其特征在于,所述调节单元包括:
技术总结
本发明公开了一种汽车压铸件生产用冷却装置,属于汽车压铸件冷却技术领域,其技术要点是:包括压铸单元,滑动连接在机架内;风冷单元,安装在机架内;水冷单元,安装在机架内;除尘单元,安装在机架内;震动单元,滑动连接在机架内,和除尘单元间歇性连接。开启压铸单元,压铸单元可以对模具内的汽车压铸件进行压铸作业。在对模具进行冷却时,开启风冷单元和水冷单元,可以对模具、压铸单元的表面进行降温。所述压铸单元、模具和汽车压铸件表面的灰尘可以在风冷单元的吹动下沾附至除尘单元的表面,所述除尘单元可以对吹动的灰尘进行吸附,并且除尘单元可以在震动单元的作用下进行震动,提高了除尘单元对加工过程中产生的灰尘的吸附效果。
技术研发人员:方建儒,鲁超,肖庆阳,白明月,宋清和
受保护的技术使用者:大连亚明汽车部件股份有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!