一种金属焊接烧结方法与流程
本发明涉及金属焊接,特别涉及一种金属焊接烧结方法。
背景技术:
1、金属焊接是一种连接金属的制造或雕塑过程。现有的技术一般会采用扩散焊接。扩散焊接是指相互接触的材料表面,在温度和压力的作用下相互靠近,局部发生塑性变形,原子间产生相互扩散,在界面处形成新的扩散层,从而实现可靠连接。但是该方式受限于材料的导热系数及厚度的影响,容易出现产品质量不佳的问题。
技术实现思路
1、为了克服现有技术存在的缺陷,本发明提供一种金属焊接烧结方法,以解决上述的问题。
2、本发明解决其技术问题所采用的技术方案是:一种金属焊接烧结方法,包括以下步骤:
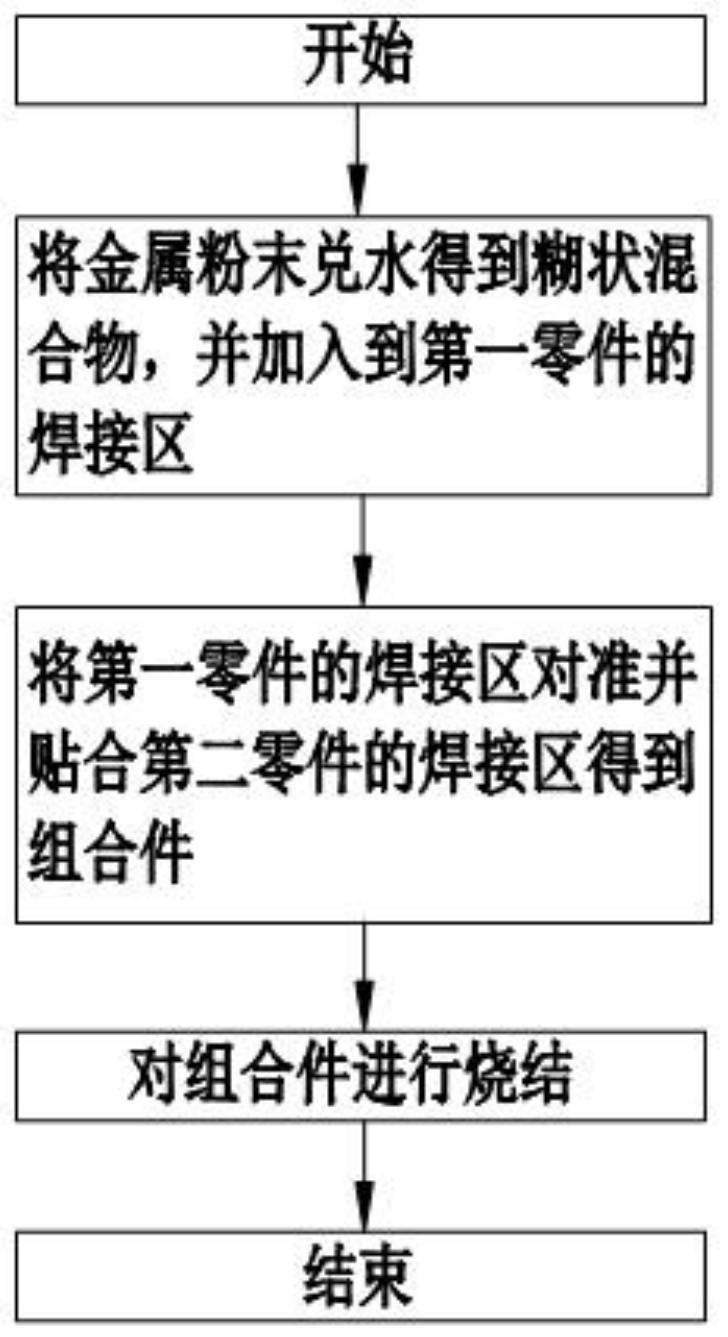
3、s10:将金属粉末兑水得到糊状混合物,并喷洒到第一零件的焊接区;
4、s20:将第二零件的焊接区对准并贴合所述第一零件的焊接区得到组合件;
5、s30:对组合件进行烧结。
6、值得说明的是,在所述步骤s10前还包括步骤s01,所述步骤s01包括:通过模具注射成胚得到第一零件和第二零件;
7、在所述步骤s20后和步骤s30前还包括步骤s21,所述步骤s21包括:对组合件进行脱脂。
8、优选的,在所述步骤s10前还包括步骤s02,所述步骤s02包括:通过模具注射成胚,并分别进行脱脂得到第一零件和第二零件。
9、可选的,在所述步骤s10前还包括步骤s03,所述步骤s03包括:分别对第一零件的焊接区以及对第二零件的焊接区进行打磨。
10、具体地,在所述步骤s10前还包括步骤s04,所述步骤s04包括:以第一零件的边界的其中一点作为原点构建三维坐标系,调整所述第一零件的角度,使第一零件的焊接区位于同一z轴坐标所处的平面,并获取此时第一零件的焊接区的边界的至少三个不同时位于同一直线上的坐标作为第一坐标;
11、在同一三维坐标系下获取第二零件的焊接区的边界的至少三个不同时位于同一直线上的坐标,根据焊接的位置,调整所述第二零件的角度,使获取到的所有第二坐标的z轴坐标相等,得到第二坐标;
12、所述步骤s20包括:移动所述第二零件,使第二坐标的z轴坐标等于第一坐标的z轴坐标。
13、值得说明的是,所述步骤s10还包括以下步骤:
14、s11:制作参照物的全角度模板,并提取每个模板的特征信息,所述全角度模板包括360个模板,每个模板对应一个角度;
15、s12:采集将要喷洒糊状混合物的第一零件的图像信息;
16、s13:将采集到的第一零件的图像信息与全角度模板的特征信息进行匹配识别,判断是否存在某一角度的模板的特征信息与所述第一零件的图像信息相互匹配,若是则该角度的模板为所述第一零件的匹配模板;
17、s14:获取所述匹配模板中对应第一零件的焊接区的边界信息,根据边界信息生成对应的喷洒指令,根据喷洒指令控制所述喷嘴对第一零件进行喷洒糊状混合物的操作。
18、可选的,在所述步骤s11中,提取每个模板的特征信息,具体步骤如下:
19、s111:对每一个所述模板进行第一层金字塔梯度量化以及第二层金字塔梯度量化,得到每一个模板对应的角度图像矩阵,并将角度图像矩阵转换成梯度复制图像矩阵;
20、s112:设定梯度幅值阈值,对梯度幅值图像矩阵进行遍历,找出梯度幅值图像矩阵中的最大梯度幅值的像素点,判断最大梯度幅值的像素点的梯度幅值是否大于梯度幅值阈值,若是则将该像素点标记为识别特征;
21、s113:设定数量阈值,获取所有识别特征的数量,判断所有识别特征的数量是否大于数量阈值,若是则将所有识别特征加入到特征点集合中并保存至存储器。
22、优选的,所述步骤s13包括:
23、s131:对采集到的的第一零件的图像信息进行特征提取:对第一零件的图像信息进行梯度提取和量化,创建两层金字塔,分别对每层金字塔进行梯度扩散,得到第一零件图像的扩散梯度矩阵图;计算方向相应矩阵图,获取每一层金字塔的线性内存数据容器;
24、s132:设定阈值,根据模板的特征信息和第一零件的特征信息,将第一零件的特征与360个模板的特征进行特征匹配,并进行分数计算,当分数达到阈值时,匹配完成。
25、具体地,所述步骤s20包括:通过夹具分别夹持第一零件和第二零件,将第一零件的焊接区对准并贴合于第二零件的焊接区。
26、值得说明的是,所述步骤s30包括:将组合件放到1380℃的环境下进行烧结。
27、本发明的有益效果在于:在所述金属焊接烧结方法中,通过在需要焊接在一起的第一零件和第二零件中的第一零件对应的焊接区涂上所述糊状混合物,再进行高温烧结,就能将两块零件焊接在一起,与扩散焊接相比,由于采用了糊状混合物进行烧结,并不会受限于第一零件和第二零件的导热系数和厚度的影响,从而提高产品的质量。
技术特征:
1.一种金属焊接烧结方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的一种金属焊接烧结方法,其特征在于:在所述步骤s10前还包括步骤s01,所述步骤s01包括:通过模具注射成胚得到第一零件和第二零件;
3.根据权利要求1所述的一种金属焊接烧结方法,其特征在于:在所述步骤s10前还包括步骤s02,所述步骤s02包括:通过模具注射成胚,并分别进行脱脂得到第一零件和第二零件。
4.根据权利要求1所述的一种金属焊接烧结方法,其特征在于:在所述步骤s10前还包括步骤s03,所述步骤s03包括:分别对第一零件的焊接区以及对第二零件的焊接区进行打磨。
5.根据权利要求1所述的一种金属焊接烧结方法,其特征在于:在所述步骤s10前还包括步骤s04,所述步骤s04包括:以第一零件的边界的其中一点作为原点构建三维坐标系,调整所述第一零件的角度,使第一零件的焊接区位于同一z轴坐标所处的平面,并获取此时第一零件的焊接区的边界的至少三个不同时位于同一直线上的坐标作为第一坐标;
6.根据权利要1所述的一种金属焊接烧结方法,其特征在于:所述步骤s10还包括以下步骤:
7.根据权利要6所述的一种金属焊接烧结方法,其特征在于:在所述步骤s11中,提取每个模板的特征信息,具体步骤如下:
8.根据权利要7所述的一种金属焊接烧结方法,其特征在于:所述步骤s13包括:
9.根据权利要求1所述的一种金属焊接烧结方法,其特征在于:所述步骤s20包括:通过夹具分别夹持第一零件和第二零件,将第一零件的焊接区对准并贴合于第二零件的焊接区。
10.根据权利要求1所述的一种金属焊接烧结方法,其特征在于:所述步骤s30包括:将组合件放到1380℃的环境下进行烧结。
技术总结
本发明公开了一种金属焊接烧结方法,属于金属焊接技术领域,包括以下步骤:S10:将金属粉末兑水得到糊状混合物,并喷洒到第一零件的焊接区;S20:将第一零件的焊接区对准并贴合所述第二零件的焊接区得到组合件;S30:对组合件进行烧结。所述金属焊接烧结方法解决了现有的焊接方式受限于材料的导热系数及厚度的影响,容易出现产品质量不佳的问题。
技术研发人员:陈冬检
受保护的技术使用者:佛山亘易隆科技有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!