一种3D打印砂型铸造件用表面清理装置的制作方法
本发明涉及清理装置,尤其涉及一种3d打印砂型铸造件用表面清理装置。
背景技术:
1、砂型铸造是一种以砂作为主要造型材料,制作铸型的传统铸造工艺,砂型一般采用重力铸造,有特殊要求时也可采用低压铸造、离心铸造等工艺,砂型铸造的适应性很广,小件、大件,简单件、复杂件,单件、大批量都可采用,快速铸造技术结合了3d打印增材制造技术,相对于传统铸造工艺,其无需制作木模、模样等,具有制造周期短、研发成本低、砂型、砂芯一体化制造及可制造出任意复杂形状铸型或原型等优点,可实现复杂铸件的整体近净成形;
2、为了保证铸造件的整体强度和密封性,通常会采用一体铸造的方式进行加工,采用此种加工方式生产出的铸造件,其表面设有少数开孔,铸造件在生产完毕后,内外表面通常会包覆有大量型砂,需要将铸造件从型砂内部取出进行清理,现有技术中,如授权公告号cn213379237u公开了“d打印砂型铸造件用表面清理装置”,并具体公开了:使用时,操作人员对需要进行清砂处理的铸造件进行敲击,从而使得附着在铸造件表面的型砂进行松动,而后将铸造件放置在筛板13上,而后将喷枪11的端部插入铸造件表面的开孔内,吹气泵18工作将外部环境中的气体通过气流传输管导入至喷枪11内,从而通过喷枪11的加压吹送将附着在铸造件内壁上的型砂从铸造件表面的其他开孔吹出;然而,上述技术中,对铸造件敲击,需要人工手动进行,对内部开孔吹气,则需要人工将喷枪11的端部插入铸造件表面的开孔内,整体过程需要人工操作,不够方便,因此,本发明提出一种3d打印砂型铸造件用表面清理装置以解决现有技术中存在的问题。
技术实现思路
1、针对上述问题,本发明提出一种3d打印砂型铸造件用表面清理装置,该3d打印砂型铸造件用表面清理装置便于机械化对铸造件进行内部吹气以及外部敲砂,使用更加方便,且适配不同造型的铸造件。
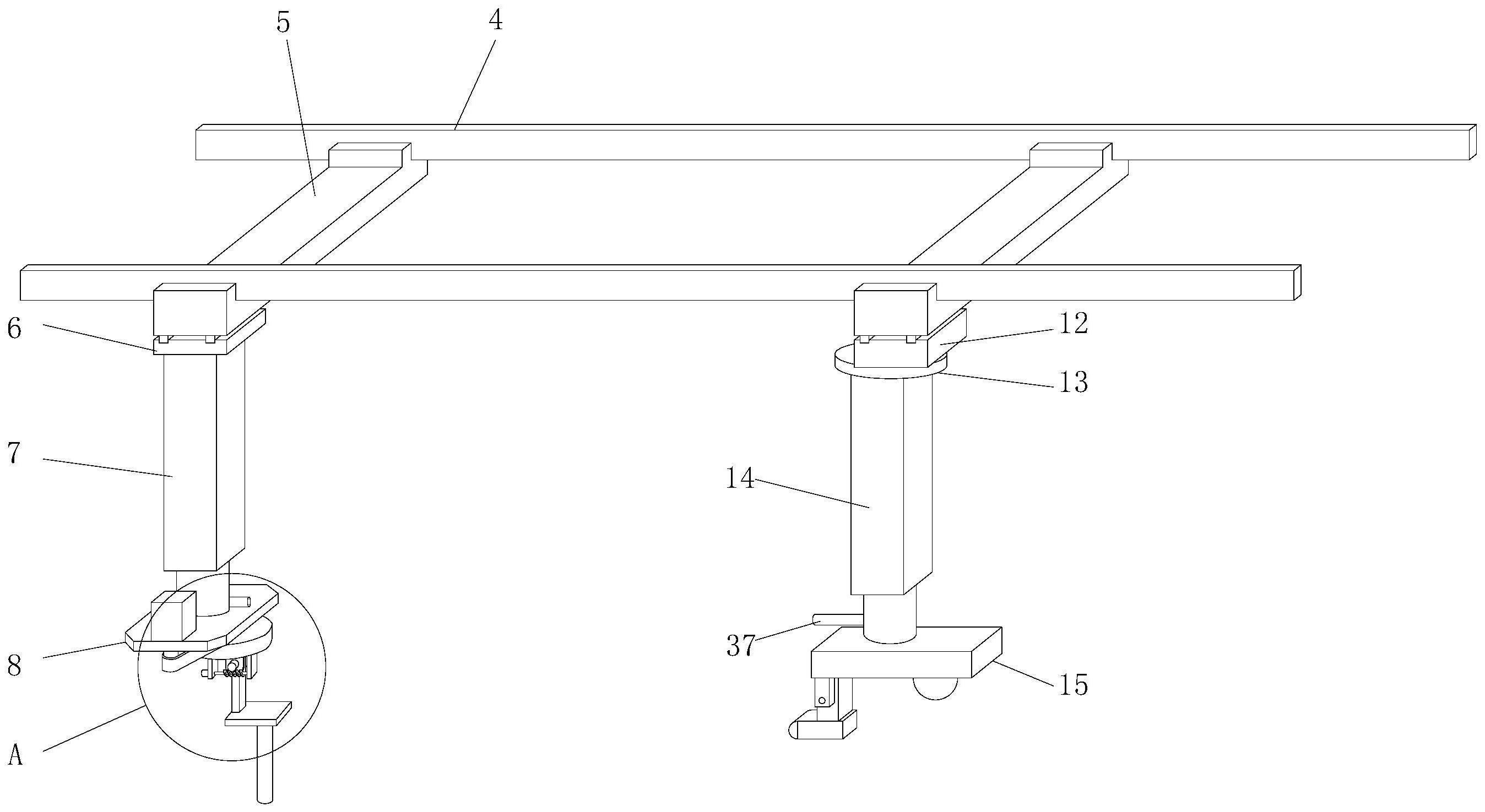
2、为实现本发明的目的,本发明通过以下技术方案实现:一种d打印砂型铸造件用表面清理装置,包括清理仓和控制系统,所述清理仓内部的下方设有网格板,且网格板的下方设有吸附仓,所述清理仓内部的上端设有电磁导轨,且电磁导轨下的两侧均活动设有滑板,左侧的所述滑板下通过电磁滑轨活动设有第一导板,且第一导板下设有第一气压缸,所述第一气压缸的输出端设有第一安装板,所述第一安装板下方转动设有第一转盘,且第一转盘下方转动设有转臂,所述转臂下设有喷头;
3、右侧的所述滑板下通过电磁滑轨活动设有第二导板,且第二导板下通过马达驱动转动设有第二转盘,所述第二转盘下方设有第二气压缸,且第二气压缸的输出端设有第二安装板,所述第二安装板底部的一侧设有轴座,且轴座下转动设有转杆,所述转杆通过偏心组件驱动摆动,且转杆下设有敲击锤。
4、进一步改进在于:所述偏心组件包括侧板、转轮和联动臂,所述侧板设在第二安装板底部的一侧,所述转轮转动在侧板上并通过马达驱动,所述联动臂的一端与转轮前端的一侧转动连接,且联动臂的另一端与所述转杆转动连接。
5、进一步改进在于:所述敲击锤的端头上设有胶头,且胶头通过粘胶与敲击锤固定。
6、进一步改进在于:所述第一安装板顶部的一端设有第一电机,且第一电机的输出端和第一转盘之间连接有皮带,所述第一转盘的底部设有铰接座,所述转臂上端与铰接座转动连接。
7、进一步改进在于:所述铰接座的一侧转动设有蜗轮,且蜗轮连接转臂,所述第一转盘底部的一端设有卡板,且卡板的内侧设有与蜗轮相适配的蜗杆,所述蜗杆通过马达驱动旋转。
8、进一步改进在于:所述转臂下端设有连接板,所述喷头设在连接板下,所述清理仓的顶部设有吹气泵,且吹气泵的输出端连接有拉伸管,所述拉伸管的输出端通过连接板与喷头连通。
9、进一步改进在于:所述吸附仓内部的上方设有接料斗,且接料斗通过网格板与清理仓连通,所述清理仓的前端设有闭合门,所述接料斗的下方设有收纳箱,且收纳箱与接料斗连通。
10、进一步改进在于:所述收纳箱内部一侧的下方设有滤网,所述吸附仓内部下方的一侧设有抽气泵,所述抽气泵的输入端与滤网处的所述收纳箱连通。
11、进一步改进在于:所述第一气压缸的输出端上设有第一摄像头,所述第二气压缸的输出端上设有第二摄像头,所述清理仓的顶部设有控制柜,所述控制系统内置于控制柜的内部,且控制系统包括铸造件模型模块、颜色纹理数据库、分析比对模块和驱动模块,所述第一摄像头和第二摄像头的信号输出端均与所述控制柜电性连接。
12、进一步改进在于:所述铸造件模型模块内置待清理铸造件的三维模型,且三维模型上标注有内孔,所述第一摄像头用于拍摄待清理铸造件的整体图像,并输入图像至控制系统,所述分析比对模块用于比对第一摄像头采集的图像和三维模型,确定实际铸造件的摆放方位,以此根据模型来定位实际铸造件的内孔位置,所述驱动模块用于驱动装置调节喷头位置插入内孔,所述颜色纹理数据库内置铸造件表面型砂的颜色纹理数据,所述第二摄像头用于拍摄待清理铸造件的表面图像,并输入图像至控制系统,所述分析比对模块用于比对第二摄像头采集的图像和颜色纹理数据库中的颜色纹理数据,确定实际铸造件表面的残留型砂区域,所述驱动模块用于驱动装置调节敲击锤位置来敲击残留型砂。
13、本发明的有益效果为:
14、1、本发明可以改变喷头的位置、改变喷头的高度、改变喷头的方向以及角度,便于机械化将喷头插入铸造件不同位置的开孔内,可以改变敲击锤的位置、改变敲击锤的方向、改变敲击锤的高度,配合偏心组件带动敲击锤摆动,便于敲击铸造件外的型砂,综上,便于机械化对铸造件进行内部吹气以及外部敲砂,使用更加方便,且适配不同造型的铸造件。
15、2、本发明通过铸造件模型模块内置待清理铸造件的三维模型,并标注有内孔,通过第一摄像头拍摄的铸造件整体图像和三维模型比对,确定实际铸造件的摆放方位,以此定位内孔位置,便于自动化驱动装置调节喷头位置插入内孔,通过颜色纹理数据库内置铸造件表面型砂的颜色纹理数据,通过第二摄像头拍摄的铸造件表面图像和颜色纹理数据比对,确定实际铸造件表面的残留型砂区域,便于自动化调节敲击锤位置来敲击残留型砂,全程自动化控制,清理效率高。
技术特征:
1.一种3d打印砂型铸造件用表面清理装置,包括清理仓(1)和控制系统,其特征在于:所述清理仓(1)内部的下方设有网格板(2),且网格板(2)的下方设有吸附仓(3),所述清理仓(1)内部的上端设有电磁导轨(4),且电磁导轨(4)下的两侧均活动设有滑板(5),左侧的所述滑板(5)下通过电磁滑轨活动设有第一导板(6),且第一导板(6)下设有第一气压缸(7),所述第一气压缸(7)的输出端设有第一安装板(8),所述第一安装板(8)下方转动设有第一转盘(9),且第一转盘(9)下方转动设有转臂(10),所述转臂(10)下设有喷头(11);
2.根据权利要求1所述的一种3d打印砂型铸造件用表面清理装置,其特征在于:所述偏心组件包括侧板(19)、转轮(20)和联动臂(21),所述侧板(19)设在第二安装板(15)底部的一侧,所述转轮(20)转动在侧板(19)上并通过马达驱动,所述联动臂(21)的一端与转轮(20)前端的一侧转动连接,且联动臂(21)的另一端与所述转杆(17)转动连接。
3.根据权利要求2所述的一种3d打印砂型铸造件用表面清理装置,其特征在于:所述敲击锤(18)的端头上设有胶头(22),且胶头(22)通过粘胶与敲击锤(18)固定。
4.根据权利要求1所述的一种3d打印砂型铸造件用表面清理装置,其特征在于:所述第一安装板(8)顶部的一端设有第一电机(23),且第一电机(23)的输出端和第一转盘(9)之间连接有皮带(24),所述第一转盘(9)的底部设有铰接座(25),所述转臂(10)上端与铰接座(25)转动连接。
5.根据权利要求4所述的一种3d打印砂型铸造件用表面清理装置,其特征在于:所述铰接座(25)的一侧转动设有蜗轮(26),且蜗轮(26)连接转臂(10),所述第一转盘(9)底部的一端设有卡板(27),且卡板(27)的内侧设有与蜗轮(26)相适配的蜗杆(28),所述蜗杆(28)通过马达驱动旋转。
6.根据权利要求5所述的一种3d打印砂型铸造件用表面清理装置,其特征在于:所述转臂(10)下端设有连接板(29),所述喷头(11)设在连接板(29)下,所述清理仓(1)的顶部设有吹气泵(30),且吹气泵(30)的输出端连接有拉伸管(31),所述拉伸管(31)的输出端通过连接板(29)与喷头(11)连通。
7.根据权利要求1所述的一种3d打印砂型铸造件用表面清理装置,其特征在于:所述吸附仓(3)内部的上方设有接料斗(32),且接料斗(32)通过网格板(2)与清理仓(1)连通,所述清理仓(1)的前端设有闭合门,所述接料斗(32)的下方设有收纳箱(33),且收纳箱(33)与接料斗(32)连通。
8.根据权利要求7所述的一种3d打印砂型铸造件用表面清理装置,其特征在于:所述收纳箱(33)内部一侧的下方设有滤网(34),所述吸附仓(3)内部下方的一侧设有抽气泵(35),所述抽气泵(35)的输入端与滤网(34)处的所述收纳箱(33)连通。
9.根据权利要求1所述的一种3d打印砂型铸造件用表面清理装置,其特征在于:所述第一气压缸(7)的输出端上设有第一摄像头(36),所述第二气压缸(14)的输出端上设有第二摄像头(37),所述清理仓(1)的顶部设有控制柜(38),所述控制系统内置于控制柜(38)的内部,且控制系统包括铸造件模型模块、颜色纹理数据库、分析比对模块和驱动模块,所述第一摄像头(36)和第二摄像头(37)的信号输出端均与所述控制柜(38)电性连接。
10.根据权利要求9所述的一种3d打印砂型铸造件用表面清理装置,其特征在于:所述铸造件模型模块内置待清理铸造件的三维模型,且三维模型上标注有内孔,所述第一摄像头(36)用于拍摄待清理铸造件的整体图像,并输入图像至控制系统,所述分析比对模块用于比对第一摄像头(36)采集的图像和三维模型,确定实际铸造件的摆放方位,以此根据模型来定位实际铸造件的内孔位置,所述驱动模块用于驱动装置调节喷头(11)位置插入内孔,所述颜色纹理数据库内置铸造件表面型砂的颜色纹理数据,所述第二摄像头(37)用于拍摄待清理铸造件的表面图像,并输入图像至控制系统,所述分析比对模块用于比对第二摄像头(37)采集的图像和颜色纹理数据库中的颜色纹理数据,确定实际铸造件表面的残留型砂区域,所述驱动模块用于驱动装置调节敲击锤(18)位置来敲击残留型砂。
技术总结
本发明提供了一种3D打印砂型铸造件用表面清理装置,涉及清理装置技术领域,包括清理仓和控制系统,所述清理仓内部的下方设有网格板,且网格板的下方设有吸附仓,所述清理仓内部的上端设有电磁导轨,且电磁导轨下的两侧均活动设有滑板,左侧的所述滑板下通过电磁滑轨活动设有第一导板,且第一导板下设有第一气压缸;本发明可以改变喷头的位置、改变喷头的高度、改变喷头的方向以及角度,便于机械化将喷头插入铸造件不同位置的开孔内,可以改变敲击锤的位置、改变敲击锤的方向、改变敲击锤的高度,配合偏心组件带动敲击锤摆动,便于敲击铸造件外的型砂,综上,便于机械化对铸造件内部吹气以及外部敲砂,使用方便,且适配不同造型的铸造件。
技术研发人员:于逸晨,郝振岳
受保护的技术使用者:康硕(山西)智能制造有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!