基于激光熔覆的连续Cf/Al复合材料的制备方法
本发明属于金属基复合材料制备方法,具体涉及一种基于激光熔覆的连续cf/al复合材料的制备方法。
背景技术:
1、当今时代工业复合材料的发展已是当今学界研究的主流和必定趋势。其中连续碳纤维增强金属基复合材料(cfrmmcs)因性能优良,在工程应用方面前景广阔,受到广泛关注。近年来对连续碳纤维增强金属基复合材料领域展开了大量研究,包括连续碳纤维增强铝基、镁基以及铜基等金属基复合材料。其中以铝为基体的该类复合材料研究进展迅速且成果显著,应用广泛、市场需求极大。铝质轻、密度小且优点众多,而连续cf/al复合材料将连续碳纤维丝束作为增强体,以其耐高温、耐疲劳性优良、低热膨胀、低密高强、高模量等特性与铝基体相结合,从而提高该复合材料的综合力学性能和极端条件下尺寸稳定性。因连续碳纤维与短碳纤维相比兼具高强度和韧性,纤维丝束作为主要的承载组分,有效提高基体材料在复杂工况下的使用性能。所以,连续cf/al复合材料在纤维方向上拥有很高的强度与模量。目前,连续cf/al复合材料已多用于众多工业领域尤其是航空航天及汽车工业中,如发动机活塞、螺旋桨叶片、飞机火箭等零部件的生产。
2、目前连续cf/al复合材料的制备方法主要有涂层结合热等静压法、压力浸渗法和粉末冶金法。
3、涂层结合热等静压法是将金属基体材料通过物理气相沉积法(pvd)或电子束蒸发沉积法(ebed)沉积或涂覆到纤维增强体表面,再运用热等静压或热压法集高温高压,通过高压惰性气体在密封容器内传压来实现铝基与纤维增强体的结合,该工艺虽然可以制备较为致密的连续cf/al复合材料,但对材料成型要求高、结构单一且制备周期长;压力浸渗法是将在惰性气体或真空保护下的铝基体熔体倒入已先被预制成型的连续碳纤维增强体中,在压力作用下使铝熔体浸渗到碳纤维丝束间隙中以达到复合效果,该工艺在制备连续cf/al复合材料上技术成熟且操作简单,但设备要求相对复杂,在制备大型零件时耗时长、效率低,且对一些具有结构要求的复合材料制备上可操作性较低;粉末冶金法用作颗粒或晶须cf/al增强复合材料的制备较多,在气体保护下,对连续碳纤维丝束进行预制后于其表面涂敷大量金属粉末进行高温融化也可制得连续cf/al复合材料,但由于无外压及材料层厚影响,该方法制得的复合材料在致密度以及内层基体与增强体结合上效果较差。
4、综上所述,现有技术中并没有一种通过激光熔覆增材技术制备连续cf/al复合材料,达到工艺周期短、工序流程简单、能够提高力学性能的方法。
技术实现思路
1、本发明的目的是提供一种基于激光熔覆的连续cf/al复合材料的制备方法,具有提高复合材料力学性能的特点。
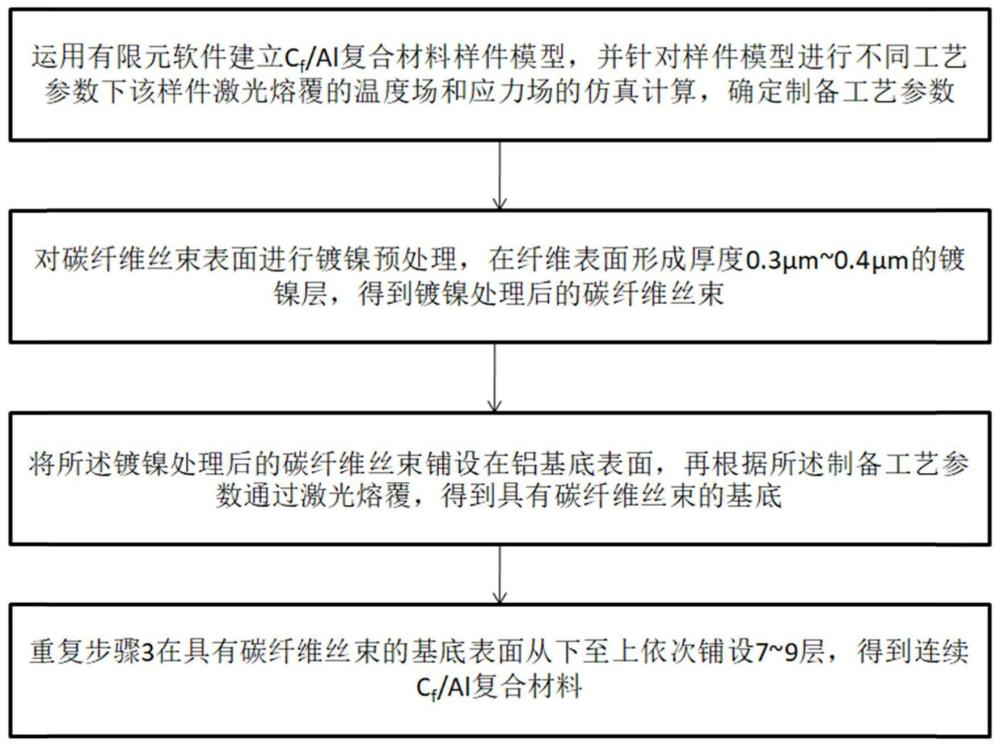
2、本发明的技术方案为,基于激光熔覆的连续cf/al复合材料的制备方法,具体按照以下步骤实施:步骤1、运用有限元软件建立cf/al复合材料样件模型,并针对样件模型进行不同工艺参数下该样件激光熔覆的温度场和应力场的仿真计算,确定制备工艺参数;
3、步骤2、对碳纤维丝束表面进行镀镍预处理,在纤维表面形成厚度0.3μm~0.4μm的镀镍层,得到镀镍处理后的碳纤维丝束;
4、步骤3、将镀镍处理后的碳纤维丝束铺设在铝基底表面,再根据制备工艺参数通过激光熔覆,得到具有碳纤维丝束的基底;
5、步骤4、重复步骤3在具有碳纤维丝束的基底表面从下至上依次铺设7~9层,得到连续cf/al复合材料。
6、本发明的特点还在于:步骤1中制备工艺参数包括激光功率、扫描速度、光斑半径、层厚、单道宽和纤维镀层。
7、激光功率为700w~800w,扫描速度为2mm/s~3mm/s,层厚为0.5mm~1mm,光斑半径为2.9mm~3mm,单道宽为3mm~4mm,纤维镀层为镍。
8、步骤2具体按照以下步骤实施:
9、步骤2.1、选择单丝直径为6.9μm~7.0μm的t700碳纤维丝束;
10、步骤2.2、将碳纤维丝束表面在温度为400℃~450℃,时间为5min~8min的ksl-1700x热处理炉内进行表面去胶处理后进行水洗,得到去胶后碳纤维丝束;
11、步骤2.3、在常温下,将去胶后碳纤维丝束,在水与强酸比例为(2~3):7的强酸液中静止25min~30min进行表面粗化后并水洗,得到粗化后碳纤维丝束;强酸为hno3或h2so4;
12、步骤2.4、将粗化后碳纤维丝束表面进行电镀镍处理,在纤维表面形成厚度0.3μm~0.4μm的镀镍层,得到镀镍处理后的碳纤维丝束。
13、步骤2.4中电镀镍处理的电流密度为0.39a/dm2~0.4a/dm2,电镀镍处理的镍盐镀液中主盐为niso4,缓冲剂为硼酸,防钝化剂为氯化镍,分散剂为十二烷基硫酸钠,电镀镍处理时间为8min~12min。
14、电镀镍处理的镍盐镀液中niso4为270g/l-275g/l,硼酸为40g/l-45g/l,氯化镍为70g/l-75g/l,十二烷基硫酸钠为0.1g/l-0.15g/l。
15、步骤3具体按照以下步骤实施:
16、步骤3.1、选择保护气体为氩气,并在特制铝基板上熔覆1~2层铝层打底,得到铝基底;
17、步骤3.2、将镀镍处理后的碳纤维丝束截取长度为100mm~110mm后与熔覆同向铺丝铺设在铝基底表面并夹紧,得到夹紧后的碳纤维丝束;
18、步骤3.3、确定并设置激光功率、扫描速度、光斑半径、层厚、单道宽对夹紧后的碳纤维丝束进行激光熔覆至铝金属粉末与纤维均匀浸润并完全熔化、凝固,得到具有碳纤维丝束的基底。
19、本发明的有益效果是:
20、1.本发明通过对连续碳纤维的表面镀镍改性处理,使得增强纤维在激光熔覆过程中可以与金属进行良好润湿,获得好的界面结合,也能最大程度保持连续纤维自身良好力学性能;
21、2.本发明通过与熔覆方向同向铺丝,可以使得连续纤维均匀分布在熔覆层内,也可以根据增强需求进行碳纤维铺丝密集程度调整,有助于提高铝基复合材料力学性能;
22、3.本发明采用的激光增材技术,其所用高功率激光器制备成品组织晶粒细小,复合性能优异,在硬度、抗拉等各方面力学性能均有所提高。
技术特征:
1.基于激光熔覆的连续cf/al复合材料的制备方法,其特征在于,具体按照以下步骤实施:步骤1、运用有限元软件建立cf/al复合材料样件模型,并针对样件模型进行不同工艺参数下该样件激光熔覆的温度场和应力场的仿真计算,确定制备工艺参数;
2.根据权利要求1所述的基于激光熔覆的连续cf/al复合材料的制备方法,其特征在于,所述步骤1中制备工艺参数包括激光功率、扫描速度、光斑半径、层厚、单道宽和纤维镀层。
3.根据权利要求2所述的基于激光熔覆的连续cf/al复合材料的制备方法,其特征在于,所述激光功率为700w~800w,所述扫描速度为2mm/s~3mm/s,所述层厚为0.5mm~1mm,所述光斑半径为2.9mm~3mm,所述单道宽为3mm~4mm,所述纤维镀层为镍。
4.根据权利要求1所述的基于激光熔覆的连续cf/al复合材料的制备方法,其特征在于,所述步骤2具体按照以下步骤实施:
5.根据权利要求4所述的基于激光熔覆的连续cf/al复合材料的制备方法,其特征在于,所述步骤2.4中电镀镍处理的电流密度为0.39a/dm2~0.4a/dm2,电镀镍处理的镍盐镀液中主盐为niso4,缓冲剂为硼酸,防钝化剂为氯化镍,分散剂为十二烷基硫酸钠,电镀镍处理时间为8min~12min。
6.根据权利要求5所述的基于激光熔覆的连续cf/al复合材料的制备方法,其特征在于,所述电镀镍处理的镍盐镀液中niso4为270g/l-275g/l,硼酸为40g/l-45g/l,氯化镍为70g/l-75g/l,十二烷基硫酸钠为0.1g/l-0.15g/l。
7.根据权利要求1所述的基于激光熔覆的连续cf/al复合材料的制备方法,其特征在于,所述步骤3具体按照以下步骤实施:
技术总结
本发明公开了基于激光熔覆的连续C<subgt;f</subgt;/Al复合材料的制备方法,具体按照以下步骤实施:运用有限元软件建立C<subgt;f</subgt;/Al复合材料样件模型,并针对样件模型进行不同工艺参数下该样件激光熔覆的温度场和应力场的仿真计算,确定制备工艺参数;对碳纤维丝束表面进行镀镍预处理,在纤维表面形成厚度0.3μm~0.4μm的镀镍层,得到镀镍处理后的碳纤维丝束;将镀镍处理后的碳纤维丝束铺设在铝基底表面,再根据制备工艺参数通过激光熔覆,得到具有碳纤维丝束的基底;重复步骤3在具有碳纤维丝束的基底表面从下至上依次铺设7~9层,得到连续C<subgt;f</subgt;/Al复合材料;本发明有助于提高铝基复合材料力学性能。
技术研发人员:成小乐,彭耀,邓嫄媛,刘伟
受保护的技术使用者:西安工程大学
技术研发日:
技术公布日:2024/1/5
- 还没有人留言评论。精彩留言会获得点赞!