激冷覆膜砂及其制备方法与流程
本发明涉及砂芯铸造,具体为激冷覆膜砂及其制备方法。
背景技术:
1、在铸造领域,砂芯铸造是常用的一种铸造方法,在各行各业的制造业中应用最为广泛的铸造方法。其中在一些特殊结构的产品在铸造过程中,由于结构的特殊性,内腔的某些位置存在孤立的热节,没有补缩通道,无法使用冒口进行补缩,使用外冷铁对孤立的热节进行激冷,使其该位置的孤立热节提前凝固,但在后期清理时,无法将冷铁去除,易造成铸件报废,从而不能铸造出优良的铸件。
技术实现思路
1、为解决现有技术的不足,本申请提供了一种激冷覆膜砂,所述覆膜砂包括以下原料:酚醛树脂、固化剂、润滑剂和三氧化二铁,还包括金属切割屑和/或铸件打磨粉。
2、进一步的,所述覆膜砂按以下配比制成:酚醛树脂2.0%±0.5%,固化剂0.6%±0.2%,润滑剂0.3%±15%,三氧化二铁5.2%±0.5%,剩余使用金属切割屑和/或铸件打磨粉。
3、进一步的,所述覆膜砂的抗拉强度>4.0mpa,发气量<23ml/g。
4、进一步的,所述固化剂为乌洛托品,所述润滑剂为硬脂酸钙。
5、本申请还提供了上述激冷覆膜砂的制备方法,包括以下步骤:
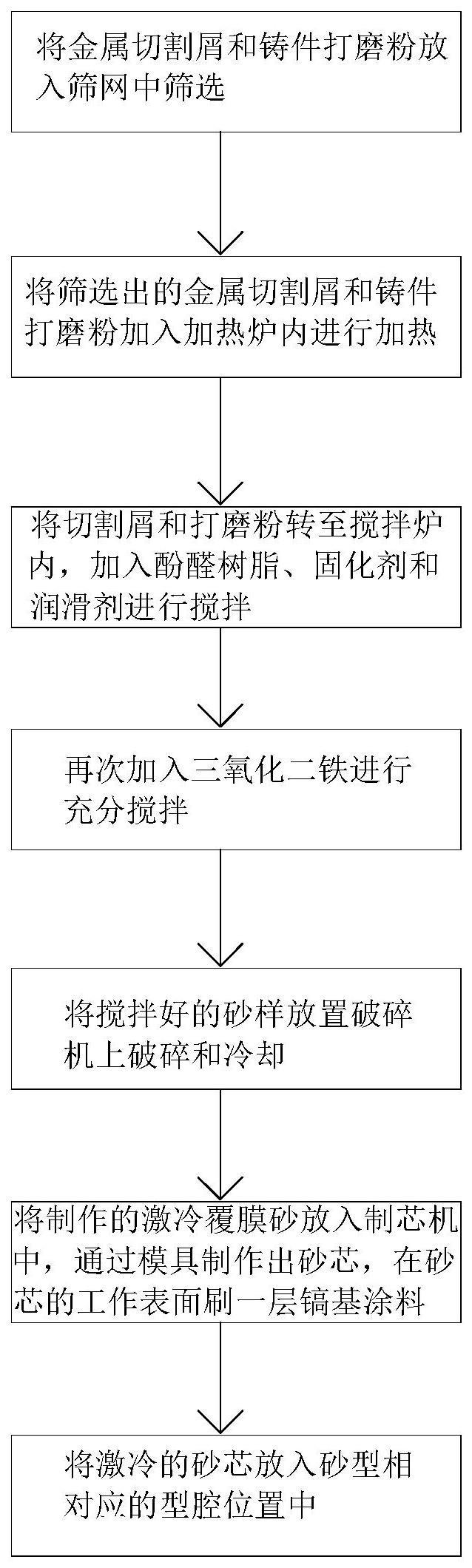
6、步骤1,采用¢0.2mm筛网,将金属切割屑和铸件打磨粉放入筛网中筛选,筛选出<¢0.2mm且>¢0.1mm的金属切割屑和铸件打磨粉;
7、步骤2,将筛选出的金属切割屑和铸件打磨粉按照1:1比例加入加热炉内进行加热,加热温度为150±5℃,加热时间为5-8min;
8、步骤3,将加热后的金属切割屑和铸件打磨粉转至搅拌炉内,加入酚醛树脂2.0%±0.5%,固化剂0.6%±0.2%,润滑剂0.3%±15%,进行充分搅拌,搅拌时间5-7mim;
9、步骤4,再次加入三氧化二铁5.2%±0.5%,进行充分搅拌,搅拌时间5-7min;
10、步骤5,将搅拌好的砂样放置破碎机上破碎,破碎的同时进行冷却,冷却到室温后进行装袋备用;
11、步骤6,将制作的激冷覆膜砂放入制芯机中,通过模具制作出相应形状的砂芯替代冷铁,在激冷砂芯的工作表面刷一层镐英粉涂料;
12、步骤7,将激冷的砂芯放入砂型相对应的型腔位置中,在浇注过程中当做冷铁使用。
13、本申请的激冷覆膜砂具有以下效果:
14、(1)除了具备常规的覆膜砂性能外,还具有很强的激冷效果,激冷效果与冷铁的激冷效果一致;
15、(2)可以有效解决特殊结构的产品,孤立热节导致的缩松问题;
16、(3)后期的落砂清理过程中,与落砂清理的方式一样进行清理激冷砂芯,进而有效的解决了铸件孤立热节无法解决的问题,同时无需担心像冷铁那样无法清理的麻烦。
技术特征:
1.一种激冷覆膜砂,其特征在于:所述覆膜砂包括以下原料:酚醛树脂、固化剂、润滑剂和三氧化二铁,还包括金属切割屑和/或铸件打磨粉。
2.根据权利要求1所述的激冷覆膜砂,其特征在于:所述覆膜砂按以下配比制成:酚醛树脂2.0%±0.5%,固化剂0.6%±0.2%,润滑剂0.3%±15%,三氧化二铁5.2%±0.5%,剩余使用金属切割屑和/或铸件打磨粉。
3.根据权利要求1或2所述的激冷覆膜砂,其特征在于:所述覆膜砂的抗拉强度>4.0mpa,发气量<23ml/g。
4.根据权利要求1-3任意一项所述的激冷覆膜砂,其特征在于:所述固化剂为乌洛托品。
5.根据权利要求1-3任意一项所述的激冷覆膜砂,其特征在于:所述润滑剂为硬脂酸钙。
6.根据权利要求1-5任意一项所述激冷覆膜砂的制备方法,其特征在于,包括以下步骤:
技术总结
本发明公开了一种激冷覆膜砂及其制备方法,所述覆膜砂包括以下原料:酚醛树脂、固化剂、润滑剂和三氧化二铁,还包括金属切割屑和/或铸件打磨粉。通过上述方案制作的激冷覆膜砂,除了具备常规的覆膜砂性能外,还具有很强的激冷效果,激冷效果与冷铁的激冷效果一致。在制芯设备上进行制作激冷砂芯,在砂芯工作表面刷一层镐基涂料后放入砂型型腔使用(与冷铁的使用方法一样)。同时在后期清理时,可以轻松的将激冷砂芯清理干净,从而达到最初的目的,解决了特殊结构的产品孤立热节导致的缩松问题,进一步提高了铸件的质量。
技术研发人员:吴俊俊,赵冬,刘军民,于向东,殷飞,葛雨,单长亮
受保护的技术使用者:常州中车汽车零部件有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!