铌微合金化热轧带肋钢筋及其生产方法与流程
本发明属于热轧钢筋生产,提供了一种铌微合金化热轧带肋钢筋及其生产方法。
背景技术:
1、混凝土用热轧带肋钢筋(以下简称钢筋)是我国最大的单一钢铁品种,长期以来占我国粗钢产量的20%以上,加上我国60%以上地区处于地震易发区,因此抗震钢筋的产品升级和质量提升不但关系到建筑和人民生命财产安全,而且对于钢铁行业的高质量发展,以及“碳达峰、碳中和”战略具有重大意义。
2、现阶段,我国实施的混凝土用热轧带肋钢筋国家标准是gb/t 1499.2-2018,标准对钢筋强度等级、生产工艺和金相组织等提出了要求,标准中强度等级最低牌号hrb400(e)要求下屈服强度为400mpa以上、抗拉强度为540mpa以上,满足抗震要求的hrb400e还要求强屈比(实测抗拉强度/实测下屈服强度)不低于1.25,屈标比(实测下屈服强度/400mpa)不高于1.30,最大力总延伸率不低于9%。
3、目前,钢厂生产hrb400e钢筋方法主要采用钒或者铌微合金化。由于铌能够扩大奥氏体非再结晶区,通过低温控制轧制实现性能提高。专利公告号cn100465321c、发明名称为“含微量铌控冷钢筋用钢及其生产方法”公开了通过加入0.005~0.015%nb,并结合轧制过程中对轧件的控制冷却,获得了400mpa级钢筋。但其生产出的热轧钢筋的显微组织85%以上为铁素体+珠光体,不能避免含有贝氏体(粒状贝氏体)等组织。这会导致所获得的钢筋力学性能检验中拉伸曲线的屈服平台不明显,进而影响性能。此外,该专利中si的含量偏高,也使得合金成本较高。
4、专利公告号cn 113373377b、发明名称为“低成本且表面氧化铁皮厚度10μm以上的高速棒材螺纹钢及生产方法”公开了通过加入0.015~0.035%nb进行成分设计,经过高速棒材轧制,获得了φ10~φ25的含nb hrb400e直条螺纹钢筋。然而,由于在该钢筋的制造过程中nb的加入量较高,从而不利于广泛推广应用。
技术实现思路
1、为了解决现有技术中存在的上述问题和缺陷的至少一个方面,本发明提供了一种铌微合金化热轧带肋钢筋及其生产方法,在保持加入微量铌的情况下,获得了一种铌微合金化热轧带肋钢筋,其金相组织均为铁素体和珠光体。
2、根据本发明的一个方面,提供了一种铌微合金化热轧带肋钢筋,所述铌微合金化热轧带肋钢筋中的化学成分按重量百分比计为:c:0.20%~0.25%,si:0.20%~0.30%,mn:1.10%~1.30%,nb:0.005~0.010%,p:<0.045%,s:<0.045%,n<0.008%;其余为fe和杂质元素,其中所述铌微合金化热轧带肋钢筋的金相组织仅包括铁素体和珠光体。
3、进一步地,在铌作为微量添加元素的情况下,通过控制轧制和冷却的参数来获得所述铌微合金化热轧带肋钢筋。
4、进一步地,用于生产铌微合金化热轧带肋钢筋的钢坯出炉并经过水除鳞后连续轧制过程处理,所述连续轧制过程包括粗轧机组轧制、中轧机组轧制、预精轧机组轧制和精轧机组轧制。
5、进一步地,通过控制预精轧阶段的轧机功率和控制冷却条件的参数来获得所述铌微合金化热轧带肋钢筋。
6、进一步地,在连续轧制过程中,钢坯经过水冷却装置,钢坯粗轧开轧温度为960℃~980℃,经中轧机组轧制后,进预精轧机组的温度为850℃~880℃,出预精轧后钢坯经过水冷至750℃~800℃并进精轧机组轧制,其中精轧阶段总截面面积减率大于70%。
7、进一步地,精轧后通过分级冷却钢筋表面控冷至550℃~600℃,冷速大于100℃/s;返温后钢筋表面的温度为750℃~780℃上冷床缓冷。
8、进一步地,在连续轧制之前,钢坯还经过铁水预处理、转炉炼钢、精炼、连铸和连铸坯加热,其中在连铸坯加热中,将连铸坯在步进梁加热炉中加热,均热温度控制在980℃~1000℃之间,加热时间为60min~80min。
9、根据本发明的另一个方面,提供了一种铌微合金化热轧带肋钢筋的生产方法,所述铌微合金化热轧带肋钢筋是上述的铌微合金化热轧带肋钢筋,
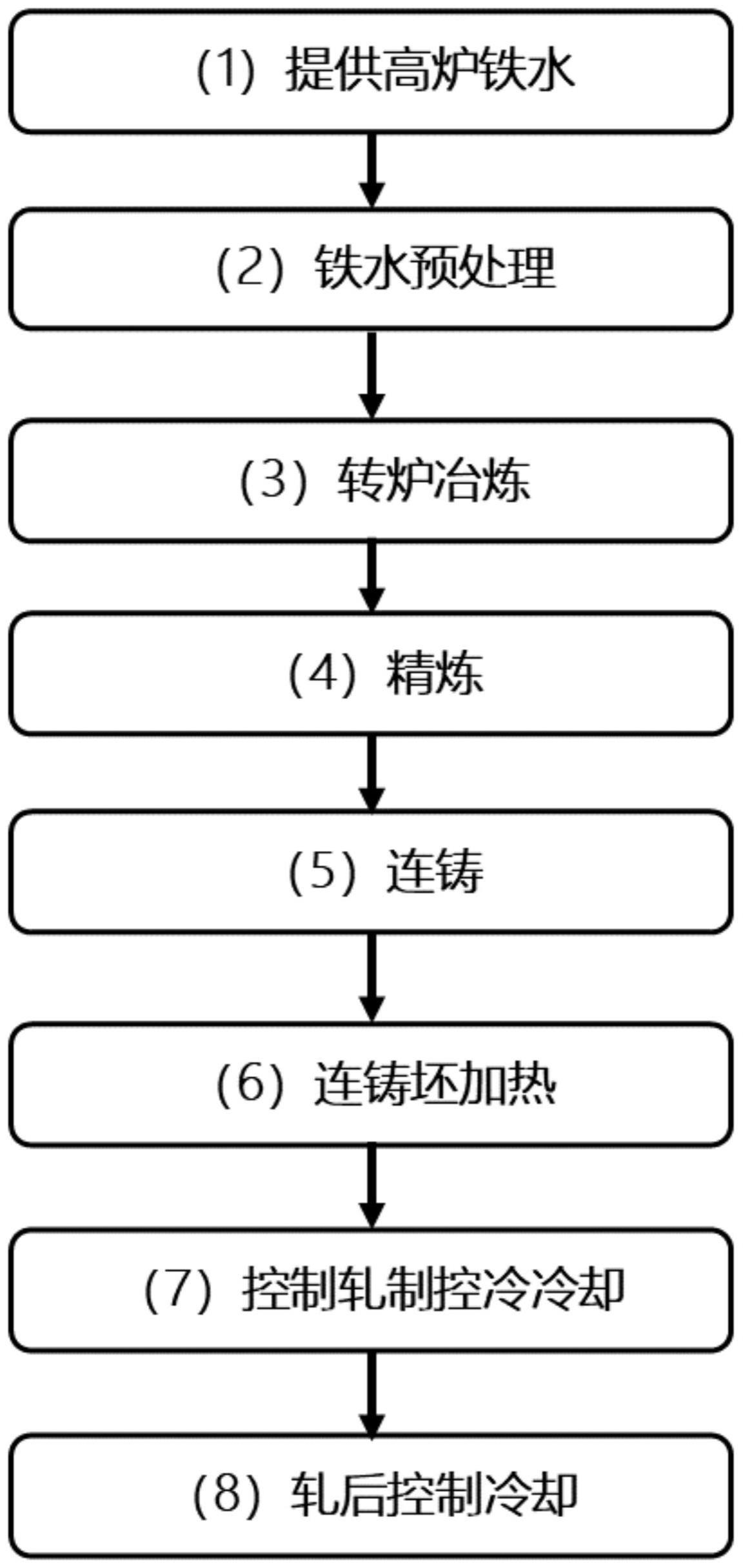
10、所述生产方法包括:
11、(1)提供高炉铁水;
12、(2)铁水预处理:高炉铁水经脱硫工艺后s含量的重量百分比控制为小于0.015%;
13、(3)转炉炼钢:转炉中加入经脱硫处理后的铁水,控制废钢装入量占总装入量不超过15%,在达到终点成分及出钢温度后,吹炼结束;滑板挡渣出钢,在出钢1/3时,加入脱氧剂对钢液进行脱氧,加入硅锰合金元素和增碳剂,出钢2/3时加完,出钢结束后转入精炼;
14、(4)精炼:在钢包中吹入保护气体进行不少于10min的精炼,在吹保护气体精炼脱氧良好后加入铌铁,待熔炼成分合格后,停止精炼,开始进行浇注;
15、(5)连铸:连铸中包采用碱性保护渣,连铸钢包和中间包采用长水口保护浇铸,中间包过热度不大于15℃,最终获得连铸坯;
16、(6)连铸坯加热:将连铸坯在加热炉中加热,均热温度控制在980℃~1000℃之间,加热时间为60min~80min;
17、(7)控制轧制控冷冷却:钢坯出炉并水除鳞后连续轧制,所述连续轧制包括粗轧机组轧制、中轧机组轧制、预精轧机组轧制和精轧机组轧制,期间经过水冷却装置,钢坯在粗轧机组中的粗轧开轧温度为960℃~980℃,经中轧机组轧制后,进预精轧机组中的温度为850℃~880℃,出预精轧机组后钢坯经过水冷至750℃~800℃后,送进精轧机组中进行精轧;
18、(8)轧后控制冷却:精轧后通过分级冷却钢筋表面,控冷至550℃~600℃,冷速大于100℃/s,返温后钢筋表面的温度为750℃~780℃,上冷床缓冷后获得所述的铌微合金化热轧带肋钢筋。
19、进一步地,所述保护气体包括氩气,所述连铸坯的横截面尺寸为150mm×150mm~170mm×170mm;
20、所述铸坯加热的步骤中的加热炉为步进梁加热炉。
21、进一步地,所述精轧阶段总截面面积减率大于70%;
22、在轧后控制冷却步骤中,钢筋上冷床缓冷后,经过切定尺、集捆和包装后获得所述的铌微合金化热轧带肋钢筋。
23、根据本发明实施例所述的铌微合金化热轧带肋钢筋及其的生产方法具有以下优点中的至少一个:
24、(1)本发明采用nb微合金化的成分设计,结合控制轧制控制冷却生产出的钢筋性能指标满足下屈服强度≥425mpa,抗拉强度≥570mpa,最大力总延伸率≥12%,抗拉强度/屈服强度≥1.30,屈服强度/屈服强度特征值≤1.12;均满足gb/t1499.2中hrb400e的性能要求,其金相组织均为铁素体和珠光体,尺寸涵盖直径6mm~16mm。
25、(2)本发明的实施例中,仅通过硅锰合金和nb微合金化,合金成本经济。
技术特征:
1.一种铌微合金化热轧带肋钢筋,其特征在于,所述铌微合金化热轧带肋钢筋中的化学成分按重量百分比计为:c:0.20%~0.25%,si:0.20%~0.30%,mn:1.10%~1.30%,nb:0.005~0.010%,p:<0.045%,s:<0.045%,n<0.008%;其余为fe和杂质元素,其中所述铌微合金化热轧带肋钢筋的金相组织仅包括铁素体和珠光体。
2.根据权利要求1所述的铌微合金化热轧带肋钢筋,其特征在于,
3.根据权利要求2所述的铌微合金化热轧带肋钢筋,其特征在于,
4.根据权利要求3所述的铌微合金化热轧带肋钢筋,其特征在于,
5.根据权利要求4所述的铌微合金化热轧带肋钢筋,其特征在于,
6.根据权利要求5所述的铌微合金化热轧带肋钢筋,其特征在于,
7.根据权利要求3-6中任一项所述的铌微合金化热轧带肋钢筋,其特征在于,
8.一种铌微合金化热轧带肋钢筋的生产方法,其特征在于,所述铌微合金化热轧带肋钢筋是根据权利要求1-7中任一项所述的铌微合金化热轧带肋钢筋,
9.根据权利要求8所述的生产方法,其特征在于,
10.根据权利要求9所述的生产方法,其特征在于,
技术总结
本发明公开一种铌微合金化热轧带肋钢筋及其生产方法。所述铌微合金化热轧带肋钢筋中的化学成分按重量百分比计为:C:0.20%~0.25%,Si:0.20%~0.30%,Mn:1.10%~1.30%,Nb:0.005~0.010%,P:<0.045%,S:<0.045%,N<0.008%;其余为Fe和杂质元素,其中所述铌微合金化热轧带肋钢筋的金相组织仅包括铁素体和珠光体。
技术研发人员:罗毅,张永青,郭爱民,李慧超,张伟,朱晓轩,崔天成,郭俊杰,江卫华
受保护的技术使用者:中信金属股份有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!