厚度小于等于12mm的高强船用钢板及其制造方法与流程
本发明涉及金属铸造领域,尤其涉及一种厚度小于等于12mm的高强船用钢板及其制造方法。
背景技术:
1、高强船用钢板属于船舶与海洋结构用钢,主要用于船舶夹板、分段结构件等,钢板在使用过程中需要切割、焊接和火效等生产工艺,为满足造船厂对船用钢板的使用要求和使用性能,需要钢板材料具有焊接性能好、钢板平直度好和力学性能稳定性好的特性,而且钢板在一定程度上能够体现材料的加工能力和美观性。因此,需要对高强船用钢具有苛刻的综合质量要求。
2、在现有的制造卷开平钢板生产工艺中,生产出的厚度小于等于12mm的高强船用钢板时,往往会出现板材卷曲、平直度低,质量稳定性差的问题。同时,厚度小于等于12mm的高强船用钢板其生产过程还需要采用lf+rh双联精炼工艺,控制钢板的洁净度等性能,结合高合金含量增强其机械性能,工艺流程较为复杂,且成本较高。客户使用过程中规范使用要求,防止材料机械性能恶化,不利于材料的使用适应性。
技术实现思路
1、本发明的主要目的是提供一种厚度小于等于12mm的高强船用钢板及其制造方法,旨在解决现有技术生产的厚度小于等于12mm的钢板平直度低、质量稳定性差等问题。
2、为实现上述目的,本发明提供了一种厚度小于等于12mm的高强船用钢板,所述厚度小于等于12mm的高强船用钢板的化学组成质量百分数为0.12wt%≤c≤0.14wt%、0.15wt%≤si≤0.3wt%、1.0wt%≤mn≤1.1wt%、p≤0.015wt%、s≤0.005wt%、0.018wt%≤als≤0.045wt%、nb≤0.03wt%,ti≤0.02wt%、0.006wt%≤n≤0.01wt%、0.03wt%≤v≤0.04wt%,其余为铁和其他不可避免的杂质;且所述厚度小于等于12mm的高强船用钢板的板坯中心偏析和中心疏松≤c1.5级。
3、进一步地,所述厚度小于等于12mm的高强船用钢板的化学组成质量百分数为0.125wt%≤c≤0.135wt%、0.15wt%≤si≤0.2wt%、1.0wt%≤mn≤1.1wt%、p≤0.015wt%、s≤0.0045wt%、0.02wt%≤als≤0.04wt%、nb≤0.03wt%,ti≤0.02wt%、0.006wt%≤n≤0.01wt%、0.03wt%≤v≤0.04wt%,其余为铁和其他不可避免的杂质。
4、本发明还提供了一种厚度小于等于12mm的高强船用钢板的制造方法,包括步骤:
5、待热轧材料自然冷却至60℃以下时,进行开平切板处理,得钢板;其中,粗矫直入口压下量压下至-7mm~-10mm;开平切割钢板平直度≤5mm/2m。
6、对所述钢板进行正火处理;正火处理的工艺温度≥850℃,保温20~25min,对保温后的钢板冷却处理,得所述厚度小于等于12mm的高强船用钢板。
7、其中,所述热轧材料获得的方式包括,对原材料进行顶底复吹转炉初炼,lf精炼以及cc浇铸过程处理,得铸坯;所述铸坯与权利要求1所述厚度小于等于12mm的高强船用钢板的化学组成相适应。
8、对所述铸坯加热后,依次进行除鳞、初轧、精轧和卷曲,得所述热轧材料;其中,所述精轧温度为840℃~900℃,所述精轧过程的压下率≥50%;所述卷曲温度为600~630℃。
9、所述精轧后还包括层流冷却步骤,所述层流冷却的上下水比为1:1.1~1.2。
10、进一步地,在所述冷却处理中,当所述保温后的钢板的温度≥650℃时,加速空冷,且所述加速空冷的冷速≥200℃/min。
11、进一步地,在所述冷却处理中,当所述保温后的钢板的温度<650℃时,在冷床自然冷却。
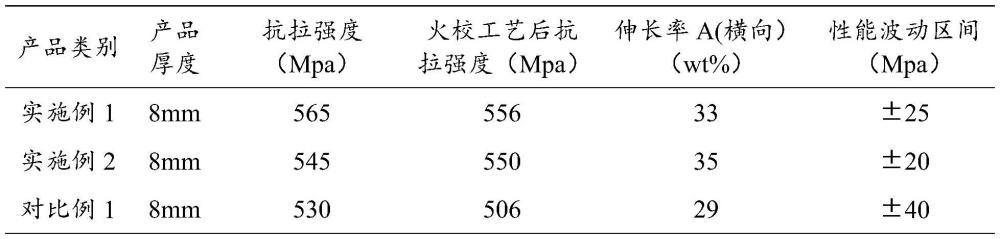
12、进一步地,所述热轧材料的力学性能波动为±40mpa。
13、进一步地,所述热轧材料的金相组织主要为铁素体、珠光体和贝氏体,且晶粒度≥12级。
14、进一步地,所述层流冷却的上下水比为1:1.1。
15、本发明达到的有益效果:
16、本发明提供的厚度小于等于12mm的高强船用钢板,夹杂物含量少;特别是内部偏析缺陷轻微,板坯中心偏析和中心疏松不超过c1.5级,获得的厚度小于等于12mm的高强船用钢板的钢板平直度高,性能稳定性好。
17、本发明提供的厚度小于等于12mm的高强船用钢板的制造方法,工艺流程简单,成本较低,且可稳定生产出晶粒均匀、钢板板形平直度好、热加工质量稳定性高的厚度小于等于12mm的高强船用钢板,具有加工稳定性和美观性。
技术特征:
1.一种厚度小于等于12mm的高强船用钢板,其特征在于,所述厚度小于等于12mm的高强船用钢板的化学组成质量百分数为0.12wt%≤c≤0.14wt%、0.15wt%≤si≤0.3wt%、1.0wt%≤mn≤1.1wt%、p≤0.015wt%、s≤0.005wt%、0.018wt%≤als≤0.045wt%、nb≤0.03wt%,ti≤0.02wt%、0.006wt%≤n≤0.01wt%、0.03wt%≤v≤0.04wt%,其余为铁和其他不可避免的杂质;
2.根据权利要求1所述的厚度小于等于12mm的高强船用钢板,其特征在于,所述厚度小于等于12mm的高强船用钢板的化学组成质量百分数为0.125wt%≤c≤0.135wt%、0.15wt%≤si≤0.2wt%、1.0wt%≤mn≤1.1wt%、p≤0.015wt%、s≤0.0045wt%、0.02wt%≤als≤0.04wt%、nb≤0.03wt%,ti≤0.02wt%、0.006wt%≤n≤0.01wt%、0.03wt%≤v≤0.04wt%,其余为铁和其他不可避免的杂质。
3.一种厚度小于等于12mm的高强船用钢板的制造方法,其特征在于,包括步骤:
4.根据权利要求3所述的制造方法,其特征在于,在所述冷却处理中,当所述保温后的钢板的温度≥650℃时,加速空冷,且所述加速空冷的冷速≥200℃/min。
5.根据权利要求3所述的制造方法,其特征在于,在所述冷却处理中,当所述保温后的钢板的温度<650℃时,在冷床自然冷却。
6.根据权利要求3所述的制造方法,其特征在于,所述热轧材料的力学性能波动为±40mpa。
7.根据权利要求3所述的制造方法,其特征在于,所述热轧材料的金相组织主要为铁素体、珠光体和贝氏体,且晶粒度≥12级。
8.根据权利要求3所述的制造方法,其特征在于,所述层流冷却的上下水比为1:1.1。
技术总结
本发明提供了一种厚度小于等于12mm的高强船用钢板及其制造方法,该钢板的化学组成质量百分数为0.12wt%≤C≤0.14wt%、0.15wt%≤Si≤0.3wt%、1.0wt%≤Mn≤1.1wt%、P≤0.015wt%、S≤0.005wt%、0.018wt%≤Als≤0.045wt%、Nb≤0.03wt%,Ti≤0.02wt%、0.006wt%≤N≤0.01wt%、0.03wt%≤V≤0.04wt%,其余为铁和其他不可避免的杂质;且厚度小于等于12mm的高强船用钢板的板坯中心偏析和中心疏松≤C1.5级。相比于现有技术,该钢板夹杂物含量少,平直度高,性能稳定性好,制造成本较低,产出稳定。
技术研发人员:周剑丰,齐江华,汪净,肖爱达,刘怡私,余强,王成,陈杰,郭庆先,董常福
受保护的技术使用者:湖南华菱涟源钢铁有限公司
技术研发日:
技术公布日:2024/2/29
- 还没有人留言评论。精彩留言会获得点赞!