基于等温渗氮技术处理金属医疗器械表面的方法与流程
本发明涉及金属医疗器械表面处理领域,具体地涉及一种基于等温渗氮技术处理金属医疗器械表面的方法。
背景技术:
1、金属表面处理是依靠机械表面加工、化学处理、表面热处理、喷涂等方法在金属材料表面上形成一层与原有基底材料机械、物理和化学性能不同的表层的工艺,由此提高金属材料表面的力学性能、化学性能或其他特殊功能要求。
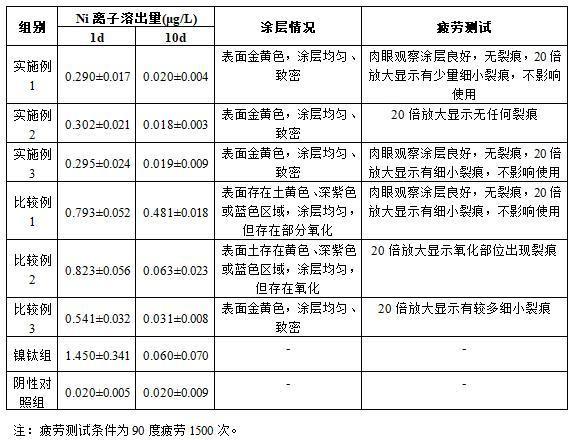
2、医疗器械由于被用于人体体表及体内,对于患者的健康、治疗效果的提高至关重要,因此,对于材料的要求也更为严格。例如,根管锉是治疗是牙髓病和根尖周病常用工具,根管预备效果很大程度上与合适的根管预备器械有关。然而,有临床研究证明镍钛类根管预备器械ni-ti合金中含有的ni离子是一种潜在的致敏因子,ni离子的溶出会对人体带来致敏、致畸等毒副反应。
3、目前仍亟需一种制备方法更加简单,安全性和实用性更高的具有氮化涂层的根管锉。
4、背景技术中的信息仅仅在于说明本发明的总体背景,不应视为承认或以任何形式暗示这些信息构成本领域一般技术人员所公知的现有技术。
技术实现思路
1、为解决现有技术中的至少部分技术问题,本发明提供一种基于等温渗氮技术处理金属医疗器械表面的方法。具体地,本发明包括以下内容。
2、本发明的一方面,提供一种基于等温渗氮技术处理金属医疗器械表面的方法,其包括以下步骤:
3、a. 在不被氧化的条件下冶炼钛金属和镍金属,随后在惰性气体保护或真空环境下,升温至1200-1400℃分别进行精炼,再降温至600-1000℃进行浇注得到合金;
4、b. 将所述合金加工、磨削得到医疗器械基体,在气体压力为0.005至0.1mpa、温度为550-600℃的含氮气体环境中保持0.5-5小时,冷却后,在500-550℃氩气环境中保持0.5-5小时,然后炉冷。
5、在某些实施方案中,根据本发明所述的基于等温渗氮技术处理金属医疗器械表面的方法,其中,所述含氮气体包括氮气和氩气。
6、在某些实施方案中,根据本发明所述的基于等温渗氮技术处理金属医疗器械表面的方法,其中,所述氮气和氩气的体积比为0.8:1至1:0.8。
7、在某些实施方案中,根据本发明所述的基于等温渗氮技术处理金属医疗器械表面的方法,其中,步骤a中钛金属和镍金属的摩尔比为50:50至55:45。
8、在某些实施方案中,根据本发明所述的基于等温渗氮技术处理金属医疗器械表面的方法,其中,进一步包括使合金或所得医疗器械进行拉伸/卸载重复操作,并在300-550℃惰性环境中保温处理1-10小时的步骤。
9、在某些实施方案中,根据本发明所述的基于等温渗氮技术处理金属医疗器械表面的方法,其中,所述拉伸的变形量为1-6%,重复5-20次。
10、在某些实施方案中,根据本发明所述的基于等温渗氮技术处理金属医疗器械表面的方法,其中,所述医疗器械为牙科根管治疗用手术器械。
11、在某些实施方案中,根据本发明所述的基于等温渗氮技术处理金属医疗器械表面的方法,其中,包括以下步骤:
12、将所得合金经根管锉加工磨床,磨削出所需规格的根管锉,在气体压力为0.005至0.1mpa、温度为550-600℃的含氮气体环境中保持0.5-5小时,冷却后,在500-550℃氩气环境中保持0.5-5小时,然后炉冷;使根管锉进行拉伸/卸载重复操作,接下来,在300-550℃惰性环境中保温处理1-10小时。
13、在某些实施方案中,根据本发明所述的基于等温渗氮技术处理金属医疗器械表面的方法,其中,包括以下步骤:
14、将所得合金进行拉伸变形和卸载重复操作,然后在300-550℃惰性气体环境中保温处理;将处理后的合金经根管锉加工磨床,磨削出所需规格的根管锉,在气体压力为0.005至0.1mpa、温度为550-600℃的含氮气体环境中保持0.5-5小时,冷却后,在500-550℃氩气环境中保持0.5-5小时,然后炉冷。
15、本发明的第二方面,提供一种医疗器械,其通过第一方面所述的方法制备得到,其在表面形成氮化钛层。
16、本发明的方法得到的医疗器械的安全性和实用性更优异。例如,经过热处理渗氮技术制备的具有涂层的niti形状记忆合金根管锉具有优良的耐腐蚀性能,可在使用过程中阻碍ni离子渗出减少对人体的毒害作用。此外,本发明采用的加工和热处理方法工艺简单,但在保持形状记忆合金原有性能外具有优良的耐腐蚀性从而达到出色的防护能力。
技术特征:
1.一种基于等温渗氮技术处理金属医疗器械表面的方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的基于等温渗氮技术处理金属医疗器械表面的方法,其特征在于,进一步包括使合金或所得医疗器械进行拉伸/卸载重复操作,并在300-550℃惰性环境中保温处理1-10小时的步骤。
3.根据权利要求2所述的基于等温渗氮技术处理金属医疗器械表面的方法,其特征在于,所述拉伸的变形量为1-6%,重复5-20次。
4.根据权利要求1所述的基于等温渗氮技术处理金属医疗器械表面的方法,其特征在于,所述医疗器械为牙科根管治疗用手术器械。
5.根据权利要求1所述的基于等温渗氮技术处理金属医疗器械表面的方法,其特征在于,包括以下步骤:
6.根据权利要求1所述的基于等温渗氮技术处理金属医疗器械表面的方法,其特征在于,包括以下步骤:
7.一种医疗器械,其特征在于,通过权利要求1-6任一项所述的方法制备得到,其在表面形成氮化钛层。
技术总结
本发明公开一种基于等温渗氮技术处理金属医疗器械表面的方法。本发明的方法包括制备合金材料,并加工为所需规格的医疗器械,然后在气体压力为0.005至0.1MPa温度为550‑600℃的含氮混合气环境中保持0.5‑5小时,冷却后,在500‑550℃氩气环境中保持0.5‑5小时,然后炉冷。本发明得到的根管锉的安全性和实用性更优异。制备得到的医疗器械具有优良的耐腐蚀性能,可在使用过程中阻碍Ni离子渗出减少对人体的毒害作用。
技术研发人员:高淑春,郑碧霄,李家旺,宋东峰,王秋实,张少骞
受保护的技术使用者:沈阳天贺新材料开发有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!