一种施密特屋脊棱镜加工方法
【】本申请属于镜片加工,具体涉及一种施密特屋脊棱镜加工方法。
背景技术
0、
背景技术:
1、施密特屋脊棱镜一方面可实现光束的偏转,另一方面由于增加了屋脊面,反射次数由三次变为四次,成像由镜像变为一致像,更利于观察。因此,施密特屋脊棱镜加工过程中重点要保证的就是光束的偏转应符合规定的角度,即光学平行度应尽可能小,但是由于施密特屋脊棱镜的工作表面多,传统加工方法需逐面分开加工,需要使用六个夹具,加工误差因此增大,不能有效保证光学平行度。
技术实现思路
0、
技术实现要素:
1、为了解决现有技术中施密特屋脊棱镜需要使用多个夹具逐面加工,导致误差较大,无法保证光学平行度的问题,本申请提供了一种施密特屋脊棱镜加工方法。
2、本申请是通过以下技术方案实现的:
3、一种施密特屋脊棱镜加工方法,所述屋脊棱镜具有相交形成夹角为θ°的前表面和后表面,以及相互平行的左侧面和右侧面,其中,0°<θ<90°,所述屋脊棱镜的底端为相垂直的左屋脊面和右屋脊面,所述左屋脊面和所述右屋脊面之间形成屋脊棱,包括以下步骤:
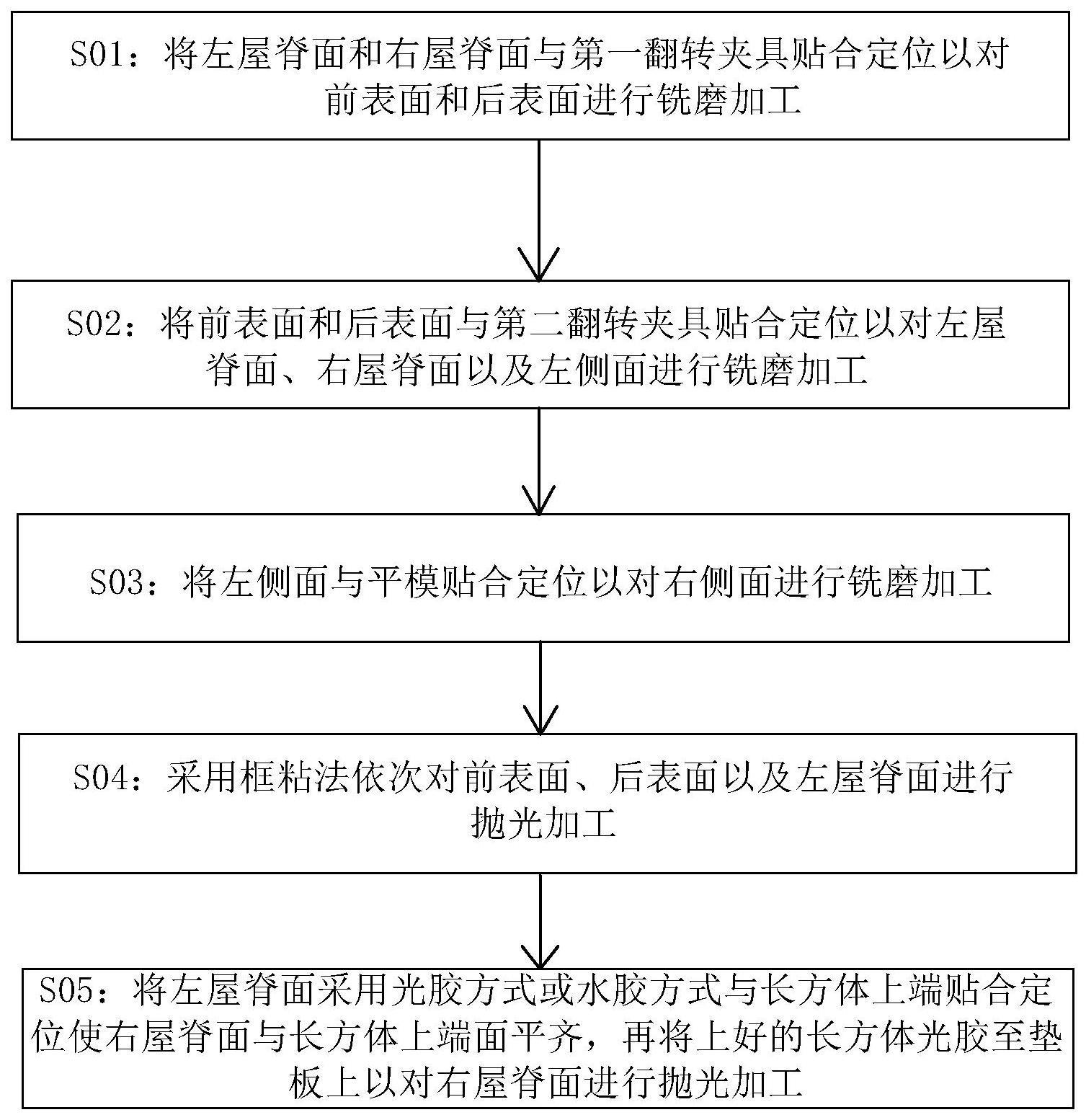
4、s01:将所述左屋脊面和所述右屋脊面与第一翻转夹具贴合定位以对所述前表面和所述后表面进行铣磨加工;
5、s02:将所述前表面和所述后表面与第二翻转夹具贴合定位以对所述左屋脊面、所述右屋脊面以及所述左侧面进行铣磨加工;
6、s03:将所述左侧面与平模贴合定位以对所述右侧面进行铣磨加工;
7、s04:采用框粘法依次对所述前表面、所述后表面以及所述左屋脊面进行抛光加工;
8、s05:将所述左屋脊面采用光胶方式或水胶方式与长方体上端贴合定位使所述右屋脊面与所述长方体上端面平齐,再将上好的所述长方体光胶至垫板上以对所述右屋脊面进行抛光加工;
9、所述第一翻转夹具包括第一夹具本体,所述第一夹具本体上设有用于与工作台贴合的第四贴合面、用于与工作台贴合的第五贴合面,以及供所述屋脊棱镜定位放置并使所述前表面以及所述后表面凸出于所述第一夹具本体的第一定位槽,所述第四贴合面与所述后表面平行,所述第五贴合面与所述前表面平行。
10、如上所述的一种施密特屋脊棱镜加工方法,所述步骤s04还包括以下步骤:
11、s41:将所述屋脊棱镜待加工面与贴置模清擦干净;
12、s42:在所述贴置模上涂抹油层,并将多个所述屋脊棱镜阵列排布在所述贴置模上;
13、s43:在相邻每列且非侧面列的所述屋脊棱镜之间放置铝条,再将预热好的框粘条抹上蜡后插入相邻每行的所述屋脊棱镜之间并从外向内夹紧所述屋脊棱镜;
14、s44:所述框粘条冷却固定后,将预热好的粘结膜表面涂蜡并倒扣粘在所述框粘条上方,待粘结膜冷却后,取下所述贴置模后对待加工面进行加工;
15、s45:加工完毕后,敲击所述框粘条,将所述屋脊棱镜下盘。
16、如上所述的一种施密特屋脊棱镜加工方法,所述步骤s04之后还包括步骤s46:将所述前表面以及所述后表面刷保护漆,所述左屋脊面清擦干净。
17、如上所述的一种施密特屋脊棱镜加工方法,所述步骤s05还包括步骤s51:用平面干涉仪检测所述长方体以及所述右屋脊面的干涉条纹是否显示为一整体,若是,则产品加工完毕,若否,则继续加工。
18、如上所述的一种施密特屋脊棱镜加工方法,所述第二翻转夹具包括第二夹具本体,所述第二夹具本体上设有用于与工作台贴合的第一贴合面、用于与工作台贴合并垂直于所述第一贴合面的第二贴合面、用于与工作台贴合的第三贴合面,以及供所述屋脊棱镜定位放置并使相互垂直的所述左屋脊面和右屋脊面以及左侧面凸出于所述第二夹具本体的第二定位槽,所述第一贴合面与所述右屋脊面平行,所述第三贴合面与所述左侧面平行。
19、如上所述的一种施密特屋脊棱镜加工方法,所述第一定位槽以及所述第二定位槽上均设有导流槽。
20、如上所述的一种施密特屋脊棱镜加工方法,所述第一夹具本体上设有沿其长度方向上直线设置的多个所述第一定位槽,所述第二夹具本体上设有沿其长度方向上直线设置的多个所述第二定位槽。
21、如上所述的一种施密特屋脊棱镜加工方法,所述第一贴合面的长度大于所述第二贴合面的长度。
22、如上所述的一种施密特屋脊棱镜加工方法,所述第一翻转夹具的所述第四贴合面以及所述第五贴合面之间的夹角为θ°±1’。
23、与现有技术相比,本申请有如下优点:
24、本申请的一种施密特屋脊棱镜加工方法仅需一次安装在第一翻转夹具即可完成对屋脊棱镜前表面以及后表面共两面的铣磨加工,其次通过一次安装在第二翻转夹具即可完成对左屋脊面、右屋脊面和左侧面共三面的铣磨加工,再通过安装在平模上完成对右侧面的铣磨加工,仅需三次上下夹具,即可完成对屋脊棱镜六面的铣磨加工,不需要像往常六次上下夹具的流程,减少了误差,保证了光学平行度,并且抛光工序简化,无需额外制作抛光翻转工具,全部采用框粘法即可完成,进一步减小误差。
技术特征:
1.一种施密特屋脊棱镜加工方法,所述屋脊棱镜(1)具有相交形成夹角为θ的前表面(11)和后表面(12),以及相互平行的左侧面(13)和右侧面(14),其中,0°<θ<90°,所述屋脊棱镜(1)的底端为相垂直的左屋脊面(15)和右屋脊面(16),所述左屋脊面(15)和所述右屋脊面(16)之间形成屋脊棱,其特征在于,包括以下步骤:
2.根据权利要求1所述的一种施密特屋脊棱镜加工方法,其特征在于,所述步骤s04还包括以下步骤:
3.根据权利要求1所述的一种施密特屋脊棱镜加工方法,其特征在于,所述步骤s04之后还包括步骤s46:将所述前表面(11)以及所述后表面(12)刷保护漆,所述左屋脊面(15)清擦干净。
4.根据权利要求1所述的一种施密特屋脊棱镜加工方法,其特征在于,所述步骤s05还包括步骤s51:用平面干涉仪检测所述长方体(5)以及所述右屋脊面(16)的干涉条纹是否显示为一整体,若是,则产品加工完毕,若否,则继续加工。
5.根据权利要求1所述的一种施密特屋脊棱镜加工方法,其特征在于,所述第二翻转夹具(3)包括第二夹具本体(31),所述第二夹具本体(31)上设有用于与工作台贴合的第一贴合面(32)、用于与工作台贴合并垂直于所述第一贴合面(32)的第二贴合面(33)、用于与工作台贴合的第三贴合面(34),以及供所述屋脊棱镜(1)定位放置并使相互垂直的所述左屋脊面(15)和右屋脊面(16)以及左侧面(13)凸出于所述第二夹具本体(31)的第二定位槽(35),所述第一贴合面(32)与所述右屋脊面(16)平行,所述第三贴合面(34)与所述左侧面(13)平行。
6.根据权利要求5所述的一种施密特屋脊棱镜加工方法,其特征在于,所述第一定位槽(24)以及所述第二定位槽(35)上均设有导流槽(10)。
7.根据权利要求6所述的一种施密特屋脊棱镜加工方法,其特征在于,所述第一夹具本体(21)上设有沿其长度方向上直线设置的多个所述第一定位槽(24),所述第二夹具本体(31)上设有沿其长度方向上直线设置的多个所述第二定位槽(35)。
8.根据权利要求5所述的一种施密特屋脊棱镜加工方法,其特征在于,所述第一贴合面(32)的长度大于所述第二贴合面(33)的长度。
9.根据权利要求6所述的一种施密特屋脊棱镜加工方法,其特征在于,所述第一翻转夹具(2)的所述第四贴合面(22)以及所述第五贴合面(23)之间的夹角为θ°±1’。
技术总结
本发明提供一种施密特屋脊棱镜加工方法,通过一次安装在第一翻转夹具即可完成对屋脊棱镜前表面以及后表面共两面的铣磨加工,其次通过一次安装在第二翻转夹具即可完成对左屋脊面、右屋脊面和左侧面共三面的铣磨加工,再通过安装在平模上完成对右侧面的铣磨加工,本申请仅需三次上下夹具,即可完成对屋脊棱镜六面的铣磨加工,减少了误差,保证了光学平行度,并且抛光工序简化,无需额外制作抛光翻转工具,全部采用框粘法即可完成,进一步减小误差。
技术研发人员:王丽荣,张鸿佳,徐小余,吕惠成
受保护的技术使用者:中山火炬职业技术学院
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!