一种柱状晶高温合金叶片增材制造修复技术
本发明涉及航空关键零部件修复领域,尤其涉及一种柱状晶高温合金叶片增材制造修复技术。
背景技术:
1、燃气轮机是海洋船舶、航空航天、发电领域的重要动力装备,透平叶片是燃气轮机最重要的热端核心部件之一,长期在高温氧化、燃气腐蚀等恶劣环境中工作,容易产生表观损伤和冶金组织损伤。透平叶片制造工序复杂,需要经历压蜡、组模、制壳、脱蜡、模壳烧结、浇注、热等静压、真空热处理等10多个工序,技术难度大,成品率低,价格高昂,直接替换受损叶片代价太大,因此需要研发透平叶片修复技术,提高叶片使用寿命。目前透平叶片的修复常通过切除叶片损伤区域,将新的镶嵌件与叶片基体进行激光焊接,或者采用增材制造技术,如直接激光能量沉积,将粉末材料层层熔化凝固,修复叶片形貌与组织。增材制造逐层熔化-凝固的成形特点有利于形成柱状晶组织,但由于增材制造过程中存在复杂的熔化-凝固热循环,柱状晶组织难以精确控制,采用增材制造技术实现柱状晶叶片修复面临挑战。此外,叶片材料多为高γ’含量高温合金,在增材制造过程容易产生裂纹,研究表明裂纹密度随柱状晶比例提高而增大,因此通过优化增材制造工艺参数难以同时实现形成柱状晶和降低裂纹密度的目的。另外,为提高合金高温性能,通常需要对合金进行后处理,在后热处理过程中柱状晶组织受温度或压力影响有可能发生再结晶,形成等轴晶,恶化叶片高温力学性能。
2、现有技术方案的主要缺陷是难以实现具有复杂精细结构叶片的修复以及难以控制柱状晶连续、稳定地外延生长。由于柱状晶外延生长机理尚未完全阐明,上述方案中修复区仍然存在部分等轴晶以及晶粒取向与基体取向偏离大于15°的柱状晶组织,降低了修复区性能。
技术实现思路
1、本发明公开了一种柱状晶高温合金叶片增材制造修复技术,以解决现有技术的上述以及其他潜在问题中任一问题。
2、为达到上述目的,本发明的技术方案是:一种柱状晶高温合金叶片增材制造修复技术,该修复技术具体包括以下步骤:
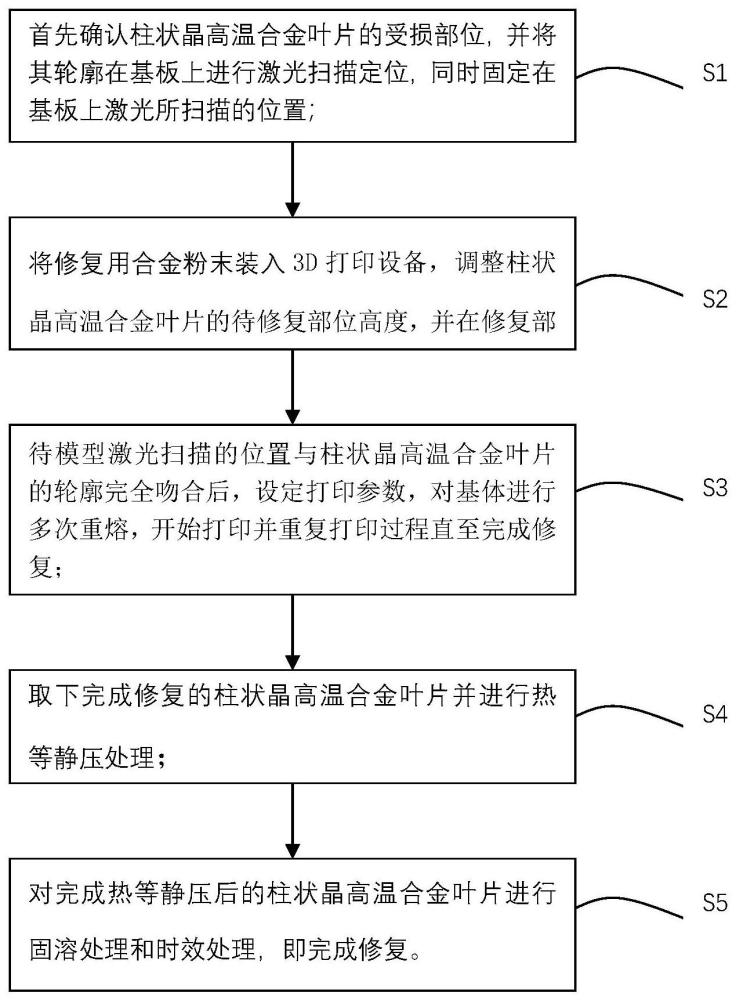
3、s1)首先确认柱状晶高温合金叶片的受损部位,并将其轮廓在基板上进行激光扫描定位,同时固定在基板上激光扫描的位置;
4、s2)将修复用合金粉末装入3d打印设备,调整柱状晶高温合金叶片的待修复部位高度,并在修复部位表面铺粉;
5、s3)待模型打印位置与柱状晶高温合金叶片的轮廓完全吻合,同时对基体进行多次重熔,设定打印参数后,开启激光进行打印,重复打印过程直至完成修复;
6、s4)取下完成修复的柱状晶高温合金叶片并进行热等静压处理;
7、s5)对完成热等静压后的柱状晶高温合金叶片进行固溶处理和时效处理,即完成修复。
8、进一步,s1)的具体步骤为:
9、s1.1)首先确认柱状晶高温合金叶片的受损部位,并对受损部位进行打磨,将表面平行度误差控制在10μm以内;
10、s1.2)根据待修复的柱状晶高温合金叶片的数字模型,利用激光在基板上扫描柱状晶高温合金叶片的底部轮廓;所述数字模型是柱状晶高温合金叶片的三维模型,确认柱状晶高温合金叶片的外轮廓;
11、s1.3)将s1.1)处理后的受损柱状晶高温合金叶片利用夹具沿激光扫描的轮廓固定在基板上,使待修复的柱状晶高温合金叶片的上表面与基板平行。
12、进一步,所述s1.3)中的夹具为磁性夹具,所述磁性夹具包括若干磁性固定单元;
13、其中,所述磁性固定单元包括磁铁、连接头、弹簧和耐高温橡胶圈;
14、所述磁铁的一端通过连接头与所述弹簧的一端连接,所述弹簧的另一端与所述耐高温橡胶圈连接。
15、进一步,所述柱状晶高温合金叶片包括cm247lc,mar-m247,inconel 939,inconel738和inconel 738lc高温合金。
16、进一步,所述s2)中的粉末与待修的柱状晶高温合金叶片的高温合金组分相同。
17、进一步,所述s3)中的打印参数具体为:激光功率150w-300w,扫描速率750-1250·mm/s,层厚20-40μm,扫描间距0.035-0.06mm。
18、进一步,所述s4)中的热等静压的工艺具体为:温度为1000-1280℃,压力为100-150mpa,保温保压时间为2h-4h。
19、进一步,所述s5)中固溶热处理的具体工艺为:
20、s5.1)对完成热等静压后的柱状晶高温合金叶片以不小于10℃/min升温速率加热至固溶热处理温度1000-1250℃,固溶时间为1.5-2.5h,随后空冷;
21、s5.2)再时效温度为750-900℃,处理时间为16-20h,随炉冷却至室温。
22、进一步,所述s3)处理后的修复部分的合金柱状晶外延生长高度大于3mm,在4mm×3mm范围内<001>织构含量不低于90%。
23、进一步,所述修复工艺处理后的修复部分在室温下抗拉强度rm不低于1000mpa,屈服强度rp0.2不低于800mpa,断后伸长率a不低于15%;900℃下抗拉强度rm不低于600mpa,屈服强度rp0.2不低于300mpa,断后伸长率a不低于3%。
24、本发明的有益效果,由于采用上述技术方案,本发明提出了柱状晶高温合金涡轮受损叶片的增材制造修复工艺流程,通过磁铁夹具固定受损叶片,在受损部位铺粉后,通过激光成形工艺参数调控,控制柱状晶外延生长,降低杂晶比例,实现柱状晶叶尖的修复。本发明还提出了合理的后热处理制度,能够在维持沉积态柱状晶组织的基础上,提高修复区的力学性能。本发明为柱状晶镍基高温合金叶片的修复提供了一种可行的途径。
25、本发明的修复技术具有可实现复杂精细结构的直接快速修复,降低修复时间与成本,采用本发明提出的热等静压及热处理参数制定准则,可消除裂纹并维持打印态柱状晶组织的优势。
技术特征:
1.一种柱状晶高温合金叶片增材制造修复技术,其特征在于,所述修复技术具体包括以下步骤:
2.根据权利要求1所述的修复技术,其特征在于,s1)的具体步骤为:
3.根据权利要求2所述的修复技术,其特征在于,所述s1.3)中的夹具为磁性夹具,所述磁性夹具包括若干磁性固定单元;
4.根据权利要求1所述的修复技术,其特征在于,所述柱状晶高温合金包括cm247lc,mar-m247,inconel 939,inconel 738和inconel 738lc高温合金。
5.根据权利要求2所述的修复技术,其特征在于,所述s2)中的粉末与待修的柱状晶高温合金叶片的高温合金组分相同。
6.根据权利要求1所述的修复技术,其特征在于,所述s3)中的打印参数具体为:激光功率150w-300w,扫描速率750-1250·mm/s,层厚20-40μm,扫描间距0.035-0.06mm。
7.根据权利要求1所述的修复技术,其特征在于,所述s4)中的热等静压的工艺具体为:温度为1000-1280℃,压力为100-150mpa,保温保压时间为2h-4h。
8.根据权利要求1所述的修复技术,其特征在于,所述s5)中固溶热处理的具体工艺为:
9.根据权利要求1所述的修复技术,其特征在于,所述s3)处理后的修复部分的合金柱状晶外延生长高度大于3mm,在4mm×3mm范围内<001>织构含量不低于90%。
10.根据权利要求1所述的修复技术,其特征在于,所述修复工艺处理后的修复部分在室温下抗拉强度rm不低于1000mpa,屈服强度rp0.2不低于800mpa,断后伸长率a不低于15%;900℃下抗拉强度rm不低于600mpa,屈服强度rp0.2不低于300mpa,断后伸长率a不低于3%。
技术总结
本发明涉及航空关键零部件修复领域,尤其涉及一种柱状晶高温合金叶片增材制造修复技术,能够实现受损涡轮叶片的外观及组织修复。本发明提出了柱状晶高温合金涡轮受损叶片的增材制造修复工艺流程,通过磁铁夹具固定受损叶片,在受损部位铺粉后,通过激光成形工艺参数调控,控制柱状晶外延生长,降低杂晶比例,实现柱状晶叶尖的修复。本发明还提出了合理的后热处理制度,能够在维持沉积态柱状晶组织的基础上,提高修复区的力学性能。本发明为柱状晶镍基高温合金叶片的修复提供了一种可行的途径。
技术研发人员:谢建新,束国刚,刘壮壮,刘西河,齐晓红,刘伟,余志勇,徐超,白小龙,刘广华,宋志强,于亚薇
受保护的技术使用者:北京科技大学
技术研发日:
技术公布日:2024/2/6
- 还没有人留言评论。精彩留言会获得点赞!