一种多种固态金属构建多层环形块体材料的装置的制作方法
本发明是一种多种固态金属构建多层环形块体材料的装置,涉及环形块体材料加工制造。
背景技术:
1、多层环形块体材料广泛应用于航空、航天和医疗等领域,通常情况下,采用3d打印或者激光熔覆可以轻松制备,但是3d打印或者激光熔覆属于材料的堆积,材料本身未发生塑性变形,导致组织性能会有一定的残缺。采用涂层技术也可以制备多层环形块体材料,但是涂层前处理繁琐,而且单次涂层厚度有限,制约了大规格多层环形块体材料的推广应用。
技术实现思路
1、针对上述现有技术中存在的不足,本发明方案设计提供了一种多种固态金属构建多层环形块体材料的装置,其目的是利用该装置,使钛铝合金粉末颗粒在钛金属环表面发生塑性变形,并在切向力的辅助下,完成与钛金属环基材材料的结合。
2、本发明的目的是通过以下技术方案来实现的:
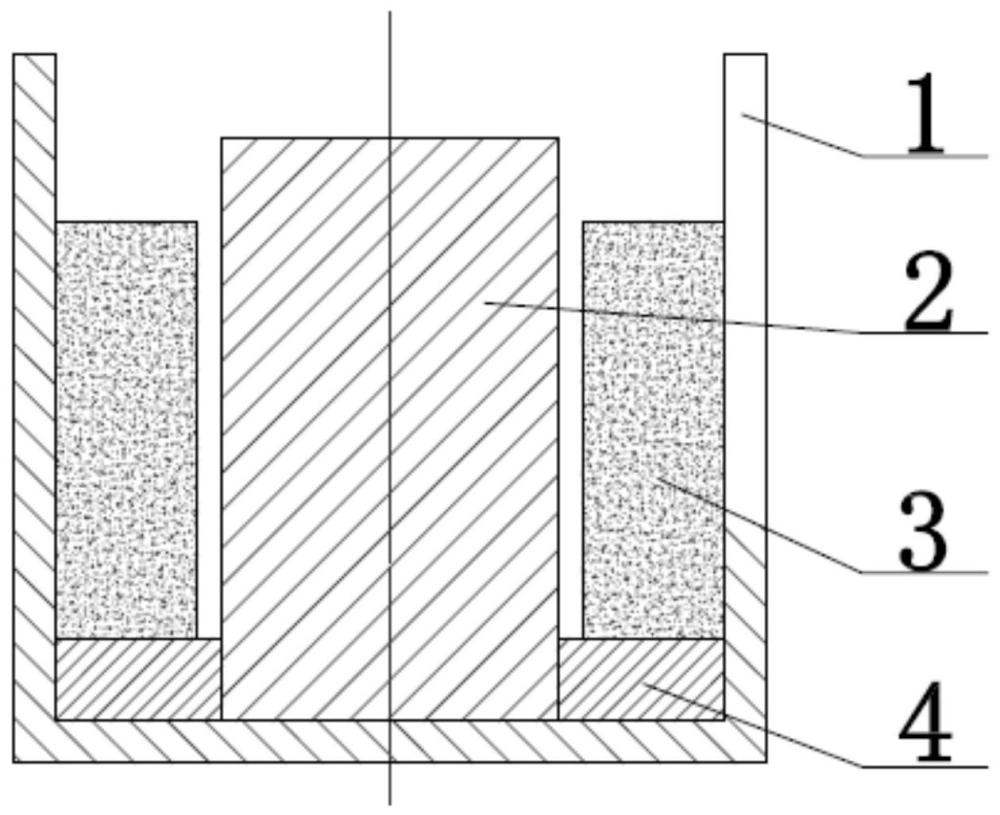
3、该种多种固态金属构建多层环形块体材料的装置包括一个能够沿中心轴自转的旋转架1,该旋转架1为中空的圆柱形,旋转架1的内腔中轴位置上设置一个圆柱形的热处理柱2,在热处理柱2周围对称设置有两个输粉管3,输粉管3能够自转并沿着旋转架1的中心轴向上、下移动,采用上述装置制备多层环形块体材料的步骤包括:
4、a将一个圆环形的钛金属环4进行表面清洁后,穿过热处理柱2,平放入旋转架1的空腔底部;
5、b将钛铝合金粉放入输粉管3内,此时,启动热处理柱2对钛金属环4和钛铝合金粉进行加热,加热温度在钛金属环4和钛铝合金粉的熔点温度以下,为钛金属环4和钛铝合金粉的熔点温度的30-40%,保温热透后,旋转架1带动钛金属环4开始自转,自转速度为5~30rad/min,输粉管3同时也开始自转,自转速度为50-100rad/min,输粉管3自转的同时开始缓慢向下移动,当输粉管3的底部距钛金属环4的上表面的间隙达到1/4~1/2钛铝合金粉粒度时,停止移动并打开输粉管3底部开口,使钛铝合金粉掉落到钛金属环4的上表面,然后,在相同的时间内,使旋转架1自转100~300rad,输粉管3自转500~1000rad,之后,输粉管3向上移动,使输粉管3的底部距钛金属环4的上表面的间隙增加1个钛铝合金粉粒度,继续保持相同时间内旋转架1自转和输粉管3自转的圈数,以此类推,输粉管3每次向上移动距离均为1个钛铝合金粉粒度,经过多次往复后完成多层环形金属块体材料的成形。
6、在实施时,所述旋转架1的壁厚为10-20mm。
7、在实施时,所述输粉管3的壁厚为5-10mm。
8、在实施时,所述旋转架1和输粉管3均由耐磨结构钢制成。
9、在实施时,所述钛金属环4与与热处理柱2之间为过渡配合。
10、在实施时,步骤a中,输粉管3的底部距钛金属环4的上表面的间隙大于5mm。
11、在实施时,步骤b中,钛铝合金粉的粒度为200-400目。
12、在实施时,步骤b完成以后,热处理柱2停止加热,旋转架1和输粉管3)停止自转,待多层环形金属块体材料冷却至室温后,取出进行吹砂清洁。
13、本发明技术方案的特点及有益效果是:
14、一、本发明方案与传统金属3d打印技术不同,该技术是一种固态过程,发生在低于熔点的温度下。输粉管将粉末平铺至基材上,即粉末通过一个可以旋转的工具与下面的基材接触时,它便开始通过摩擦涂抹并粘附在基材上,会发生塑性变形但不会熔化;
15、二、快速旋转的过程具有加热材料的作用,这使得材料具有足够的延展性,从而发生严重的塑性变形。一旦第一层涂抹上,只需简单地提升和推下输粉管,便可以构建更多的层,直至完成整个构件;
16、三、由于输粉管的下表面与钛合金环间距小于钛铝合金粉粒度,所以钛铝合金粉在掉落在钛合金环上表面的同时发生了塑性变形,在摩擦力(由两个的旋转方向和旋转速度差提供)的作用下,产生了温升,便于在低温环境中瞬间粘联;
17、四、与传统3d打印相比,该技术的残余应力较低,且不易受孔隙率、热裂等问题影响。该工艺可实现不同金属的连接,包括铝、钛、钢和镍基高温合金等。
技术特征:
1.一种多种固态金属构建多层环形块体材料的装置,其特征在于,该装置包括一个能够沿中心轴自转的旋转架(1),该旋转架(1)为中空的圆柱形,旋转架(1)的内腔中轴位置上设置一个圆柱形的热处理柱(2),在热处理柱(2)周围对称设置有两个输粉管(3),输粉管(3)能够自转并沿着旋转架(1)的中心轴向上、下移动,采用上述装置制备多层环形块体材料的步骤包括:
2.根据权利要求1所述的多种固态金属构建多层环形块体材料的装置,其特征在于,所述旋转架(1)的壁厚为10-20mm。
3.根据权利要求1所述的多种固态金属构建多层环形块体材料的装置,其特征在于,所述输粉管(3)的壁厚为5-10mm。
4.根据权利要求1或任意一项所述的多种固态金属构建多层环形块体材料的装置,其特征在于,所述旋转架(1)和输粉管(3)均由耐磨结构钢制成。
5.根据权利要求1所述的多种固态金属构建多层环形块体材料的装置,其特征在于,所述钛金属环(4)与与热处理柱(2)之间为过渡配合。
6.根据权利要求1所述的多种固态金属构建多层环形块体材料的装置,其特征在于,步骤a中,输粉管(3)的底部距钛金属环(4)的上表面的间隙大于5mm。
7.根据权利要求1所述的多种固态金属构建多层环形块体材料的装置,其特征在于,步骤b中,钛铝合金粉的粒度为200-400目。
8.根据权利要求1所述的多种固态金属构建多层环形块体材料的装置,其特征在于,步骤b完成以后,热处理柱(2)停止加热,旋转架(1)和输粉管(3))停止自转,待多层环形金属块体材料冷却至室温后,取出进行吹砂清洁。
技术总结
本发明是一种多种固态金属构建多层环形块体材料的装置,该装置包括一个能够沿中心轴自转的旋转架(1),该旋转架(1)为中空的圆柱形,旋转架(1)的内腔中轴位置上设置一个圆柱形的热处理柱(2),在热处理柱(2)周围对称设置有两个输粉管(3),输粉管(3)能够自转并沿着旋转架(1)的中心轴向上、下移动,该装置在使用过程中,使钛铝合金粉末颗粒在钛金属环表面发生塑性变形,并在切向力的辅助下,完成与钛金属环基材材料的结合。
技术研发人员:陈亚琴,方爽,于秋颖,李凯,兰博
受保护的技术使用者:中国航发北京航空材料研究院
技术研发日:
技术公布日:2024/2/25
- 还没有人留言评论。精彩留言会获得点赞!