一种用于提升轴承接触疲劳性能的激光冲击组合强化工艺
本发明涉及激光冲击强化,特别是涉及一种用于提升轴承接触疲劳性能的激光冲击组合强化工艺。
背景技术:
1、航空发动机、燃气轮机、汽轮机、高铁等高端轴承,随着整个装备性能技术指标不断提升,轴承性能要求正在向高dn值、高温环境、重载、长寿命、高可靠性等发展。轴承作为整个转子系统的支撑和传递部件,容易发生磨损擦伤、接触疲劳断裂、卡轴、抱轴等故障,严重影响转动系统装备的运行安全。根据我国航空工业失效分析中心统计数据结果表明,近10年来国内航空轴承失效案例中,因磨损、接触疲劳等直接导致的失效比率约占20%以上。
2、轴承工作过程中,滚子在滚道上高速、重载地滚动运行,滚道表面材料的接触疲劳失效无法避免,尤其当滚道表面存在磨损、擦伤等损伤时,会进一步加速接触疲劳的裂纹萌生和断裂过程。因此,如何有效地对轴承滚道表面进行改性,提升其滚动接触疲劳性能至关重要。
3、激光冲击强化技术(laser shock peening,lsp)是一种表面塑性强化技术,是通过短脉冲(纳秒级)、高功率(gw/cm2级)激光与物质相互作用产生高压(gpa量级)等离子体冲击波,利用冲击波的力学效应使金属材料表层发生塑性变形,形成残余压应力、改善微观组织,从而显著提升材料的疲劳性能。
4、但是,激光冲击强化同传统机械喷丸一样,材料表面处理区域内会形成大量的塑性变形凹坑,造成材料表面粗糙度增大,且塑性变形的均匀性无法保证。对于高端轴承而言,由于滚道长时间处在高速、重载条件下工作,滚道表面光洁度要求极高,表面粗糙度大或材料硬度不均匀等都会加速轴承滚道的接触疲劳失效。
5、因此,将激光冲击强化应用于高端轴承滚道部位,亟需创新提出一种工程可行、多方面兼顾的工艺方法,一方面需要保证塑性变形的程度和深度,另一方面需要消除表面粗糙度增加和塑性变形均匀性的问题,从而显著提升轴承的滚动接触疲劳性能。
技术实现思路
1、鉴于以上所述现有技术的缺点,本发明的目的在于:
2、第一方面,提供一种用于提升轴承接触疲劳性能的激光冲击组合强化工艺,其关键在于按以下步骤制备:
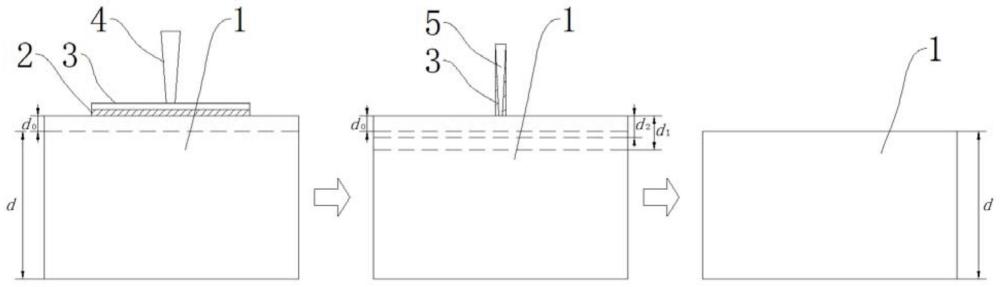
3、s1、预加工:在轴承的滚道表面预留加工余量层,滚道的厚度为d,加工余量层厚度为d0;
4、s2、贴覆保护:在轴承的滚道表面贴覆吸收保护层,在吸收保护层表面施加约束层;
5、s3、大光斑激光冲击:采用大光斑激光冲击强化滚道区域,形成深度为d1的第一塑性强化层,d1>d0;
6、s4、微尺度激光冲击:在第一塑性强化层表面直接施加约束层,无需吸收保护层,采用微尺度激光冲击强化滚道区域,形成深度为d2的第二塑性强化层,d1>d2>d0;
7、s5、去除预留的加工余量层。
8、结合第一方面,在一种实现方式中,所述第一塑性强化层的深度d1为滚道的厚度为d的0.1~0.3倍。
9、结合第一方面,在一种实现方式中,所述大光斑激光冲击的能量大于所述微尺度激光冲击的能量;所述大光斑激光冲击的光斑直径大于所述微尺度激光冲击的光斑直径;所述大光斑激光冲击的脉宽大于所述微尺度激光冲击的脉宽;所述大光斑激光冲击的重复频率小于所述微尺度激光冲击的重复频率。
10、结合第一方面,在一种实现方式中,所述大光斑激光冲击的能量为2~25j、光斑直径为1~3mm、脉宽为20~50ns、重复频率为1~20hz。
11、结合第一方面,在一种实现方式中,所述第一塑性强化层的深度为1~2mm,形成表面高程度、截面大深度的塑性强化层。
12、结合第一方面,在一种实现方式中,所述微尺度激光冲击的能量为10~500mj、光斑直径为100~500μm、脉宽为5~10ns、重复频率为100~1000hz。
13、结合第一方面,在一种实现方式中,所述第二塑性强化层的深度为0.4~0.6mm。显著提高塑性强化层力学性能和微观组织的均匀性。
14、结合第一方面,在一种实现方式中,所述吸收保护层采用黑色胶带;所述约束层为施加去离子水形成的水幕。
15、结合第一方面,在一种实现方式中,所述去除预留的加工余量层采用精磨加抛光工艺对滚道表面的加工余量层进行加工去除。
16、第二方面,还提供一种轴承加工工艺,其关键在于:包括第一方面任一种实现方式中所述的用于提升轴承接触疲劳性能的激光冲击组合强化工艺。
17、如上所述,本发明的一种用于提升轴承接触疲劳性能的激光冲击组合强化工艺至少包括以下有益效果:通过大光斑激光冲击,在滚道区域表面形成大深度的第一塑性强化层,在此基础上,通过微尺度激光冲击,在表面形成较浅的第二塑性强化层,二次强化能够提升强化区域的性能,更重要的是能够优化塑性强化层的光洁度和塑性变形均匀性;再对强化区域进行一定厚度的去除和光整,保证滚道表面光洁度满足相关技术要求,从而最终显著提升轴承的滚动接触疲劳性能。
技术特征:
1.一种用于提升轴承接触疲劳性能的激光冲击组合强化工艺,其特征在于按以下步骤制备:
2.根据权利要求1所述用于提升轴承接触疲劳性能的激光冲击组合强化工艺,其特征在于:所述第一塑性强化层的深度d1为滚道的厚度为d的0.1~0.3倍。
3.根据权利要求1所述用于提升轴承接触疲劳性能的激光冲击组合强化工艺,其特征在于:所述大光斑激光冲击的能量大于所述微尺度激光冲击的能量;所述大光斑激光冲击的光斑直径大于所述微尺度激光冲击的光斑直径;所述大光斑激光冲击的脉宽大于所述微尺度激光冲击的脉宽;所述大光斑激光冲击的重复频率小于所述微尺度激光冲击的重复频率。
4.根据权利要求1所述用于提升轴承接触疲劳性能的激光冲击组合强化工艺,其特征在于:所述大光斑激光冲击的能量为2~25j、光斑直径为1~3mm、脉宽为20~50ns、重复频率为1~20hz。
5.根据权利要求4所述用于提升轴承接触疲劳性能的激光冲击组合强化工艺,其特征在于:所述第一塑性强化层的深度为1~2mm。
6.根据权利要求1所述用于提升轴承接触疲劳性能的激光冲击组合强化工艺,其特征在于:所述微尺度激光冲击的能量为10~500mj、光斑直径为100~500μm、脉宽为5~10ns、重复频率100~1000hz。
7.根据权利要求6所述用于提升轴承接触疲劳性能的激光冲击组合强化工艺,其特征在于:所述第二塑性强化层的深度为0.4~0.6mm。
8.根据任一项权利要求1~7所述用于提升轴承接触疲劳性能的激光冲击组合强化工艺,其特征在于:所述吸收保护层采用黑色胶带;所述约束层为施加去离子水形成的水幕。
9.根据权利要求1或2或3所述用于提升轴承接触疲劳性能的激光冲击组合强化工艺,其特征在于:所述步骤s5中去除预留的加工余量层采用精磨加抛光工艺对滚道表面的加工余量层进行加工去除。
10.一种轴承加工工艺,其特征在于:包括权利要求1~9任一项所述的用于提升轴承接触疲劳性能的激光冲击组合强化工艺。
技术总结
本发明提供一种用于提升轴承接触疲劳性能的激光冲击组合强化工艺,首先在轴承的滚道表面预留加工余量层;再贴覆保护层;然后进行大光斑激光冲击,形成第一塑性强化层;进一步进行微尺度激光冲击,在第一塑性强化层的浅表层形成第二塑性强化层;最后去除预留的加工余量层。本发明工艺通过大光斑激光冲击,在滚道区域表面形成大深度的第一塑性强化层,在此基础上,通过微尺度激光冲击,在表面形成较浅的第二塑性强化层,二次强化能够提升强化区域的性能,更重要的是能够优化塑性强化层的光洁度和塑性变形均匀性;再对强化区域进行一定厚度的去除和光整,保证滚道表面光洁度满足相关技术要求,从而最终显著提升轴承的滚动接触疲劳性能。
技术研发人员:聂祥樊,曹艳飞,姜楠,李殿中,何卫锋,类承帅,李阳,赵志坡,王亚洲,刘宏伟
受保护的技术使用者:中国人民解放军空军工程大学
技术研发日:
技术公布日:2024/2/8
- 还没有人留言评论。精彩留言会获得点赞!