一种表面强化的SLM18Ni300及其制备方法
本发明属于钢铁材料表面强化,具体涉及一种表面强化的slm18ni300及其制备方法。
背景技术:
1、3d打印技术可以指导打印机进行三维模型的逐层打印,来完成复杂结构材料的量化生产。3d打印技术可分为fdm(熔化沉积式)、sls(选择性激光烧结)、slm(选择性激光熔化成型)等类型,其中slm属于粉末的快速成型技术,可直接成型出致密度高的零器件,不需要粘合剂,成型精度和力学性能较好,适用于不锈钢、铝合金、钛合金及镍合金等多种金属材料。
2、同时,slm技术也存在许多缺点,主要分为铺粉过程缺陷和打印过程缺陷,铺粉过程缺陷主要表现在粉层不规则,打印过程缺陷主要有飞溅、球化、气孔、表面质量差、裂纹及几何变形等,其中裂纹的产生主要与温度分布、残余应力及熔化不良有关;在打印过程中,部分合金化合物来不及析出,且成形件内应力大,在使用过程中易产生裂纹,从而导致开裂,严重影响slm成形件的使用性能。裂纹对slm成形件有致命的影响,减少slm成形件裂纹是学术界及工业界面临的重大挑战,而针对slm成形件裂纹的研究较少,也需深入研究。
3、因此,为了提高slm成形件性能及表面性能,需对slm18ni300马氏体时效钢进行相应的表面优化。
技术实现思路
1、本发明要解决的问题是:提供一种表面强化的slm18ni300及其制备方法,以解决slm18ni300中涂层抗力差、易产生裂纹和综合性能差的问题。
2、为解决其技术问题所采取的技术方案是,提供一种表面强化的slm18ni300的制备方法,其特征在于,包括以下步骤:
3、(1)采用slm成形工艺,将18ni300合金粉末通过3d打印成形,得模具基体;
4、(2)将模具基体打磨、抛光并清洗,得中间试样slm18ni300;
5、(3)在中间试样slm18ni300表面电镀铬,水洗并干燥;
6、(4)对经过步骤(3)电镀铬后的中间试样slm18ni300进行热等静压处理,即得。
7、优选的,slm成形工艺参数为:激光功率为220~240w,扫描速度为1000~1200mm/s,扫描间距为0.08~0.12mm。
8、更优选的,slm成形工艺参数为:激光功率为230w,扫描速度为1100mm/s,扫描间距为0.1mm。
9、优选的,步骤(1)中打印的厚度为30μm;模具基体的规格为15mm*15mm*17mm。
10、优选的,步骤(2)中清洗包括以下步骤:先放入超声波清洗设备中进行清洗,然后利用阳极电解除油,再水洗及合化。
11、优选的,步骤(3)中电镀铬工艺参数为:电镀时间4~6min,电压3.5~4.5v,电流5~15a。
12、优选的,步骤(3)中干燥温度为90~110℃,干燥时间为25~35min。
13、优选的,热等静压处理包括以下步骤:将电镀铬后的中间试样slm18ni300放入热等静压机中,设置炉内温度为1100~1200℃,通入惰性气体,并施加140~160mp的压力,处理2.5~3.5h,随炉缓慢冷却。
14、更优选的,热等静压处理包括以下步骤:将电镀铬后的中间试样slm18ni300放入热等静压机中,设置炉内温度为1150℃,通入氩气,并施加150mp的压力,处理3h,随炉缓慢冷却。
15、本发明还提供上述制备方法制备的表面强化的slm18ni300。
16、本发明具有以下有益效果:
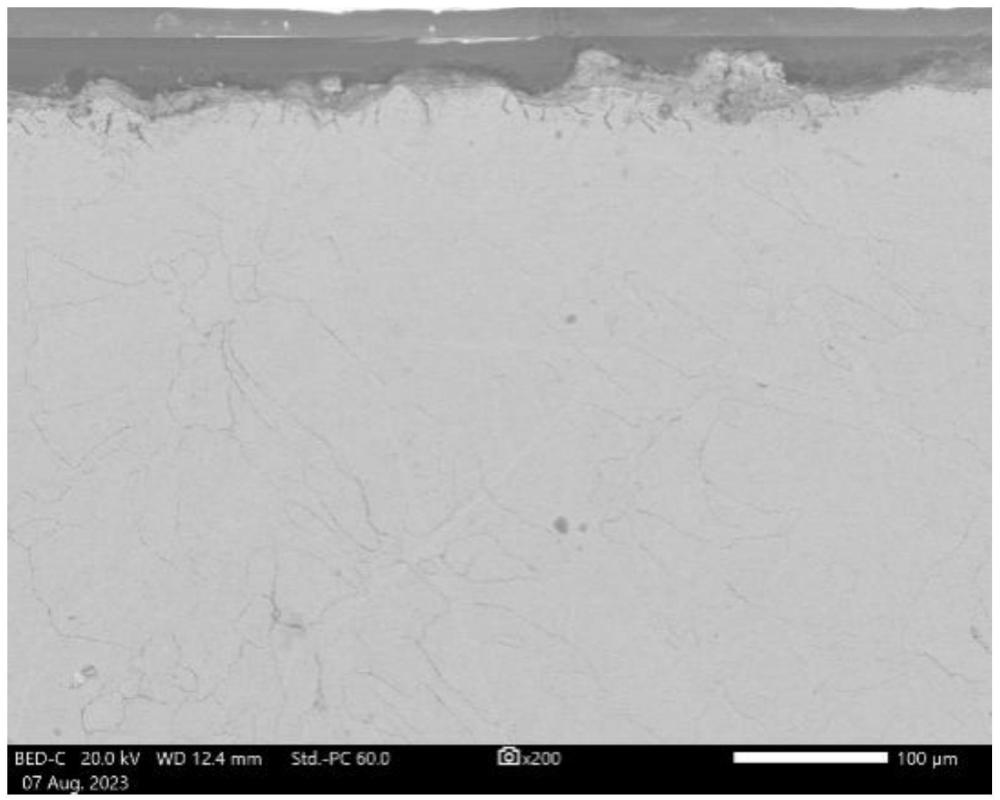
17、(1)本发明制备的slm18ni300的表面涂层与基体呈冶金结合,结合力好,不易脱落,不仅提高了合金的硬度、耐磨性及抗高温氧化性,还改善涂层组织,无明显气孔和贯穿式裂纹;
18、(2)本发明在高温和压力作用下处理电镀涂层,涂层与基体呈冶金结合,涂层比基体有更好的耐磨性;
19、(3)本发明的制备方法操作简单,生产成本低,适合工业化生产。
技术特征:
1.一种表面强化的slm18ni300的制备方法,其特征在于,包括以下步骤:
2.如权利要求1所述的制备方法,其特征在于,所述slm成形工艺参数为:激光功率为220~240w,扫描速度为1000~1200mm/s,扫描间距为0.08~0.12mm。
3.如权利要求2所述的制备方法,其特征在于,所述slm成形工艺参数为:激光功率为230w,扫描速度为1100mm/s,扫描间距为0.1mm。
4.如权利要求1所述的制备方法,其特征在于:所述步骤(1)中打印的厚度为30μm;所述模具基体的规格为15mm*15mm*17mm。
5.如权利要求1所述的制备方法,其特征在于,所述步骤(2)中清洗包括以下步骤:先放入超声波清洗设备中进行清洗,然后利用阳极电解除油,再水洗及合化。
6.如权利要求1所述的制备方法,其特征在于,所述步骤(3)中电镀铬工艺参数为:电镀时间4~6min,电压3.5~4.5v,电流5~15a。
7.如权利要求1所述的制备方法,其特征在于:所述步骤(3)中干燥温度为90~110℃,干燥时间为25~35min。
8.如权利要求1所述的制备方法,其特征在于,所述热等静压处理包括以下步骤:将电镀铬后的中间试样slm18ni300放入热等静压机中,设置炉内温度为1100~1200℃,通入惰性气体,并施加140~160mp的压力,处理2.5~3.5h,随炉缓慢冷却。
9.如权利要求8所述的制备方法,其特征在于,所述热等静压处理包括以下步骤:将电镀铬后的中间试样slm18ni300放入热等静压机中,设置炉内温度为1150℃,通入氩气,并施加150mp的压力,处理3h,随炉缓慢冷却。
10.权利要求1~9任一项所述的制备方法制备的表面强化的slm18ni300。
技术总结
本发明提供一种表面强化的SLM18Ni300及其制备方法,制备方法包括以下步骤(1)采用SLM成形工艺,将18Ni300合金粉末通过3D打印成形,得模具基体;(2)将模具基体打磨、抛光并清洗,得中间试样SLM18Ni300;(3)在中间试样SLM18Ni300表面电镀铬,水洗并干燥;(4)对经过步骤(3)电镀铬后的中间试样SLM18Ni300进行热等静压处理,即得。本发明的制备方法制备的SLM18Ni300的表面涂层与基体呈冶金结合,结合力好,不易脱落,不仅提高了合金的硬度、耐磨性及抗高温氧化性,还改善涂层组织,无明显气孔和贯穿式裂纹。
技术研发人员:徐伟,魏洪波,袁彪,何健夫
受保护的技术使用者:成都航空职业技术学院
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!