一种劈刀及其表面粗化方法与流程
本发明涉及半导体封装,具体涉及一种劈刀及其表面粗化方法。
背景技术:
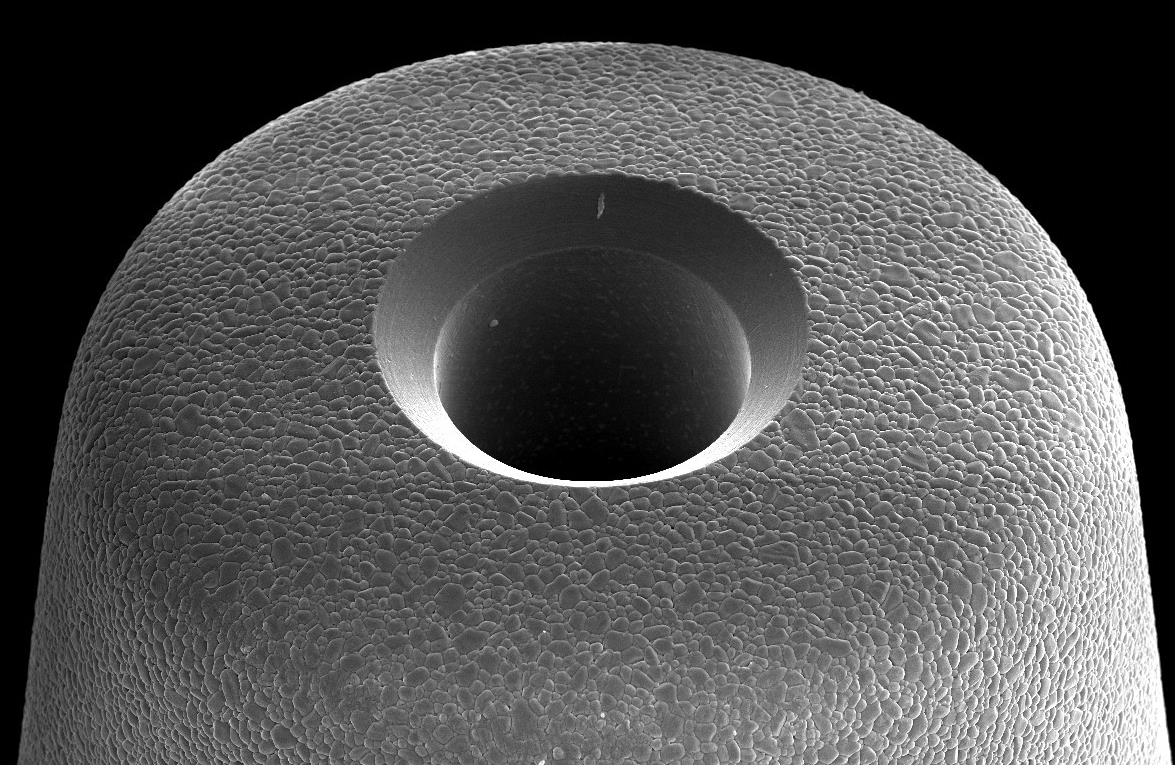
1、半导体封装主要采用引线键合方式,陶瓷劈刀是引线键合技术使用的核心部件之一。在键合工艺中,超声能量通过劈刀传递到键合引线,劈刀端面发生水平弹性震动,带动引线与待键合焊盘间形成高速摩擦。在该过程中,劈刀表面需要具备一定的粗糙度,才能在超声波与压力的作用下,通过摩擦力带动引线与待键合焊盘进行高频摩擦,将超声能量传导至键合表面。如果劈刀表面粗糙度过低,劈刀键合面与引线接触面的摩擦力将不足。
2、若引线与基板表面摩擦不充分,劈刀表面将与引线发生滑移,引线不能与基板进行充分地相互扩散,最终导致键合引线可靠性降低;如果劈刀键合面的粗糙度过大,键合过程中,劈刀与键合引线间的有效接触面积将减小,键合过程不能带动引线进行有效摩擦。因此,合适的表面粗糙度对劈刀的键合功能和使用寿命至关重要。
技术实现思路
1、本发明所要解决的技术问题是提供一种具有合适表面粗糙度的劈刀。本发明通过特定材料来改变劈刀的表面粗糙度。
2、本发明解决上述技术问题的技术方案如下:一种劈刀表面粗化方法,包括:
3、将劈刀进行抛光处理、清洁后,与粗化材料一起预加热,后冷却;
4、所述粗化材料为tic、zrc、tac、nbc、vc、mo2c、wc和sic中的至少一种。
5、本发明的原理说明:本发明的粗化材料加热后可催化劈刀表面晶粒变大,从而实现粗糙度变大。
6、本发明的有益效果是:本发明通过特定材料来改变劈刀的表面粗糙度,从而使得引线键合时与基材接触面更大,第二焊点抓线更牢固、更耐磨。该粗化方法,安全性高。
7、在上述技术方案的基础上,本发明还可以做如下改进。
8、进一步,所述劈刀与所述粗化材料的质量关系为1800~2200:1 。
9、采用上述进一步方案的有益效果是:粗化物用量越多,劈刀越粗糙,粗化物用量达一定程度,劈刀粗糙度保持不变。
10、进一步,所述加热包括:升温至800~1600℃并保持1~24h。
11、采用上述进一步方案的有益效果是:上述加热参数可使粗化材料实现挥发,从而催化劈刀表面晶粒变大。
12、进一步,所述抛光处理包括:将劈刀顶端浸入金刚石研磨液中,并旋转劈刀进行研磨。
13、进一步,所述金刚石研磨液由金刚石磨料和分散液组成,所述金刚石研磨液的固含量为1.5%-3%,所述金刚石磨料的粒径不超过0.2μm。
14、进一步,所述劈刀的旋转速度超过5000rpm,研磨时间为100~500s。
15、进一步,抛光处理后的所述劈刀的表面粗糙度不超过0.01μm。
16、采用上述进一步方案的有益效果是:通过抛光控制劈刀的表面粗糙度,从而保证后续粗化处理后劈刀的表面形貌。
17、进一步,所述清洁为用水压超过5bar的水进行清洁。
18、采用上述进一步方案的有益效果是:通过高压水清洁,保证劈刀表面没有脏污。
19、本发明为实现上述目的之二提供一种劈刀,所述劈刀采用上述劈刀表面粗化方法进行表面粗化。
20、进一步,所述劈刀的表面粗糙度为0.04~0.5μm。
技术特征:
1.一种劈刀表面粗化方法,其特征在于,包括:
2.根据权利要求1所述的劈刀表面粗化方法,其特征在于,所述加热包括:升温至800~1600℃并保持1~24h。
3.根据权利要求1所述的劈刀表面粗化方法,其特征在于,所述抛光处理包括:将劈刀顶端浸入金刚石研磨液中,并旋转劈刀进行研磨。
4.根据权利要求3所述的劈刀表面粗化方法,其特征在于,所述金刚石研磨液由金刚石磨料和分散液组成,所述金刚石研磨液的固含量为1.5%-3%,所述金刚石磨料的粒径不超过0.2μm。
5.根据权利要求3所述的劈刀表面粗化方法,其特征在于,所述劈刀的旋转速度超过5000rpm,研磨时间为100~500s。
6.根据权利要求1所述的劈刀表面粗化方法,其特征在于,抛光处理后的所述劈刀的表面粗糙度不超过0.01μm。
7.根据权利要求1所述的劈刀表面粗化方法,其特征在于,所述清洁为用水压超过5bar的水进行清洁。
8.一种劈刀,其特征在于,所述劈刀采用权利要求1~7任意一项所述的劈刀表面粗化方法进行表面粗化。
9.根据权利要求8所述的劈刀,其特征在于,所述劈刀的表面粗糙度为0.04~0.5μm。
技术总结
本发明涉及一种劈刀及其表面粗化方法,该劈刀表面粗化方法包括:将劈刀进行抛光处理、清洁后,与粗化材料一起预加热,后冷却;所述粗化材料为TiC、ZrC、TaC、NbC、VC、Mo<subgt;2</subgt;C、WC和SiC中的至少一种;所述劈刀与所述粗化材料的质量关系为1800~2200:1。本发明通过特定材料来改变劈刀的表面粗糙度,从而使得引线键合时与基材接触面更大,第二焊点抓线更牢固、更耐磨,该粗化方法,安全性高。
技术研发人员:张俊堂,庞吉宏
受保护的技术使用者:苏州芯合半导体材料有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!