一种基于开合结构的铸造控制方法以及铸造模具与流程
本发明涉及铸造工艺,尤其涉及一种基于开合结构的铸造控制方法以及铸造模具。
背景技术:
1、目前,用于铸造的注塑机是一种将塑料颗粒或金属液通过成型工具制成各种形状的塑料制品的机械设备,注塑机的下游产品主要应用于建筑、汽车、家电等行业,因此在市场上存在较大的需求量。
2、注塑机三大件(头板、二板和尾板)都是经过铸造而成型的,由于三大件都要铸出导向孔,故铸造装置在对注塑机的铸造工艺进行设计时要在铸造模具外边开一个用于铸出导向孔的铸造模具开孔,并在造型处理完成后,通过铸造模具开孔将泥芯放入导向孔并进行配模处理,然而,在实际生产的配模处理过程中,在铸造模具内进行铁水浇注时,存在浇注的铁水可能从砂箱开孔中漏出,导致所加工的铸件报废的问题,降低了铸造装置的铸件成品率和生产效率。
技术实现思路
1、本发明旨在至少解决现有技术中存在的技术问题之一。为此,本发明提出一种基于开合结构的铸造控制方法以及铸造模具,能通过遮挡板遮挡砂箱开孔,防止铁水从所述砂箱开孔流出,提高生产效率,提高成品率。
2、第一方面,本发明实施例提供一种基于开合结构的铸造控制方法,所述方法应用于铸造模具,所述铸造模具包括,砂箱和与所述砂箱连接的开合结构,所述砂箱上设置有砂箱开孔,所述开合结构设置于所述砂箱开孔外侧,所述开合结构包括活动连接件、遮挡板和限位结构,
3、所述方法包括:
4、在对所述砂箱内的导向孔进行造型处理后,控制所述开合结构以使所述砂箱开孔导通,使得泥芯通过所述砂箱开孔放入所述导向孔;
5、控制所述遮挡板通过所述活动连接件移动,并被所述限位结构固定在遮挡所述砂箱开孔的位置,以使向所述导向孔浇注铁水以进行配模处理时,所述砂箱开孔闭合。
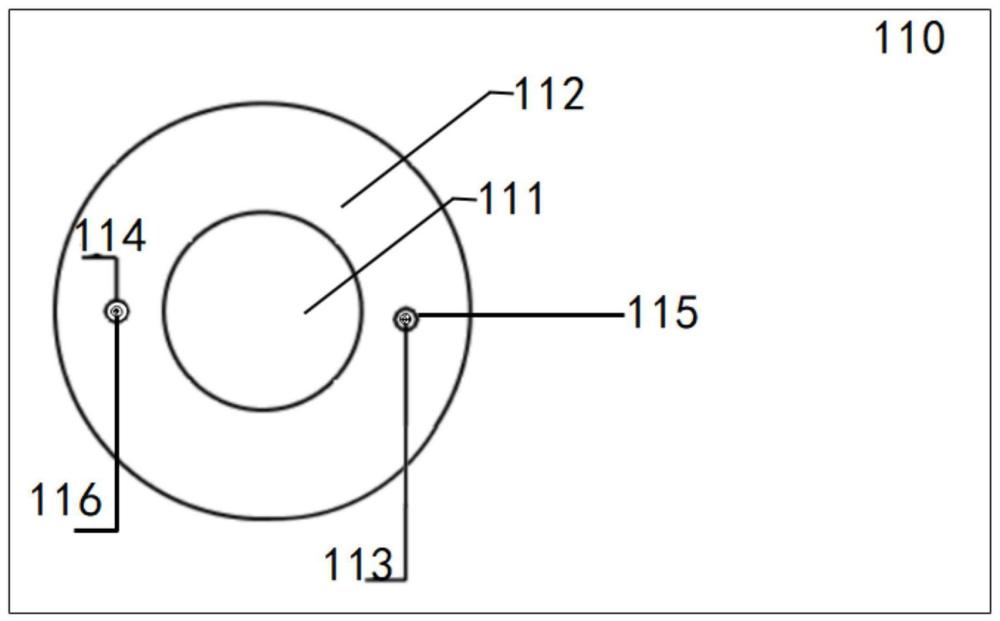
6、在一些实施例中,所述活动连接件包括焊接至所述砂箱外侧,与所述砂箱开孔位于同一侧面的圆钢轴,所述遮挡板上设置有第一通孔,所述圆钢轴穿过所述第一通孔,所述控制所述遮挡板通过所述活动连接件移动,并被所述限位结构固定在遮挡所述砂箱开孔的位置,包括:
7、控制所述遮挡板在所述砂箱开孔外侧以所述圆钢轴为圆心转动,并被所述限位结构固定在遮挡所述砂箱开孔的位置。
8、在一些实施例中,所述限位结构包括设置在所述砂箱的砂箱开孔侧的第一销孔和第一销子,所述遮挡板上设置有第二通孔,所述控制所述遮挡板在所述砂箱开孔外侧以所述圆钢轴为圆心转动,并被所述限位结构固定在遮挡所述砂箱开孔的位置,包括:
9、在所述遮挡板通过所述活动连接件移动至所述第一销孔和所述第二通孔重叠时,控制所述第一销子穿过所述第一销孔和所述第二通孔,并将所述遮挡板固定在所述第一销孔和所述第二通孔重叠的位置,以使所述遮挡板遮挡所述砂箱开孔。
10、在一些实施例中,所述限位结构还包括设置在所述砂箱的砂箱开孔侧的第二销孔和第二销子,所述控制所述开合结构以使所述砂箱开孔导通包括:
11、在所述遮挡板通过所述活动连接件移动至所述第二销孔和所述第二通孔重叠时,控制所述第二销子穿过所述第二销孔和所述第二通孔,并将所述遮挡板固定在所述第二销孔和所述第二通孔重叠的位置,以使所述砂箱开孔导通。
12、在一些实施例中,所述第一销孔和所述第二销孔至所述圆钢轴的距离相等,所述第一销孔位于所述圆钢轴朝向所述砂箱开孔的一侧,所述第二销孔位于所述圆钢轴朝向所述砂箱开孔方向的反方向侧。
13、在一些实施例中,所述遮挡板为圆形钢板,所述砂箱开孔为圆形开口,所述圆形钢板的面积大于所述圆形开口。
14、在一些实施例中,所述方法还包括:
15、在对所述砂箱内的导向孔进行造型处理,向所述砂箱内填充树脂砂时,将所述遮挡板固定在所述第一销孔和所述第二通孔重叠的位置,以使所述遮挡板遮挡所述砂箱开孔。
16、在一些实施例中,所述方法还包括:
17、在所述砂箱内填充树脂砂完毕,所述树脂砂固化后,将所述第一销子拔出,并将所述遮挡板固定在所述第二销孔和所述第二通孔重叠的位置。
18、在一些实施例中,所述方法还包括:
19、在泥芯放入所述导向孔,所述砂箱内浇注铁水进行配模处理时,将所述第二销子拔出,并将所述遮挡板固定在所述第一销孔和所述第二通孔重叠的位置,以使所述遮挡板遮挡所述砂箱开孔,防止铁水从所述砂箱开孔流出。
20、第二方面,本发明实施例提供一种铸造模具,包括:砂箱和与所述砂箱连接的开合结构,所述砂箱上设置有砂箱开孔,所述开合结构设置于所述砂箱开孔外侧,所述开合结构包括活动连接件、遮挡板和限位结构,所述开合结构用于在所述砂箱内浇注铁水进行配模处理时,所述遮挡板通过所述活动连接件移动,并被所述限位结构固定在遮挡所述砂箱开孔的位置,以使所述砂箱开孔闭合。
21、根据本发明实施例提供的铸造模具及铸造装置,至少具有如下有益效果:由于设置了与所述砂箱连接的开合结构,所述砂箱上设置有砂箱开孔,所述开合结构设置于所述砂箱开孔外侧,所述开合结构包括活动连接件、遮挡板和限位结构,所述开合结构用于在所述砂箱内浇注铁水进行配模处理时,所述遮挡板通过所述活动连接件移动,并被所述限位结构固定在遮挡所述砂箱开孔的位置,以使所述砂箱开孔闭合,其中,开合结构在铸造装置造型时打开,配模浇注时关闭,进而在铸造装置在造型处理完成后,通过砂箱开孔将泥芯放入导向孔并进行配模处理,进行铁水浇注时,防止浇注的铁水从砂箱开孔中漏出,避免由此所导致的加工铸件报废,进而提高生产效率,提高成品率。
22、本发明的其它特征和优点将在随后的说明书中阐述,并且,部分地从说明书中变得显而易见,或者通过实施本发明而了解。本发明的目的和其他优点可通过在说明书以及附图中所特别指出的结构来实现和获得。
技术特征:
1.一种基于开合结构的铸造控制方法,其特征在于,所述方法应用于铸造模具,所述铸造模具包括,砂箱和与所述砂箱连接的开合结构,所述砂箱上设置有砂箱开孔,所述开合结构设置于所述砂箱开孔外侧,所述开合结构包括活动连接件、遮挡板和限位结构,
2.根据权利要求1所述的基于开合结构的铸造控制方法,其特征在于,所述活动连接件包括焊接至所述砂箱外侧,与所述砂箱开孔位于同一侧面的圆钢轴,所述遮挡板上设置有第一通孔,所述圆钢轴穿过所述第一通孔,所述控制所述遮挡板通过所述活动连接件移动,并被所述限位结构固定在遮挡所述砂箱开孔的位置,包括:
3.根据权利要求2所述的基于开合结构的铸造控制方法,其特征在于,所述限位结构包括设置在所述砂箱的砂箱开孔侧的第一销孔和第一销子,所述遮挡板上设置有第二通孔,所述控制所述遮挡板在所述砂箱开孔外侧以所述圆钢轴为圆心转动,并被所述限位结构固定在遮挡所述砂箱开孔的位置,包括:
4.根据权利要求3所述的基于开合结构的铸造控制方法,其特征在于,所述限位结构还包括设置在所述砂箱的砂箱开孔侧的第二销孔和第二销子,所述控制所述开合结构以使所述砂箱开孔导通包括:
5.根据权利要求4所述的基于开合结构的铸造控制方法,其特征在于,所述第一销孔和所述第二销孔至所述圆钢轴的距离相等,所述第一销孔位于所述圆钢轴朝向所述砂箱开孔的一侧,所述第二销孔位于所述圆钢轴朝向所述砂箱开孔方向的反方向侧。
6.根据权利要求1所述的基于开合结构的铸造控制方法,其特征在于,所述遮挡板为圆形钢板,所述砂箱开孔为圆形开口,所述圆形钢板的面积大于所述圆形开口。
7.根据权利要求4所述的基于开合结构的铸造控制方法,其特征在于,所述方法还包括:
8.根据权利要求7所述的基于开合结构的铸造控制方法,其特征在于,所述方法还包括:
9.根据权利要求7所述的基于开合结构的铸造控制方法,其特征在于,所述方法还包括:
10.一种铸造模具,其特征在于,包括:砂箱和与所述砂箱连接的开合结构,所述砂箱上设置有砂箱开孔,所述开合结构设置于所述砂箱开孔外侧,所述开合结构包括活动连接件、遮挡板和限位结构,所述开合结构用于在所述砂箱内浇注铁水进行配模处理时,所述遮挡板通过所述活动连接件移动,并被所述限位结构固定在遮挡所述砂箱开孔的位置,以使所述砂箱开孔闭合。
技术总结
本发明提出一种基于开合结构的铸造控制方法,应用于铸造模具,铸造模具包括砂箱和与砂箱连接的开合结构,砂箱上设置有砂箱开孔,开合结构设置于砂箱开孔外侧,开合结构包括活动连接件、遮挡板和限位结构,开合结构用于在砂箱内浇注铁水进行配模处理时,遮挡板通过活动连接件移动,并被限位结构固定在遮挡砂箱开孔的位置,以使砂箱开孔闭合,其中,开合结构在铸造装置造型时打开,配模浇注时关闭,进而在铸造装置在造型处理完成后,通过砂箱开孔将泥芯放入导向孔并进行配模处理,进行铁水浇注时,防止浇注的铁水从砂箱开孔中漏出,避免由此所导致的加工铸件报废,进而提高生产效率,提高成品率。
技术研发人员:秦艳平
受保护的技术使用者:广东金志利科技股份有限公司
技术研发日:
技术公布日:2024/3/17
- 还没有人留言评论。精彩留言会获得点赞!