一种不锈钢台面磨削定位工装及其磨削定位方法与流程
本发明属于零件加工,具体涉及一种不锈钢台面磨削定位工装及其磨削定位方法。
背景技术:
1、不锈钢台面是转台产品,特别是带温控箱转台的主要零件,用于承载测试件,因此不锈钢台面的磨削是必不可少的加工工序。
2、平面磨床加工零件时主要采用工作台上的磁力线吸附零件,而对于不锈钢台面这类不导磁的零件,则无法通过磁力吸附。
3、在加工实践中,通常会在台面四周放置能够导磁的钢制挡块,通过吸附挡块以达到定位效果。但因台面为圆形,这种定位效果不佳,往往会造成磨削过程中的零件松动而产生振纹或烧伤变形的情况。
技术实现思路
1、本发明其目的就在于提供一种不锈钢台面磨削定位工装及其磨削定位方法,以解决上述背景技术中的问题。
2、为实现上述目的所采取的技术方案是,一种不锈钢台面磨削定位工装,包括设有磁力线的磨床工作台,所述磨床工作台上吸附有多个定位工装,定位工装通过螺钉固定在不锈钢台面下端的台阶面上。
3、所述不锈钢台面的下端面上设置台阶面,台阶面上设有螺纹孔,所述定位工装通过螺钉固定在螺纹孔上。
4、所述定位工装有三个,三个所述定位工装均布在台阶面上。
5、一种不锈钢台面磨削定位工装的磨削定位方法,该方法包括以下步骤:
6、(1)先精车需要磨削的不锈钢台面下端面上的台阶面;
7、(2)将三个定位工装放置在磨床工作台上,用工作台上的磁力线吸附后,磨削三个定位工装至等高;
8、(3)将三个定位工装用螺钉紧固在不锈钢台面精车后的台阶面上的螺纹孔上,并固定好的不锈钢台面及定位工装放置在磨床工作台上,用通过磁力线吸附;
9、(4)磨削不锈钢台面上的工作面;磨削后拆下定位工装,完成磨削定位加工。
10、进一步,所述步骤(1)中精车台阶面的平面度,保证安装定位工装后台面不发生变形。
11、有益效果
12、与现有技术相比本发明具有以下优点。
13、本发明通过安装定位工装,用螺钉将定位工装固定在台面上,能够很好地起到定位作用,在磨削后可以很好地保证台面工作面的平面度,减少零件变形等情况;
14、本发明解决了现有不锈钢材质台面无法用磁力吸盘吸附,而用挡块限位磨削也易发生松动产生振纹、变形的问题,适用范围广,可用于安装不同材质及形状零件的加工。
技术特征:
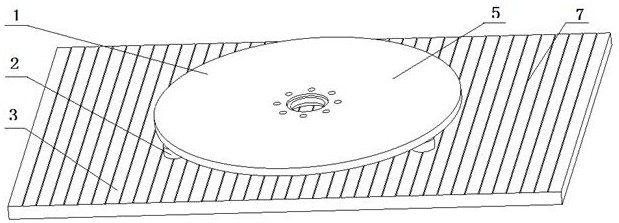
1.一种不锈钢台面磨削定位工装,其特征在于,包括设有磁力线(7)的磨床工作台(3),所述磨床工作台(3)上吸附有多个定位工装(2),定位工装(2)通过螺钉(8)固定在不锈钢台面(1)下端的台阶面上(4)。
2.根据权利要求1所述的一种不锈钢台面磨削定位工装,其特征在于,所述不锈钢台面(1)的下端面上设置台阶面(4),台阶面(4)上设有螺纹孔(6),所述定位工装(2)通过螺钉(8)固定在螺纹孔(6)上。
3.根据权利要求1所述的一种不锈钢台面磨削定位工装,其特征在于,所述定位工装(2)有三个,三个所述定位工装(2)均布在台阶面(4)上。
4.一种不锈钢台面磨削定位工装的磨削定位方法,其特征在于,该方法包括以下步骤:
5.根据权利要求4所述的一种不锈钢台面磨削定位工装的磨削定位方法,其特征在于,所述步骤(1)中精车台阶面(4)的平面度,保证安装定位工装(2)后台面不发生变形。
技术总结
本发明公开了一种不锈钢台面磨削定位工装及其磨削定位方法,所述磨削定位工装包括设有磁力线的磨床工作台,所述磨床工作台上吸附有多个定位工装,定位工装通过螺钉固定在不锈钢台面下端的台阶面上。本发明通过定位工装将不锈钢台面通过磁力吸附在磨床工作台上,解决了不锈钢材质无法用磁力吸盘吸附加工,用挡块限位磨削加工也易发生松动产生振纹、变形的问题,通过使用定位工装安装在磨床工作台台面上,通过吸附定位工装达到固定不锈钢台面的效果,在磨削后可以很好地保证不锈钢台面工作面的平面度,减少零件变形的情况。
技术研发人员:钟志伟,杨华
受保护的技术使用者:九江精密测试技术研究所
技术研发日:
技术公布日:2024/3/17
- 还没有人留言评论。精彩留言会获得点赞!