一种镍基片状中间层合金及其焊接方法
本发明涉及焊接领域,具体为一种镍基片状中间层合金及其焊接方法。
背景技术:
1、航空发动机是一种高度复杂和精密的热力机械,作为飞机的心脏,被誉为"工业之花",它直接影响飞机的性能、可靠性及经济性,更是一个国家科技、工业和国防实力的重要体现。航空发动机中钛合金、镍基高温合金转子组件惯性摩擦焊接制造技术是先进航空发动机热端部件高性能制造的首要关键技术。航空发动机转子是用高温合金及钛合金来制造的,每级转子之间是靠焊接方法来连接的。
2、目前,在in718棒材之间焊接时候会导致焊接后的棒材性能不佳,无法适应发动机所需的强度,此时需要对棒材摩擦焊进行处理或者加入中间层合金使其性能变佳,但是中间层选择成为难点。
技术实现思路
1、本发明的目的在于提供一种镍基片状中间层合金及其焊接方法,以解决上述背景技术中提出的问题。
2、为实现上述目的,本发明提供如下技术方案:镍基片状中间层合金主要由按照重量百分比计的以下原料制成:co-30%、cr-30%、n i-40%。
3、1)镍基中间层的熔炼按照计算好的成分配比在电子天平上分别称取纯c粒、纯镍片和cr,采用真空电弧熔炉熔炼合金中间层,熔炼时为为防止飞溅,充入氩气作为保护气,为保证合金成分均匀,一般前后熔炼5~7次。
4、2)将熔炼后镍基中间层放到马弗炉中,对镍基中间层进行一小时800℃温度热处理,随后进行淬火。
5、3)镍基片状中间层的制备将熔炼热处理好的中间合金,通过线切割切割成所需圆片状焊料,再通过砂纸打磨至表面无划痕,放入丙酮溶液用超声波清洗后以待备用。圆片状中间层的直径为φ15±0.2mm,与in718棒材直径尺寸相同,中间层的厚度为1mm~2mm。
6、本发明提出一种镍基片状中间层合金的焊接方法,其包括:
7、将两个i c10棒材分别置于相对设置的两个不锈钢夹具中,以形成对焊棒材;
8、将厚度为1~2mm的镍基片状中间层合金设置于对焊棒材凹槽中;
9、调节焊接参数;
10、对待焊的对焊棒材进行焊接。
11、综上所述,本发明有益效果是:
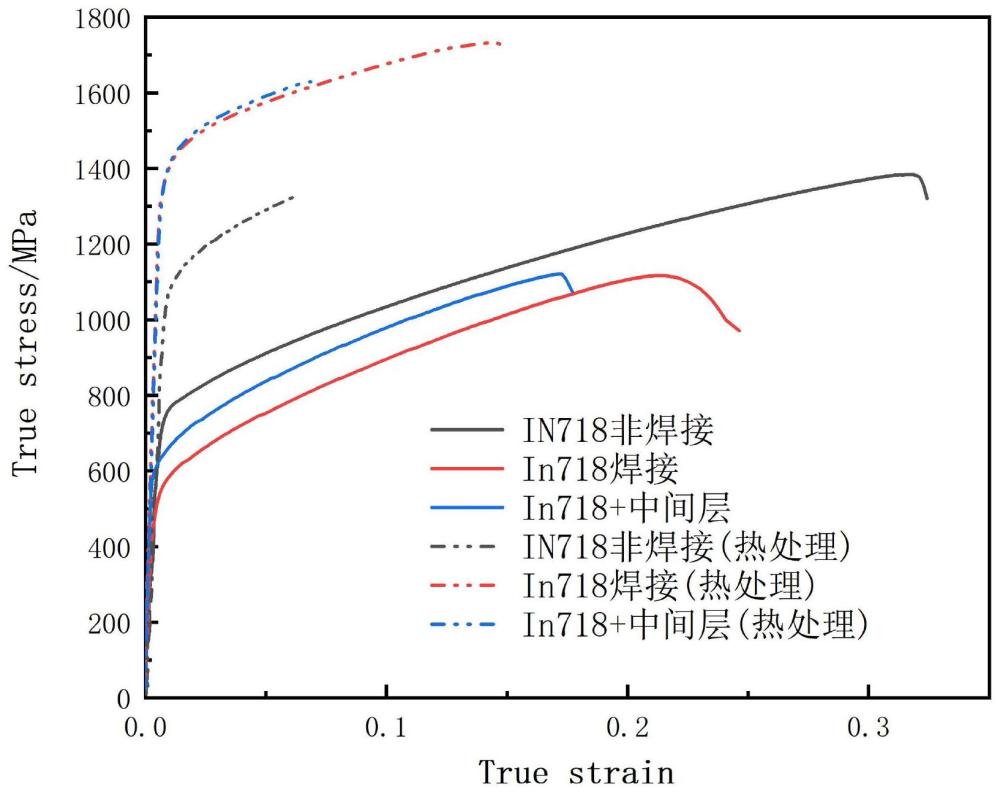
12、1、本发明镍基片状中间层,其中镍基片状中间合金在ni成分元素的基础添加了co、cr,并通过工艺处理后,形成性能很好的中间层合金,焊接之后的性能比不加中间层以及母材本身性能更好。
技术特征:
1.一种镍基片状中间层合金其,特征在于:所述镍基片状中间层合金主要由按照重量百分比计的以下原料制成:co-30%、cr-30%、ni-40%;
2.根据权利要求1所述的一种镍基片状中间层合金,其特征在于:所述圆片状焊料与in718棒材的直径相同,且均为φ15±0.2mm。
3.一种如权利要求1或2所述的镍基片状中间层合金的焊接方法,其特征在于,其包括:
4.根据权利要求3所述的镍基片状中间层合金的焊接方法,其特征在于,在将两个所述in718棒材分别置于相对设置的两个所述夹具中之前还包括对待焊的所述in718棒材表面进行清理,清理过程包括:两个in718棒材经800#、1000#、1200#、1500#金相砂纸逐级磨光形成母材;将所述母材放入丙酮溶液用超声波清洗后得到所述清理后待焊的所述in718棒材。
5.根据权利要求4所述的镍基片状中间层合金的焊接方法,其特征在于:调节焊接参数,转速2500,摩擦3mpa,顶锻4mpa,保压两秒,工进速度每分钟20cm。
技术总结
本发明公开了一种镍基片状中间层合金及其焊接方法,本发明涉及摩擦焊接领域,包括所述镍基片状中间层合金主要由按照重量百分比计的以下原料制成:Co‑30%、Cr‑30%、N i‑40%。所述镍基片状中间层合金进行一小时800℃温度热处理,随后进行淬火;本发明镍基片状中间层,其中镍基片状中间合金在Ni成分元素的基础添加了Co、Cr,并通过工艺处理后,形成性能很好的中间层合金,焊接之后的性能比不加中间层以及母材本身性能更好。
技术研发人员:黄伟颖,张雯,张嵩,王李欣,苏永恒,李宇婷,张振华,仝永刚
受保护的技术使用者:长沙理工大学
技术研发日:
技术公布日:2024/2/29
- 还没有人留言评论。精彩留言会获得点赞!