一种钢坯加热炉加热装置及控制方法与流程
本发明涉及棒材及钢坯加热工艺,具体涉及一种钢坯加热炉加热装置及控制方法。
背景技术:
1、高炉煤气具有热值低、着火点高、有毒性等特点,对其普遍、安全、合理、高效的利用造成了一定的困难,而且煤气热值会随着高炉的技术进步还会逐步下降。高温空气燃烧技术为这种低热值燃料的安全、稳定燃烧以及满足工业生产所需要的燃烧温度提供了重要的技术支持。
2、在现代轧钢加热炉设计中,加热炉低能耗低成本运行是追求的主要目标,本专利通过模拟计算、实验研究等方法,确定了最佳的炉型和燃烧方式,以减少能耗的消耗。因此,实现低能耗、低氧化烧损是本领域亟待解决的技术难点之一。
技术实现思路
1、本发明的目的是提供一种钢坯加热炉加热装置及控制方法,实现节能型棒料加热炉和减少煤气消耗降低加热成本,同时低加热降低钢坯氧化烧损,提高了成材率。
2、本发明所采用的技术方案是:
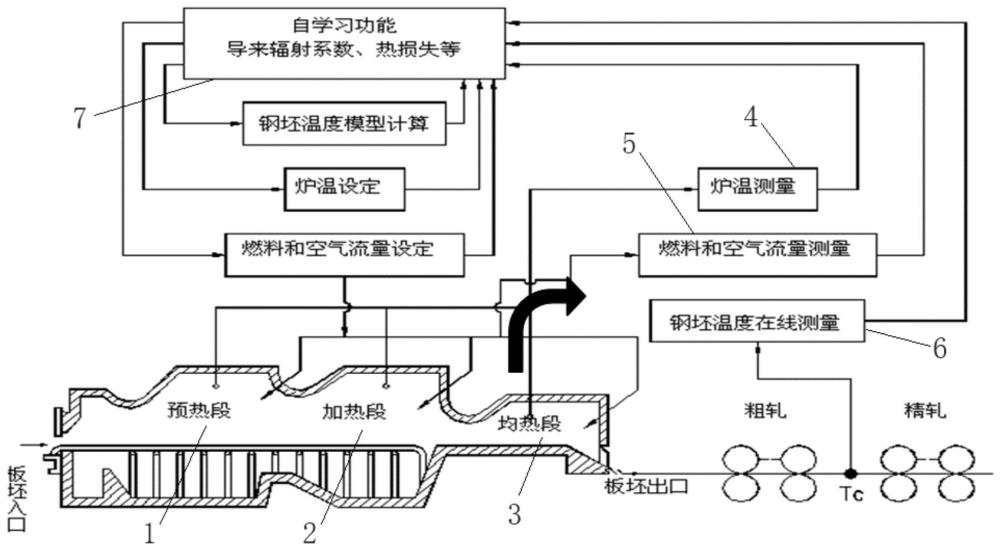
3、一种钢坯加热炉加热装置,包括加热炉、炉温测量装置、燃料和空气量测量装置、钢坯温度在线测量装置和控制系统,加热炉包括依次连通的装料辊道、预热段、加长加热段、均热段和出料辊道,加长加热段包括依次连接的多个加热单元段,燃料和空气量测量装置和炉温测量装置与加热炉连接,炉温测量装置用于测量加热炉各单元段炉温,燃料和空气量测量装置用于测量进入加热炉的燃料和空气的流量,钢坯温度在线测量装置用于测量出料辊道上的钢坯温度,控制系统分别与炉温测量装置、燃料和空气量测量装置、钢坯温度在线测量装置和加热炉连接。
4、优选地,加长加热段总长度大于等于28m。
5、优选地,加长加热段总长度为28m~32m,加热单元段的个数为3~5个。
6、优选地,加热单元段的个数为3个,分别为加热一段、加热二段和加热三段,各加热单元段的长度在8000mm~11000mm之间;
7、加热一段温度控制在780~900℃,加热二段温度控制在900-1050℃,加热三段温度控制在1030-1180℃,均热段温度控制在1010-1030℃。
8、优选地,当加热成品为400mpa级的钢坯时,加热一段温度控制在780~850℃、加热二段温度控制在900-950℃、加热三段温度控制在1030-1050℃、均热段温度控制在1010-1030℃;
9、当加热成品为500mpa级的钢坯时,加热一段温度控制在830-900℃、加热二段温度控制在1000-1050℃、加热三段温度控制在1150-1180℃、均热段1100-1130℃。
10、优选地,加热一段的长度为8500mm、加热二段的长度为10000mm、加热三段的长度为9500mm。
11、优选地,加热炉的燃料为高炉煤气,低发热值:(750~800)×4.18kj/m³,高炉煤气管道接点流量为:100000 nm³/h;高炉煤气管道接点压力为:21~27kpa,将高炉煤气管道内的高炉煤气降压至10~14kpa后供加热炉使用,加热炉的点火、烘炉燃料均采用高炉煤气。
12、优选地,作为加热炉燃料的高炉煤气和助燃空气采用双蓄预热方式,双预热到1000℃。
13、一种采用以上所述的钢坯加热炉加热装置的控制方法,包括以下步骤:先根据钢坯规格类型、加热炉的预热段长度、加长加热段长度和均热段长度,设定加热炉的各段炉膛温度和设定进入加热炉的燃料和空气流量,再根据钢坯温度在线测量装置、燃料和空气流量测量装置和炉温测量装置的测量结果,实时调节加热炉的各段炉膛温度及燃料和空气流量。
14、进一步地,通过设计增加加热炉炉膛长度、分配各段加热的长度,确定各段的炉膛温度,实现减少煤气消耗降低加热成本,低加热温度减少加热炉内氧化烧损量提高金属收得率;本发明在现有的棒材加热炉加热工艺基础上,通过确认加热炉炉膛长度尺寸、分配加长加热段的各加热单元和均热段长度、制定各加热单元和均热段炉膛气氛温度,实现结构合理热效率高、减少煤气消耗降低加热成本、降低钢坯氧化烧损提高了成材率,同时co2排放较一般的棒材加热炉低14.3%。
15、本发明的有益效果是:
16、本发明通过适当加长加热炉的加长加热段长度,并分配成多个加热单元,降低加热段和预热段的温度,结构合理热效率高,实现节能型棒料加热炉和减少煤气消耗降低加热成本,同时低加热降低钢坯氧化烧损,提高了成材率,尤其适用于棒材。
技术特征:
1.一种钢坯加热炉加热装置,其特征在于:包括加热炉、炉温测量装置、燃料和空气量测量装置、钢坯温度在线测量装置和控制系统,加热炉包括依次连通的装料辊道、预热段、加长加热段、均热段和出料辊道,加长加热段包括依次连接的多个加热单元段,燃料和空气量测量装置和炉温测量装置与加热炉连接,炉温测量装置用于测量加热炉各单元段炉温,燃料和空气量测量装置用于测量进入加热炉的燃料和空气的流量,钢坯温度在线测量装置用于测量出料辊道上的钢坯温度,控制系统分别与炉温测量装置、燃料和空气量测量装置、钢坯温度在线测量装置和加热炉连接。
2.如权利要求1所述的钢坯加热炉加热装置,其特征在于:加长加热段总长度大于等于28m。
3.如权利要求2所述的钢坯加热炉加热装置,其特征在于:加长加热段总长度为28m~32m,加热单元段的个数为3~5个。
4.如权利要求3所述的钢坯加热炉加热装置,其特征在于:加热单元段的个数为3个,分别为加热一段、加热二段和加热三段,各加热单元段的长度在8000mm~11000mm之间;
5.如权利要求4所述的钢坯加热炉加热装置,其特征在于:当加热成品为400mpa级的钢坯时,加热一段温度控制在780~850℃、加热二段温度控制在900-950℃、加热三段温度控制在1030-1050℃、均热段温度控制在1010-1030℃;
6.如权利要求4所述的钢坯加热炉加热装置,其特征在于:加热一段的长度为8500mm、加热二段的长度为10000mm、加热三段的长度为9500mm。
7.如权利要求1所述的钢坯加热炉加热装置,其特征在于:加热炉的燃料为高炉煤气,将高炉煤气管道内的高炉煤气降压至10~14kpa后供加热炉使用,加热炉的点火、烘炉燃料均采用高炉煤气。
8.如权利要求7所述的钢坯加热炉加热装置,其特征在于:作为加热炉燃料的高炉煤气和助燃空气采用双蓄预热方式,双预热到1000℃。
9.一种采用如权利要求1所述的钢坯加热炉加热装置的控制方法,其特征在于:包括以下步骤:先根据钢坯规格类型、加热炉的预热段长度、加长加热段长度和均热段长度,设定加热炉的各段炉膛温度和设定进入加热炉的燃料和空气流量,再根据钢坯温度在线测量装置、燃料和空气流量测量装置和炉温测量装置的测量结果,实时调节加热炉的各段炉膛温度及燃料和空气流量。
技术总结
本发明公开了一种钢坯加热炉加热装置及控制方法,包括加热炉、炉温测量装置、燃料和空气量测量装置、钢坯温度在线测量装置和控制系统,加热炉包括依次连通的装料辊道、预热段、加热段、均热段和出料辊道,加热段包括依次连接的多个加热单元段,燃料和空气量测量装置和炉温测量装置与加热炉连接,炉温测量装置用于测量加热炉各单元段炉温,燃料和空气量测量装置用于测量进入加热炉的燃料和空气的流量,控制系统分别与炉温测量装置、燃料和空气量测量装置、钢坯温度在线测量装置和加热炉连接。本发明实现节能型棒料加热炉和减少煤气消耗降低加热成本,同时低加热降低钢坯氧化烧损,提高了成材率。
技术研发人员:田军利,欧阳标,陈剑飞,吴志航
受保护的技术使用者:武汉钢铁有限公司
技术研发日:
技术公布日:2024/3/4
- 还没有人留言评论。精彩留言会获得点赞!