一种热镀锌无铬彩色钝化板的制备方法与流程
本发明涉及热镀锌钢板表面处理,具体而言,尤其涉及一种热镀锌无铬彩色钝化板的制备方法。
背景技术:
1、在热镀或电镀工艺后,镀层金属的处于表面活化状态,表面容易发生腐蚀及黑变。钝化技术作为一种化学转化膜处理方法,通过改变金属的表面状态,使活化状态的镀层金属变为钝化状态,从而使金属溶解变缓,提高镀件的耐蚀性,这层薄膜则称为钝化膜。依据镀锌层钝化膜的不同外观色彩,可将镀锌钝化工艺大致分为:(蓝)白钝化,黑色钝化和彩色钝化。在这三种钝化工艺中,彩色钝化由于色泽艳丽,耐蚀性优良而得到了广泛应用,镀锌层彩色钝化工艺作为一种常用、有效的金属防护手段,被广泛应用于对金属构件钝化外观色彩有特殊要求的场合,近年来以及极好的装饰性而广受人们青睐。广泛应用于汽车,家电,五金等零部件中,具有广阔的市场前景。
2、目前热镀锌彩色钝化板主要以铬酸盐钝化技术为主,但有毒的六价铬是一种致癌物,对环境造成严重污染。随着人们环保意识的增强,六价铬的应用逐渐受到限制,以无毒或低毒的材料来替代铬酸盐钝化工艺受到广泛关注。目前无铬彩色钝化膜与镀锌板的结合力较差,钝化层较薄,易变得蓬松且易剥落,且膜层耐蚀性较差,膜层与锌层的匹配性差。
技术实现思路
1、为了解决上述技术问题,本发明提供了生产成本低、耐蚀性好、无毒、无污染、色彩鲜艳的热镀锌无铬彩色钝化板的制备方法。
2、为了实现上述目的,本发明的技术方案如下:
3、一种热镀锌无铬彩色钝化板的制备方法,所述方法包括以下步骤:
4、(1)脱脂:采用阴极电解脱脂方式对冷硬钢带进行除污处理;
5、(2)连续退火:连续退火炉采用全辐射加热,退火炉均热段温度750~850℃,均热时间30~50s,退火炉内采用15%h2和85%n2的混合气体,氧气含量≤10ppm,还原加热时间≥30s,露点-60~-30℃;
6、(3)镀锌:热浸镀温度为470~500℃,带钢入锌锅温度高于锌液温度10~20℃,热浸镀时间为3~5s;
7、(4)冷却:先空冷至280~320℃,然后采用气体喷吹强制冷却方式对热浸镀后的镀锌板进行快速冷却,冷却速度≥30℃/s,入水蘸槽温度≤120℃,可有效防止表面氧化及晶粒快速长大,引起涂膜不均;
8、(5)光整:采用激光毛化及抛光处理的光整辊对镀锌板进行光整处理,确保镀锌板表面粗糙度、均匀;
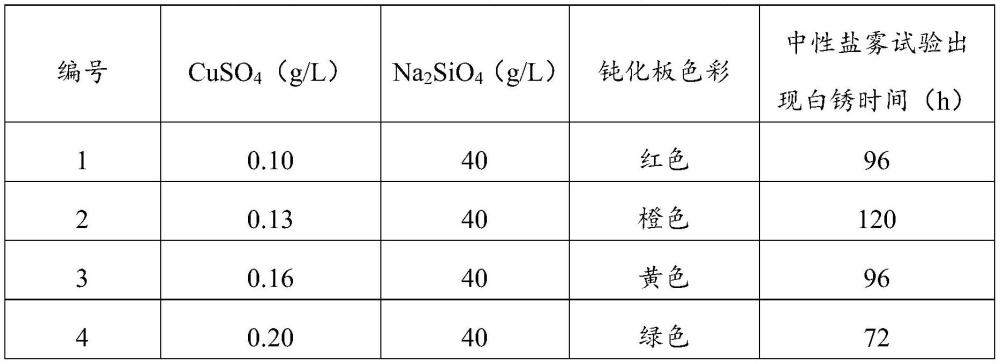
9、(6)钝化:钝化液的化学组成:硅酸盐:10~40g/l,有机酸:10~30g/l,活性金属离子:1~3g/l,双氧水:20~40g/l,硫酸铜:0.10~0.20g/l,成膜促进剂:1~2g/l,通过硫酸或氢氧化钠调节钝化液ph值至1.8~2.5,钝化辊涂压力为0.70~1.3kn,通过控制彩色成膜添加剂硫酸铜的含量调控热镀锌无铬彩色钝化板;
10、(7)烘干:烘干温度控制在200~230℃,烘干时间10~20s。
11、上述技术方案中,进一步地,步骤(1)中,0.6μm≤冷硬钢带粗糙度算术平均值ra≤0.8μm,60≤波峰数rpc≤80,表面粗糙度最大值rmax≤3ra,在该条件下,锌液与钢基之间具有良好的的浸润性。
12、上述技术方案中,进一步地,步骤(1)中,脱脂清洗后带钢反射率≥80%,防止因带钢清洗不净,影响带钢表面镀层及钝化膜质量。
13、上述技术方案中,进一步地,步骤(2)中,连续退火后带钢表面氧化膜厚度≤16nm,fe(1 1 1)晶面占比≥70%,确保镀层在带钢表面具有较大的溶解度。
14、上述技术方案中,进一步地,步骤(3)中,镀液成份以质量百分数计为:0.1≤al≤0.2%,0.1%≤re≤0.2%,0.1%≤ti≤0.2%,杂质元素≤0.1%,杂质元素包括pb、sb、sn中的一种或多种,re为la、ce中一种或两种;镀液对带钢的平衡浸润力≥0.6n/m,带钢在锌液中具有良好的润湿性、粘附性;在较高的锌液温度及添加re和ti形核促进剂的条件下,可有效地增加晶核形成速率,防止晶粒快速长大,防止因晶界效应,引起涂膜不均。
15、上述技术方案中,进一步地,步骤(3)中,镀层厚度为60~120g/m2。
16、上述技术方案中,进一步地,步骤(3)中,锌锅内还安装有自动除渣装置。
17、上述技术方案中,进一步地,步骤(5)中,光整后,1.0μm≤镀锌板表面粗糙度算术平均值ra≤1.5μm,80≤波峰数rpc≤120,表面粗糙度最大值rmax≤3ra,该条件下,钝化液与镀层之间具有良好的浸润性和结合性。
18、上述技术方案中,进一步地,步骤(6)中,有机酸包括植酸、柠檬酸中的一种,表面活性剂为十二烷基苯磺酸钠,成膜促进剂为钛盐。
19、本发明的有益效果为:
20、本发明提供的热镀锌无铬彩色钝化板的制备方法,生产成本低、膜层的致密性好、耐蚀性好、钝化溶液稳定、工艺操作简单、无毒、无污染,具有极好的装饰性,汽车,家电,五金等领域中具有广泛的应用前景。与现有技术相比较,本发明钝化液中无需添加稀土元素,在确保产品技术效果的基础上降低了生产成本。
技术特征:
1.一种热镀锌无铬彩色钝化板的制备方法,其特征在于,所述方法包括以下步骤:
2.根据权利要求1所述的热镀锌无铬彩色钝化板的制备方法,其特征在于,步骤(1)中,0.6μm≤冷硬钢带粗糙度算术平均值ra≤0.8μm,60≤波峰数rpc≤80,表面粗糙度最大值rmax≤3ra。
3.根据权利要求1所述的热镀锌无铬彩色钝化板的制备方法,其特征在于,步骤(1)中,脱脂清洗后带钢反射率≥80%。
4.根据权利要求1所述的热镀锌无铬彩色钝化板的制备方法,其特征在于,步骤(2)中,连续退火后带钢表面氧化膜厚度≤16nm,fe(1 1 1)晶面占比≥70%。
5.根据权利要求1所述的热镀锌无铬彩色钝化板的制备方法,其特征在于,步骤(3)中,所述镀液成份以质量百分数计为:0.1≤al≤0.2%,0.1%≤re≤0.2%,0.1%≤ti≤0.2%,杂质元素≤0.1%,杂质元素包括pb、sb、sn中的一种或多种,re为la、ce中一种或两种。
6.根据权利要求1所述的热镀锌无铬彩色钝化板的制备方法,其特征在于,步骤(3)中,镀液对带钢的平衡浸润力≥0.6n/m。
7.根据权利要求1所述的热镀锌无铬彩色钝化板的制备方法,其特征在于,步骤(3)中,镀层厚度为60~120g/m2。
8.根据权利要求1所述的热镀锌无铬彩色钝化板的制备方法,其特征在于,步骤(5)中,光整后,1.0μm≤镀锌板表面粗糙度算术平均值ra≤1.5μm,80≤波峰数rpc≤120,表面粗糙度最大值rmax≤3ra。
9.根据权利要求1所述的热镀锌无铬彩色钝化板的制备方法,其特征在于,步骤(6)中,有机酸包括植酸、柠檬酸中的一种,表面活性剂为十二烷基苯磺酸钠,成膜促进剂为钛盐。
技术总结
本发明涉及热镀锌钢板表面处理技术领域,具体而言,尤其涉及一种热镀锌无铬彩色钝化板的制备方法。包括以下工艺流程:冷硬钢带→脱脂→连续退火→镀锌→冷却→光整→烘干。本发明提供的热镀锌无铬彩色钝化板的制备方法,生产成本低、膜层的致密性好、耐蚀性好、钝化溶液稳定、工艺操作简单、无毒、无污染,具有极好的装饰性,汽车,家电,五金等领域中具有广泛的应用前景。
技术研发人员:徐接旺,郭太雄,金永清,董学强,冉长荣,罗嘉庆
受保护的技术使用者:攀钢集团攀枝花钢铁研究院有限公司
技术研发日:
技术公布日:2024/3/12
- 还没有人留言评论。精彩留言会获得点赞!