一种磨床用进给机构及其调整方法与流程
本发明属于机床部件,尤其涉及一种磨床用进给机构及其调整方法。
背景技术:
1、磨床在磨削工件时需要前后移动进行位移进刀,一般使用伺服电机带动丝杠做往复运动。针对于中大型机床,当丝杠行程较长或丝杠比较重时丝杠中间位置会因自身重力影响会自然下垂,或者当安装丝杠前后两端轴承座中心孔不同心时,影响丝杠自身的水平直线精度,丝杠转动过程中沿着丝杠中心线形成“峰”、“谷”,使得移动部件产生跳动和横向振动,进而进刀时加工工具产生振动,磨削工件后表面有明显振纹的情况,造成磨削工件表面粗糙度不合格,从而影响磨削时的工件精度。
技术实现思路
1、针对现有技术存在的问题,本发明提供了一种磨床用进给机构及其调整方法,解决了丝杠自重原因引起的重力下垂和丝杠转动时两个轴承座中心孔不同心导致的摆动问题,保证丝杠前后运行平稳且精度可靠。
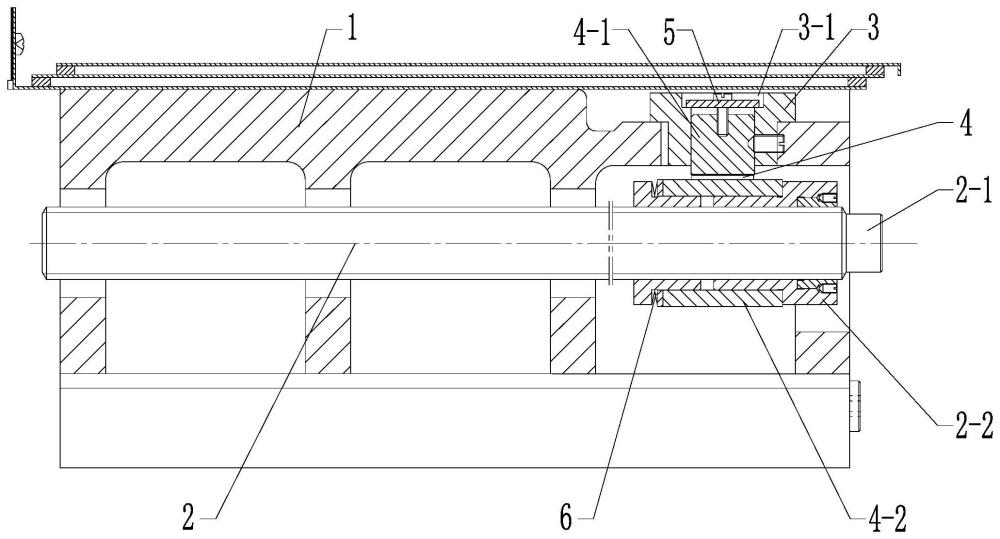
2、本发明是这样实现的,本发明一方面提供一种磨床用进给机构,包括设置有加工工具的拖板,所述拖板内设置有用于带动拖板在床身上移动的滚珠丝杠副,所述滚珠丝杠副包括设置在两个轴承座之间的丝杠和设置在丝杠上的螺母体,所述拖板内设置有支撑座,所述支撑座内设置有用于连接拖板和螺母体的连接构件,所述连接构件包括设置在支撑座内的定位部和套设在设置在螺母体外侧的套装部;
3、所述支撑座内设置有安装孔,所述安装孔的开孔方向与螺母体移动方向相垂直,所述定位部设置在安装孔内,所述安装孔内设置有与定位部相连接防止定位部下沉的支撑构件;
4、相对于螺母体侧的套装部上设置有用于消除滚珠丝杠副横向振动的消振构件。
5、进一步的,所述消振构件包括套设在丝杠上的调整螺母,所述调整螺母的连接段延伸至套装部内,所述调整螺母的预紧端面与套装部的受力端面之间依次设置有弹性件和调整垫。
6、进一步的,所述螺母体的凸缘端与丝杠之间设置有管套,所述管套与螺母体通过齐缝螺钉相连接。
7、进一步的,所述弹性件为碟形弹簧。
8、进一步的,所述安装孔包括相连通的大径段和小径段,所述小径段靠近螺母体一侧,所述大径段和小径段形成支撑阶梯面,所述支撑构件设置在大径段内,并支撑在支撑阶梯面上。
9、进一步的,所述支撑构件的长度大于小径段直径。
10、进一步的,所述支撑构件为支撑垫圈,所述支撑垫圈与定位部之间通过调整螺钉相连接。
11、进一步的,所述套装部与所述螺母体同轴设置。
12、本发明另一方面提供一种磨床用进给机构的调整方法,包括以下步骤:
13、s1、进给机构在装配过程中进行静态调整:
14、s101、把千分表座固定在床身导轨面上,表头放置在丝杠上母线位置,调整后螺母座,测量并控制上母线全程精度;
15、s102、上母线测量完毕,千分表表头丝杠侧母线位置,调整后螺母座,测量并控制侧母线全程精度;
16、s103、上母线和侧母线调整完毕后,拧紧螺母座和轴承座的螺钉,再对上母线和侧母线进行精度测量,进行精度复核,防止拧紧后精度发生变化;
17、当精度无变化时,对采用定位销对螺母座和轴承座进行固定,定位销采用对角设置,能够控制两个自由度;
18、当精度发生变化时,重复步骤s1和s2对上母线和侧母线进行调整,直至精度保持不变;
19、s2、进给机构装配完毕后开始进给运动,在移动过程中进行动态调整:
20、s201、采用千分表分别对下母线和侧母线的全程精度进行实时监测,并调整调整螺钉松紧程度,调节下母线和侧母线的全程精度,直至达到精度要求。
21、进一步的,所述步骤s101中上母线全程精度控制在0.005/1000mm,调整后螺母座的调整方式为:修磨后轴承座的调整垫;
22、所述步骤s102中侧母线全程精度控制在0.005/1000mm,调整后螺母座的调整方式为:敲动后轴承座箱体,整体左右平移达到精度要求;
23、所述步骤s201具体为:运动过程中,滚珠丝杠副一次往复运动记作一组数据,共采集二十组数据,其中,第1~5组数据中每一次往复运动后通过调整螺钉进行精度调整,第6~15组数据中每两次往复运动后通过调整螺钉进行精度调整,最后5组数据进行精度校正。
24、本发明具有的优点和技术效果:由于采用上述技术方案,解决了丝杠自重原因引起的重力下垂和丝杠转动时两个轴承座中心孔不同心导致的摆动问题,保证丝杠前后运行平稳且精度可靠。整机在磨削工件时,无波纹、扎刀等问题,机床性能得到了极大的提升。
25、采用静态和动态的调整方法,能够实际模拟现实场景,精度反馈更加准确,贴近实际操作效果,保证整体的精度。弥补调整上母线和侧母线间隙数据不足的问题,提升上母线和侧母线运动平稳的效果。
技术特征:
1.一种磨床用进给机构,包括设置有加工工具的拖板,所述拖板内设置有用于带动拖板在床身上移动的滚珠丝杠副,所述滚珠丝杠副包括设置在两个轴承座之间的丝杠和设置在丝杠上的螺母体,其特征在于,所述拖板内设置有支撑座,所述支撑座内设置有用于连接拖板和螺母体的连接构件,所述连接构件包括设置在支撑座内的定位部和套设在设置在螺母体外侧的套装部;
2.根据权利要求1所述的磨床用进给机构,其特征在于,所述消振构件包括套设在丝杠上的调整螺母,所述调整螺母的连接段延伸至套装部内,所述调整螺母的预紧端面与套装部的受力端面之间依次设置有弹性件和调整垫。
3.根据权利要求1或2所述的磨床用进给机构,其特征在于,所述螺母体的凸缘端与丝杠之间设置有管套,所述管套与螺母体通过齐缝螺钉相连接。
4.根据权利要求2所述的磨床用进给机构,其特征在于,所述弹性件为碟形弹簧。
5.根据权利要求1所述的磨床用进给机构,其特征在于,所述安装孔包括相连通的大径段和小径段,所述小径段靠近螺母体一侧,所述大径段和小径段形成支撑阶梯面,所述支撑构件设置在大径段内,并支撑在支撑阶梯面上。
6.根据权利要求6所述的磨床用进给机构,其特征在于,所述支撑构件的长度大于小径段直径。
7.根据权利要求1所述的磨床用进给机构,其特征在于,所述支撑构件为支撑垫圈,所述支撑垫圈与定位部之间通过调整螺钉相连接。
8.根据权利要求1所述的磨床用进给机构,其特征在于,所述套装部与所述螺母体同轴设置。
9.一种如权利要求1~8任一所述的磨床用进给机构的调整方法,其特征在于,包括以下步骤:
10.根据权利要求9所述的调整方法,其特征在于,所述步骤s101中上母线全程精度控制在0.005/1000mm,调整后螺母座的调整方式为:修磨后轴承座的调整垫;
技术总结
本发明公开了一种磨床用进给机构及其调整方法,属于机床部件技术领域,其中进给机构包括设置有加工工具的拖板,拖板内设置有滚珠丝杠副,滚珠丝杠副包括设置在两个轴承座之间的丝杠和设置在丝杠上的螺母体,拖板内设置有支撑座,支撑座内设置有用于连接拖板和螺母体的连接构件,连接构件包括设置在支撑座内的定位部和套设在设置在螺母体外侧的套装部;支撑座内设置有安装孔,定位部设置在安装孔内,安装孔内设置有与定位部相连接的支撑构件;相对于螺母体侧的套装部上设置有用于消除滚珠丝杠副横向振动的消振构件。本发明解决了丝杠自重原因引起的重力下垂和丝杠转动时两个轴承座中心孔不同心导致的摆动问题,保证丝杠运行平稳且精度可靠。
技术研发人员:冯晓鑫,李晓琳,种琳,郑述国,冯毅,马海龙,宋艳艳,翟明成
受保护的技术使用者:通用技术集团天津第一机床有限公司
技术研发日:
技术公布日:2024/1/25
- 还没有人留言评论。精彩留言会获得点赞!