一种低成本高均质大规格粉末高温合金棒材及其热挤压方法与流程
本发明涉及高温合金棒材,尤其涉及一种低成本高均质大规格粉末高温合金棒材及其热挤压方法。
背景技术:
1、粉末高温合金是采用粉末冶金工艺生产的高温合金。在制粉过程中粉末颗粒是由微量液体快速凝固形成,成分偏析被限制在粉末颗粒尺寸以内,消除了常规铸造中的宏观偏析,同时快速凝固后的粉末具有组织均匀和晶粒细小的突出优点,显著提高了合金的力学性能和热工艺性能,是现代高性能航空发动机涡轮盘等关键部件的必选材料。粉末高温合金的合金化程度高、热加工窗口窄、变形抗力大,需采用包覆挤压的方法。
2、热挤压工艺是利用高温和压力作用于原料,使之发生性质变化的一种加工工艺,综合了热压缩和热加工变形的特点,能够明显改善合金的冶金质量,提高并发挥合金的潜在性能。现有的粉末高温合金棒材热挤压方法制备的合金棒材,合金棒材的直径小,棒材组织不均匀、晶粒度极差大,棒材材料利用率低,生产成本高,并且无法实现大挤压比挤压开坯。
技术实现思路
1、鉴于上述的分析,本发明实施例旨在提供一种大规格粉末高温合金棒材及其热挤压方法,用以解决现有粉末高温合金棒材热挤压方法至少以下问题之一:1、现有的粉末高温合金棒材热挤压方法制备的合金棒材,合金棒材的直径小,无法制备大规格棒材;2、现有的粉末高温合金棒材热挤压方法制备的合金棒材,棒材组织不均匀、晶粒度极差大;3、现有的粉末高温合金棒材热挤压方法制备合金棒材,棒材利用率低,生产成本高;4、现有的粉末高温合金棒材热挤压方法,无法实现大挤压比挤压开坯。
2、本发明的目的主要是通过以下技术方案实现的:
3、一方面,本发明提供了一种低成本高均质大规格高温合金棒材的热挤压方法,包括以下步骤:
4、s1:将高温合金粉末注入真空不锈钢壳体包套,进行热等静压处理,得到粉末高温合金锭坯;
5、s2:将粉末高温合金锭坯前后端分别焊接前垫和后垫,得到第一挤压坯料;
6、s3:将第一挤压坯料预热至150~200℃后,在第一挤压坯料表面均匀涂抹防氧化涂料,加热至1040~1150℃,保温,得到第二挤压坯料;
7、s4:在第二挤压坯料表面均匀喷涂润滑剂,并在第二挤压坯料的前端放置玻璃垫,放入已预热的挤压模具进行挤压,得到挤压棒材;
8、s5:将挤压棒材空冷至室温,机械切除头部和尾部的非稳态段,得到粉末高温合金棒材。
9、进一步地,步骤s2中,所述前垫的轴向截面为两腰为弧形、且轴对称的类梯形。
10、进一步地,所述弧形的弧度为30°~35°。
11、进一步地,步骤s3中,所述保温时间为7~24h。
12、进一步地,步骤s4中,所述挤压模具的预热温度为150~200℃。
13、进一步地,步骤s4中,挤压模角为90°~130°。
14、进一步地,步骤s4中,挤压速度为20~25mm/s。
15、进一步地,步骤s4中,挤压比为(8~9)﹕1。
16、另一方面,本发明还提供了一种低成本高均质大规格粉末高温合金棒材,根据上述热挤压方法制备。
17、进一步地,所述低成本高均质大规格粉末高温合金棒材的直径≥300mm。
18、与现有技术相比,本发明至少可实现如下有益效果之一:
19、1、本发明的高温合金棒材的热挤压方法,降低防氧化涂料预热喷涂温度,在低温预热后喷涂,控制涂料慢干,再升温至高温后,可保证防氧化涂料不易脱落;通过挤压模角和挤压速度的协同作用,可以保证挤压棒材具有较大的挤压比、挤压棒材的组织均匀性以及避免闷车等现象。
20、2、本发明的高温合金棒材的热挤压方法,通过采用特定挤压前垫结构设置,与热挤压过程中的其他工艺参数协同作用,与现有热挤压方法相比,可显著降低挤压前段棒材被包裹的程度,消除“蘑菇头”,提高了材料利用率,降低了生产成本,材料利用率>80%。
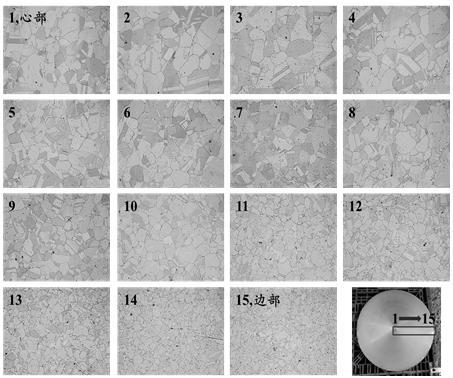
21、3、通过本发明高温合金棒材的热挤压方法得到的粉末高温合金棒材,直径≥300mm ;同时材料利用率高,棒材组织均匀,芯部晶粒度为9~11级,边缘晶粒度为9~10级,晶粒度级差≤1级。
22、本发明中,上述各技术方案之间还可以相互组合,以实现更多的优选组合方案。本发明的其他特征和优点将在随后的说明书中阐述,并且,部分优点可从说明书中变得显而易见,或者通过实施本发明而了解。本发明的目的和其他优点可通过说明书以及附图中所特别指出的内容中来实现和获得。
技术特征:
1.一种低成本高均质大规格粉末高温合金棒材的热挤压方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的热挤压方法,其特征在于,步骤s2中,所述前垫的轴向截面为两腰为弧形且轴对称的类梯形。
3.根据权利要求2所述的热挤压方法,其特征在于,所述弧形的弧度为30°~35°。
4.根据权利要求1所述的热挤压方法,其特征在于,步骤s3中,所述保温时间为7~24h。
5.根据权利要求1所述的热挤压方法,其特征在于,步骤s4中,所述挤压模具的预热温度为150~200℃。
6.根据权利要求5所述的热挤压方法,其特征在于,步骤s4中,挤压模角为90°~130°。
7.根据权利要求6所述的热挤压方法,其特征在于,步骤s4中,挤压速度为20~25mm/s。
8.根据权利要求7所述的热挤压方法,其特征在于,步骤s4中,挤压比为(8~9)﹕1。
9.一种低成本高均质大规格粉末高温合金棒材,其特征在于,根据权利要求1-8任一项所述热挤压方法制备得到。
10.根据权利要求9所述的低成本高均质大规格粉末高温合金棒材,其特征在于,所述大规格粉末高温合金棒材的直径≥300mm。
技术总结
本发明涉及一种低成本高均质大规格粉末高温合金棒材及其热挤压方法,属于高温合金棒材技术领域,解决现有粉末高温合金棒材直径小、组织不均匀、材料利用率低等问题。热挤压方法包括:将高温合金粉末注入真空不锈钢壳体包套进行热等静压,得到粉末高温合金锭坯;将粉末高温合金锭坯前后端分别焊接前垫和后垫,得到第一挤压坯料;将第一挤压坯料预热至150~200℃,在其表面均匀涂抹防氧化涂料,加热至1040~1150℃,保温,得到第二挤压坯料;在第二挤压坯料表面均匀喷涂润滑剂,并在其前端放置玻璃垫,放入已预热的挤压模具进行挤压,得到挤压棒材;将挤压棒材空冷至室温,机械切除头部和尾部的非稳态段,得到粉末高温合金棒材。
技术研发人员:曲敬龙,孙少斌,刘明东,贾建,石英男,张梦迪,李德清,杜红强,朱林
受保护的技术使用者:北京钢研高纳科技股份有限公司
技术研发日:
技术公布日:2024/1/22
- 还没有人留言评论。精彩留言会获得点赞!